危险废物焚烧预处理的工艺设计
2022-03-21陈飞
陈飞
(中国瑞林工程技术股份有限公司,江西南昌 330038)
根据《国家危险废物名录(2021版)》,具有下列情形之一的固体废物(包括液态废物)属于危险废物:1)具有毒性、腐蚀性、易燃性、反应性或者感染性一种或者几种危险特性的;2)不排除具有危险特性,可能对生态环境或者人体健康造成有害影响,需要按照危险废物进行管理的[1]。危险废物对生命安全、生态环境和人类的可持续发展都存在隐患及危害,所以“减量化、无害化、资源化”处理危险废物是首要原则。危险废物最终处置技术主要有安全填埋、安全焚烧、水泥窑协同处置技术[2]。其中,危险废物回转窑焚烧处理是现阶段对高热值废物的主要处理工艺。该技术可经济、便捷、有效地分解有毒物质的化学结构,减少或消除废物中的有毒有害物质,使废物的体积减少80%~95%,并且还可以进行能源回收[3]。
1 危险废物焚烧预处理的必要性
我国目前将危险废物分为46个大类别,400多种小类别。按照来源划分,危险废物主要包括工业危险废物(占70%以上)、医疗危险废物(约占14%)及其他社会源危险废物等。其中,工业危险废物的来源广泛,构成复杂,主要有废酸废碱粪(来自化工、石油精炼、电子元器件制造、电解、电镀等)、含重金属类(含铜、锌、铬、镉、汞、铅等,来自化工、电池、电子元器件制造等)、无机类(含氰、氟、砷、石棉等,来自化工、耐火材料、金属表面处理等)、有机类(废矿物油、废有机溶剂、含酚含醚废物、树脂等,来自化工石油精炼、印刷等)和残渣类(精馏和蒸馏残渣、焚烧残渣)等[4]。
由此可见,危险废物的来源十分广泛,形态相对各异,大小参差不齐,性质也大不相同。为保障回转窑焚烧设备在处置过程中能够连续、稳定地运行,对危险废物进行预处理十分必要。
2 危险废物焚烧预处理技术分析
危险废物的预处理包括“分、检、配伍”几项工作。预处理的目的在于使进入焚烧系统的废物固液比例、热值、含水率、各种有害元素含量达到或优于系统进料要求,从而减轻或稳定焚烧系统后续烟气及灰渣处置装置的处理负荷,同时使得成本在可控范围内[5]。
由于来料包装的不同,回转窑工艺的上料方式也多种多样。固体废物的上料方式包括料坑行车抓斗上料、小包装提升机提升上料(侧门进料);液体废物的上料方式包括可燃废液罐区泵送上料(废液喷枪进料)、临时废液上料(废液喷枪进料)、膏状废物混合压送或成型进料。不同的上料方式,危险废物的预处理方式也不完全一致,因此预处理车间的工艺设计应针对物料特性合理配置。
目前预处理主要采用破碎和料坑行车拌料两种方式。实践表明,这些预处理手段比较简便,但不够精准,事故风险不易排除。为解决上述问题,下文拟针对不同包装的危险废物焚烧前的预处理工序进行阐述。
3 不易破碎的软质纺织类废物预处理工艺
不易破碎的软质纺织类废物主要为吨袋、纤维、抹布类。此类物品密度低、体积大、易缠绕破碎机和焚烧车间进料系统的螺旋给料机,因此此类废物多被压缩成小包装,通过侧门进料。废物通过打包压块机进行压缩打包,大幅度减少了体积,然后经过包装绳的捆扎,不再容易散开,可通过小包装提升机提升上料。不易破碎的软质纺织类废物处理工艺流程参见图1。
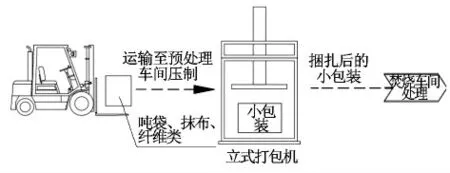
图1 不易破碎的软质纺织类废物预处理流程
4 桶装废物焚烧处理预处理工艺
桶装危险废物是一种常见的来料形式,通常为200 L(直径约为580 mm,高度为900 mm)的化工圆桶。由于化工桶体积过大,无法直接进入焚烧系统的投料装置,因此需要进行有针对性的预处理。
采用立式开桶机对化工桶环形切割开盖,开盖后对物料进行判定。一般桶内物料可分为可倒出的黏滞性较低的液体物料、可倒出的黏滞性较高的半固态物料、不可倒出的半固体以及固体物料。
1)可倒出的黏滞性较低的液体物料,一般采用气动隔膜泵进行收集,不同种类的物料拌合前需要进行相容性测定。收集拌合的物料通过回转窑窑头的临时废液上料装置泵送入回转窑处置。
2)可倒出的黏滞性较高的半固态物料,通过倒桶机以重力自流的方式流入小包装桶内。小包装桶通过提升机提升上料的方式进入焚烧系统。
3)不可倒出的黏滞性较高的半固体和固体物料,由于无法通过非破损的方式将物料和化工桶分离,采用龙门液压剪将化工桶切割为3~4小块,将铁桶残片及物料收集至小包装桶通过提升机提升上料的方式进入焚烧系统。
4)承装黏滞性较低和黏滞性较高物料的铁桶如仍残存较多不可倒出的物料,将铁桶周转至焚烧车间的破碎机,进行破碎处置,经破碎后的铁桶进入料坑,通过行车抓斗抓取投入进料系统。残液黏连较少的铁桶,经过洗桶处理至干净、无残留后,再利用或外售。工艺流程参见图2。

图2 桶装废物焚烧处理预处理流程工艺
5 液体废物预处理工艺
危险废物处置行业中存在着大量以废液形式存在的货物。此类物品按照《建筑设计防火规范(2018版)》(GB 50016—2014)的规范要求,火灾危险性可判别为甲类、乙类、丙类、丁类及戊类。能够采用焚烧处置的液体废物多为具有一定热值的废液,所以大多数分布在甲类、乙类和丙类。丁类及戊类多为难燃和不可燃的液体。此类废物,从经济的角度考度不适合以焚烧的方式处理,行业内多采用物理化学方式处置。
可燃液体废物来料不同,存储方式也不同,因此预处理工艺也不尽相同:
1)大宗物料及稳定客户的待处理物料多以槽罐车形式输送,槽罐车多为20 t级。针对此类危险废物,处置企业需设置焚烧废液罐区,以储罐的形式存储物料。储罐需适配来料车辆液体的体积量。针对危险废物特性,不同批次、不同类别、不同性质的液体废物原则上不适合混合储存,应以独立储罐形式单独收纳。该类罐区应严格按照《建筑设计防火规范(2018版)》(GB 50016—2014)、《石油化工企业设计防火规范(2018版)》(GB 50160—2008)、《石油化工储运系统罐区设计规范》(SHT 3007—2014)等规范进行设计及运营。储罐区液体废物应以安全和稳定为原则,以管线输送为基础送处理。对处于冬季温度较低地区的企业,应对黏滞性较高的液体辅以伴热工艺,保证液体的流动性。易燃易爆、低闪点、不明或无名废液,强酸,强碱,腐蚀性较强废液,剧毒品,易反应废液不允许混合进罐储存。
2)小体积液体废物以易燃易爆、低闪点、腐蚀性较强废液,剧毒品,易反应废液为主,危险性较高。由于运输此类危废的桶容积较小,若独自通过输送泵进入临时废液喷浆上料,则操作繁杂且易造成烟气成分和温度的波动,因此桶装小体积液体废物需进行搅拌混合,以IBC桶形式进行泵送上料。在混合时,应进行完整的相容性试验,不相容的液体禁止混合,常见的不相容废物见表1。相容的液体在混合搅拌的过程中应严格检测混合液温度和pH值,发现温度过高应及时停止操作;混合结束后将液体调整为中性pH值,方可进入临时废液上料系统。

表1 常见的不相容废物
常见桶装液体废物预处理工艺流程见图3。

图3 桶装液体废物预处理流程
6 配伍控制
经过有效预处理之后,液态、固态废物的化学成分、pH值、热值已基本均一,物料形态满足焚烧处理过程,有效且科学的配伍是保证处理效果的最后环节。目前,我国对危险废物焚烧处置的热值控制在3 500 kcal/kg左右。有害元素含量也需要有效控制,含氟、氯、硫、磷元素单一质量分数控制在2%以内,总和不超过4%[6]。配伍过程完成后,即可进行焚烧处理。
为了保证废物在炉内充分焚烧焚毁,需要对膏状废物与固体废物按照适当比例混合配伍,使之能够与空气充分接触燃烬;液体废物则需要选择喷射方式、控制喷射时机等。
7 结语
焚烧预处理目前主要采用破碎预处理和料坑行车拌料预处理,上述工艺应用实践表明比较简便,但不够精准,事故风险也不易排除。为保证焚烧处理的有效性,对危险废物进行充分的预处理是保障焚烧处理正常的重中之重。为适配危险废物的焚烧处理,衍生了不同的综合智能化预处理工艺,需得到处置企业的持续跟进,不断创新优化。
