煤矿副井提升机主电机现场大修工艺的研究和应用
2022-03-24祁成龙张丽峰
祁成龙, 张丽峰, 张 健
(潞安化工集团五阳煤矿, 山西 长治 046205)
1 背景介绍
提升机作为煤矿大型固定设备,担负着矿井人员、设备、物料下井主要任务,是保障矿井安全生产的主要设备,提升机的安全运行是矿井机电设备管理的重中之重。五阳煤矿南丰进风井提升系统于2009 年投运,提升方式为立井双罐笼提升,使用一部型号为JKMD-3.5×4(Ⅲ)E 型多绳摩擦式提升机,最大提升速度为9.16 m/s,担负着五阳煤矿井下主要采区的人员和物料的提升任务,每天运行时间近21 h,为矿副井运输的重要环节,直接影响着安全生产。
提升机主电机采用上海电气集团上海电机厂有限公司生产的ZKTD215/58 型直流电动机,电机功率1 250 kW,额定电压800 V,额定电流1 815 A,出厂日期2009 年投入使用,冷却方式采用强制风冷,电机安装方式为直流他励悬挂式。
目前主电机在使用中出现绝缘阻值持续降低(励磁绝缘值0.46 MΩ,电枢绝缘值0.039 MΩ)现象,根据《电气装置安装工程电气设备交接试验标准》(GB 50150—2006)对直流电机的要求,直流电机励磁、电枢绝缘测量值不得低于0.79 MΩ,最低不得低于0.5 MΩ,目前提升机主电机励磁和电枢绝缘值已低于标准值,影响了提升机安全运转,需要对主电机进行大修或更换,以保证提升系统安全可靠运行。
2 实施思路和方案论证
为解决南丰副井提升机主电机励磁和电枢绝缘值低的问题,五阳煤矿机电科和南丰工区工程技术人员通过调研、分析,制定了三种实施方案,并对各方案从投入资金、施工工期、施工难度、实施效果等方面进行了优缺点对比、可行性分析,具体如下。
2.1 方案一:更换新主电机
2.1.1 优点
直接采用全新设备,其性能、稳定性、可靠性将大大提高。
2.1.2 缺点1)新电机购置成本高;
2)现场无备用电机,新电机已购置,还未到货,如等待新电机到货后安装,则电机带病长期运转会存在较大安全隐患;
3)南丰提升机主电机为直流他励磁悬挂式结构,结构复杂,且定子、转子的质量均在20 t 左右,拆解和安装施工难度大,工期长。
2.1.3 可行性分析
现场无备用电机,等待时间长,投入成本高,施工难度大,不可行。
2.2 方案二:返厂大修
2.2.1 优点
能对电机进行全面的检测和修复,主电机的性能和可靠性会有较大提高。
2.2.2 缺点
1)主电机拆解和安装施工难度大,工期长。
2)由于主电机返厂大修时间长(预计2~3 个月),南丰提升机将长时间处于停运状态,严重影响矿井安全生产。
2.2.3 可行性分析
影响时间太长,不符合矿井实际,不可行。
2.3 方案三:现场大修
2.3.1 优点
1)投入资金少,相对于返厂修理和更换电机,投入资金少;
2)只需要将定子和转子分离即可进行大修作业,施工难度相对较小,工期相对较短;
3)针对性地对主电机存在的主要问题进行解决。
2.3.2 缺点
1)五阳煤矿以前从未采用过此种修理方式,没有参考性,对修理结果和预期效果有一定的不确定性。
2)该修理工艺存在局限性,主要针对电枢和励磁回路阻值低的问题进行解决,电机内部部件性能、完好情况需在电机完全解体逐一测量后才能确定。
2.3.3 可行性分析
投入资金相对较少,施工难度和工期相对较少,能有针对性地进行大修,可行。并选取取得上海电机厂授权修理资质的、有一定同类业绩的优质修理厂家到矿进行主电机大修作业。
3 实施方案
3.1 总体思路
完成南丰副井提升机主电机修理工作(见图1),确保励磁绕组和电枢绕组对地绝缘阻值高于标准值,确保提升系统安全可靠运转。

图1 主电机现场大修
3.2 具体实施步骤
1)电机解体。拆除与励磁、电枢绕组连接的外部导线;拆除主电机左右两侧端盖;拆除碳刷、刷架及相关附件;拆除定子两侧的所有盖板、上下定子连接螺栓,吊出上半个定子;拆除下半个定子的连接螺栓,缓慢移出;检查定子、转子各部有无老化、破损、开焊、螺栓松动并处理。
2)电气检测。测量电机主回路、励磁绕组的绝缘值;测量转子、刷架、换向极绕组、补偿绕组的绝缘值。
3)内部灰尘清理。用压缩空气对上下半个定子、转子内部吹灰。
4)用干冰清洗定子、转子、刷架绝缘件、挡风板。
5)换向器倒角。
6)电气试验。测量定子、转子的绝缘值,做匝间试验,详见图2。
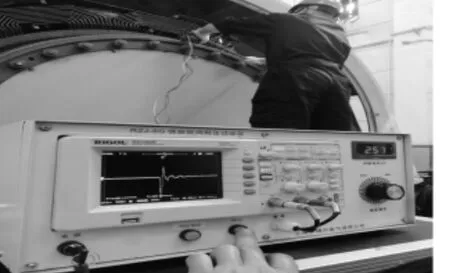
图2 主电机现场做电气试验
7)定子、转子喷绝缘漆。
8)刷盒等分、电机回装。
9)电机总装。
10)空载运行。试车3~5 趟正常后,开全速车空载运行4 h,监测电机的励磁、电枢电压电流与大修前有无变化,换向碳刷有无火花。
11)带载运行。空载运行正常后带载运行。
12)人员培训。由主电机大修厂家对南丰工区检修工进行主电机的检修、维护、保养培训。
4 实施效果及经济效益分析
南丰副井提升机主电机大修工程师共计用时4d,通过近2 个月的运行,主电机的励磁回路和电枢回路绝缘性能趋于稳定,其绝缘阻值均超出了预期目标,具体大修前后主要参数对比及经济效益分析如下。
4.1 主要参数对比分析
1)大修前:励磁回路绝缘值最低为0.46 MΩ,电枢回路绝缘值最低为0.039 MΩ。
2)大修后:励磁回路绝缘值>1 000 MΩ,电枢回路绝缘值>500 MΩ。
3)结论:励磁回路和电枢回路绝缘阻值大大提高,超出预期目标(预期目标是电枢绝缘阻值不小于50 MΩ,励磁绝缘阻值不小于100 MΩ)。
4.2 经济效益对比分析
方案一:更换新主电机。投入资金约350 万元,施工工期预计7 d;
方案二:返厂大修。投入资金约170 万元,施工工期预计2~3 个月;
方案三:现场大修。投入资金约50 万元,施工工期4 d;
对比结果:方案三节约大量资金,节约大量工期,同时对检修人员和技术人员进行了现场培训、讲解,培训更加直观化、高效率,极大地提高了南丰工区检修工的技能水平。
5 大修工艺的特点
1)南丰提升机主电机大修工艺施工工期短,投入资金少,实施效果好,实施难度相对较小,适用于结构工艺复杂、拆卸组装难度大的大型设备,如煤矿提升机大型直流电动机,具有很强的推广性。
2)该工艺可与现场培训相结合,对适用单位检修人员和工程技术人员进行安装、拆解、使用、检修、维护、保养等方面进行全方位的培训,培训效果更直观、培训效率更高,更有利于设备的后期使用、操作、检修及维护。
6 结语
煤矿生产作为高危行业,其设备的稳定性和可靠性至关重要,因此,积极探索和改进煤矿装备,不断提高煤矿装备稳定性,缩短故障时间,确保煤矿安全高效生产,是一项常抓不懈的重点工作。
对于煤矿关键设备的更新和维护,如矿井主提升机设备、主通风设备等,要结合设备运转实际。在设备检修、维护、保养方面多调研、多探索、多研究一些好的创新做法和思路,以达到节约成本投入,减少停机时间,保障安全生产的目的。