一种汽车门饰板地图袋的设计研究
2022-03-21包厚显姜彬彬
包厚显、姜彬彬
(上汽通用五菱汽车股份有限公司,柳州市 545000)
0 引言
汽车的门饰板地图袋主要位于门饰板底部,最初的设计门饰板就是一块平板,没有任何储物空间。在没有电子导航的年代,人们出行就是靠一份地图来指引前行。但是看完的地图没有位置放置,于是工程师们设计出地图袋来给驾驶员放置地图,地图袋也就因此得名。
随着时代的发展,用户对汽车地图袋的储物要求就不仅仅用来放置地图,而且随着电子导航的发展,放置地图的需求甚至没有了。但是地图袋的放置需求扩展到对生活中常用的物品放置需求,如矿泉水、雨伞等。为了满足顾客的要求,汽车设计师对车内的空间利用率进行充分挖掘,地图袋空间也得到了较大的提高,地图袋也逐渐被称为杂物盒。
地图袋的开口向上,中间有一个空腔,是为了能够方便驾乘人员放置物品,并且保证其内的物品在行驶过程中不会掉出来。由于注塑模具出模的原因,门饰板地图袋就是在门饰板本体的基础上分出一块零件,注塑出来后再与门饰板本体焊接在一起形成了地图袋(图1)。

图 1 车门饰板地图袋
1 地图袋设计要点
1.1 地图袋的尺寸设计
地图袋应尽可能长,至少应能放置A4尺寸的笔记本,即长度应≥300.00 mm。为了方便地图袋内物品的拿取,地图袋的深度和开口宽度比例设计要满足一定的要求,否则物品放置以后就会比较难以取出。地图袋推荐深度与宽度配合尺寸如表1。
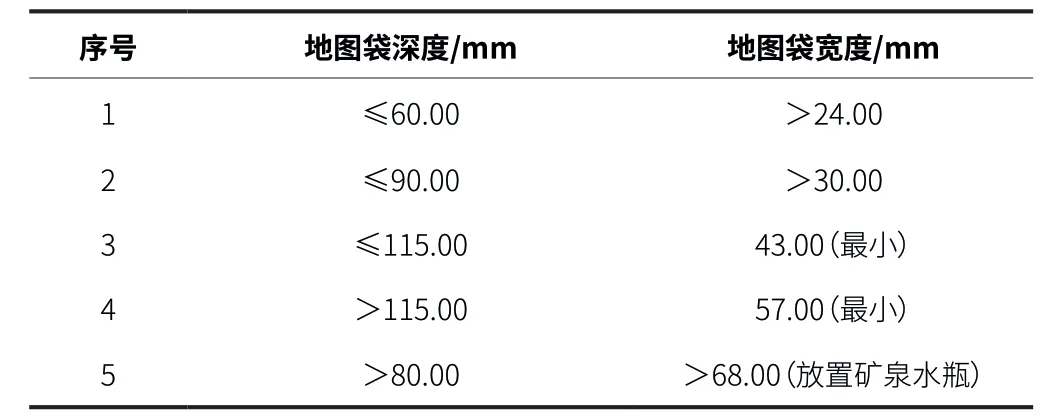
表1 地图袋推荐设计尺寸
目前的地图袋,放置矿泉水瓶是一个最基本的要求,因此宽度设计一般要求大于68.00 mm,放置矿泉水瓶要求深度要大于矿泉水瓶高度的1/3,一般矿泉水瓶高度240.00 mm左右,因此地图袋设计的深度要大于80.00 mm。
1.2 地图袋定位及固定点设计
地图袋是需要与本体固定的,因为地图袋固定后一般都不需要再拆卸,因此为了增加装配的效率,地图袋与本体通常采用焊点连接。因为这种连接方式很方便用机器进行焊接,一次性可以焊接所有的焊点,节省很多装配的时间。为了保证地图袋的匹配精度,地图袋前后两端分别设计主定位和副定位,主定位限制前后和上下,副定位限制上下,防止地图袋旋转。同时,地图袋还需要设计预安装结构,保证地图袋在转运焊接的过程中不会脱出。
地图袋与门饰板本体连接一般设计BOSS柱焊接,左右间隔100.00 mm各设计一个焊点,BOSS柱焊接平面宽度要求直径20.00 mm(图2)。为了保证焊接后的强度,BOSS柱高度要高于焊接平面10.00 mm,BOSS柱外径8.00 mm;BOSS柱根部与焊接面设计筋条支撑,确保焊接的时候焊接面的牢固;同时为了保证筋条的强度,筋条高度一般设计为5.00 mm,宽度为4.00 mm(图3)。

图2 地图袋背面结构

图3 地图袋焊接柱柱设计尺寸
1.3 地图袋与门饰板本体的匹配设计
如图4所示,地图袋与门饰板本体间设计有0.50 mm的间隙。为保证门饰板本体的强度,本体翻边高度设计为4.50 mm;本体皮纹角度一般按照10°设计,因此翻边最小角度可设计为10°。为了隐藏零件的分型线,提升感知质量,在本体外侧增加翻边的角度,按照30°设计。同时为了保证出现制造误差时,地图袋背部结构不外漏,本体翻边宽度设计为2.30 mm。
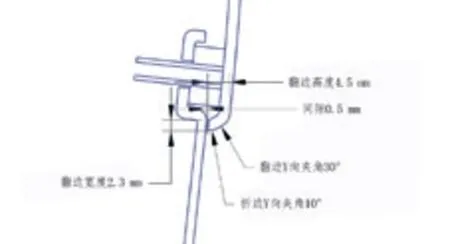
图4 地图袋上部翻边匹配设计
1.4 地图袋檐口设计
地图袋使用频次高,对檐口的强度及感知要求也高。为了保证檐口位置的强度及感知要求,设计如图5所示,檐口分型线后模拔模角要求3°,要求有0.50 mm的小平面;前模拔模角5°,小平面宽度为0.50 mm。这样设计的目的是为了保证模具匹配分型线的实施平顺,前后段差小,提升感知,以及手触摸的时候不会有分型线硌手的感觉。
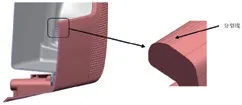
图5 地图袋檐口
地此外,为了保证檐口位置的舒适度,檐口位置设计有R2的圆角,檐口宽度及高度设计为4.00 mm。同时为了保证檐口的强度,本体料厚设计为3.00 mm,同时翻边宽度设计为10.00 mm左右(图6)。

图6 地图袋檐口设计
地图袋开口区域非常大,且深度也比较深,模具一般采用碰穿实现。同时地图袋檐口位置的触感非常重要,一般分型线高度差≤0.05 mm,用手摸感觉不明显。为方便匹配模具,保证地图袋檐口的分型线高度≤0.05 mm,地图袋檐口的模具通常采用镶块设计。
为了保证镶块强度、匹配及出模要求,镶块锁前门的定位柱宽度最小为30.00 mm,定位柱与前模搭接高度最小为25.00 mm。镶块转角位置必须保证是圆角,而且圆角还不能太小,最小也要为R6。圆角太小或者直角则不利于模具开合模应力的释放,长期生产时镶块容易在直角位置开裂,影响模具的寿命。
由于镶块在开合模过程中与前模是有相对位移的,需要在产生位移的时候镶块与前模尽快分离。如果插穿角度太小,镶块与前模在分离的过程中会有一段距离的接触,角度越小距离越大,需要的出模力会大大增加,同时长时间的摩擦也会造成模具的磨损。因此,为了保证镶块与前模分离合模的顺畅,镶块上要最少要有7°的插穿角。
所有尺寸转化到实际产品上的体现,就是地图袋开口宽度m和地图袋开口高度n。由图7可知,地图袋高度n的确定公式如下。

图7 地图袋开口高度设计
n≥m×tan7+10+10+30+6×2+25×tan7×2
= m×tan7+68.14
由此在地图袋的造型设计初期,就可以快速通过地图袋高度n和宽度m计算出这里的空间是否满足模具镶块的最小设计要求。
2 材料选择及成型工艺
2.1 材料选择
地图袋及门饰板本体通常选用PP-T20(聚丙烯+20%滑石粉)作为材料。聚丙烯(polypropylene,简称PP)是由丙烯单体经自由基聚合而成的聚合物,因疲劳强度非常好,俗称百折胶。PP材料的力学性能和耐热性在通用热塑性塑料中最高,耐疲劳性好,所以广泛应用于汽车工业零配件、电子电气、包装材料、管材管件、中空包装和日用品等,尤其在汽车配件中用量居车用塑料第一。
但是,由于PP的低温脆性大(低温脆化温度为-35℃)、耐老化性能差和线膨胀系数大等因素,限制了其应用范围的扩展。为此,需要对其进行改性后,才能提高该材料的力学性能和物理性能。PP-T20就是在PP的基础上增加了滑石粉和增韧剂进行改性,降低基材的表面粗糙度。采用活性滑石粉填充改性后,大大提高了材料的刚性,克服了产品的翘曲变形。同时加入增韧剂和滑石粉,会使PP球晶变小,产品尺寸稳定性好 。
2.2 成型工艺
地图袋及门饰板的生产采用普通的“注塑成型(也称为注射成型工艺)+焊接”工艺。在实际注塑过程中,颗粒状高分子材料经过设备加热以及挤压后,可以熔融成流体,然后通过加压、注入、冷却和脱模等工艺获得需要的制品。
焊接工艺是指通过特定的设备将设计的焊接柱熔化,熔化后的材料冷却变硬,将2个零件紧固连接在一起。目前主要应用的焊接工艺是超声波焊接,这种焊接均匀牢靠,变形小、外观好、效益高。
3 验证
为了验证设计的有效性及保证后期车辆使用中不出现问题,需要对设计的地图袋进行实物的实物验证(图8)。将成品地图袋按照实车状态装配,然后再进行相关试验验证。

图8 地图袋成品验证
3.1 地图袋的刚性试验
对地图袋进行刚性试验,以测试地图袋的抗拉性和抗压性(图9)。测试要求如下。

图9 地图袋刚性试验
(1)施加拉力100 N ,变形量≤10.00 mm。
(2)施加拉力200 N,变形量≤20.00 mm。
(3)施加压力100 N,变形量≤10.00 mm。
(4)完成试验后,永久变形量应≤1.5 mm,无破损、断裂、噪音,且功能与外形不能因永久变形而发生变化。
3.2 地图袋的滥用力试验
分别在75±3℃、-30±3℃和23±3℃温度条件下,用测力计紧贴在距地图袋上边缘向下20.00 mm处,施加一个与门饰板垂直的400 N的拉力(图10a),观察地图袋能否承受负荷而不被损坏。
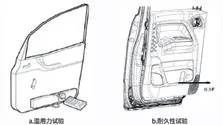
图10 地图袋滥用力试验和耐久性试验
3.3 地图袋的耐久性试验
在不同的温度条件下,以一定的循环次数对地图袋施加150 N的拉力(图10b),测试地图袋的耐久性。一个循环过程包括:1 s加载、1 s保持和1 s放松,循环次数及试验所需的温度条件如表2所示。完成一次试验所有的循环次数为一个周期,每个温度条件下需要进行3个周期的试验。完成试验后,地图袋应无可见的损坏、开裂与脱落现象。

表2 地图袋耐久性试验
4 结束语
本文通过设计实例,阐述了地图袋设计过程中需要考虑的几个因素,比如感知、空间和模具等。针对设计目标提出设计思路,可以快速实现地图袋的设计,同时也可以给其他设计者提供一种参考。
