制动盘螺栓扭矩校验用机器人生产线设计
2022-03-19李涛
李 涛
(广州铁路职业技术学院 机车车辆学院,广州 510430)
轮对作为动车九大关键技术之一,对动车组的安全起着决定性作用[1-2]。中国铁路高速(China Railway High-speed,CRH)动车组最高时速高达350 km,运行过程中必须保证轮对上的制动盘螺栓不能有丝毫松动,否则会危及动车组的运行安全。CRH动车组检修分为一级检修、二级检修、三级检修、四级检修和五级检修[3-4]。在三级检修以上时,转向架需进行分解,才能对安装在转向架轮对上的制动盘螺栓扭矩校验。检查时,需要检查螺栓扭矩是否在要求范围内。若在要求范围内,螺栓可继续使用;若超出范围,则需更换螺栓及相关紧固件。
目前,动车组制动盘螺栓扭矩校验多采用人工校验。动车组转向架轮对分为动轮和拖轮,分别如图1和图2所示。动轮制动盘安装在车轮两侧,制动盘螺栓扭矩校验时,需在车轮一侧拧螺栓校验扭矩。拖轮制动盘安装在车轴上,制动盘螺栓扭矩校验时,需在车轮一侧用棘轮扳手卡紧螺栓头,然后在另一侧用力矩扳手施打扭力。采用人工校验螺栓扭矩时,需要人员较多,作业强度大,检修效率低。当螺栓断裂时,若只通过感觉判断,对作业人员经验要求高,可能会出现误判的情况,而且扭矩检测结果需要由人工抄写存档,存档时间长且查阅困难,存档数据量大,不方便管理,导致检测结果追溯困难。为解决人工校验螺栓扭矩困难的问题,设计了动车组制动盘螺栓扭矩校验用机器人生产线。
1 技术特点
动车组制动盘螺栓扭矩校验用机器人生产线的技术特点如下。
(1)采用工业机器人,运用视觉检测、运动控制等技术实现动车组制动盘螺栓扭矩的自动校验,自动化程度和检测精度高[5]。扭矩校验时,具有显示或者提示功能,以提醒螺栓扭矩校验精准完成。该校验用机器人运行平稳、安全,维护方便。
(2)能够满足CRH1型、CRH3型和CR400AF复兴号动车组3种不同车型的制动盘螺栓扭矩校验。
(3)可以实时监控工位内制动盘螺栓校核进度,并统计制动盘螺栓扭矩的合格率、产能及其平均效率。
(4)可以监控整个设备的状态,根据设备使用时长提示维护保养,并为工艺的改进提供数据化依据。
(5)轮对输送机构采用轮对两端同步驱动的形式控制轮对在工位间自动移动,且轮对限位的拨轮机构可上下移动,以适应不同轮对轴心高度,推动轮对前进。
(6)顶升分度机构可实现轮对的举升与旋转变位。分度轮采用非金属材料,能够避免与车轴刚性接触。
(7)采用工业机器人装置具有结构紧凑、动作性能优越、高速移动以及快速定位的特性,同时机器人背部及下方具有广阔的动作领域,缩短了机器人的作业时间。
(8)扭矩校验装置的力矩拧紧伺服扳手采用电驱动,具有角度、扭矩监控双重功能,能够利用传感器检测螺栓是否松动,同时具备数据反馈、异常报警功能。
(9)安全防护装置具备安全互锁功能。在机器人运行过程中,若有人员进入工作区域,设备会停止运行,以保障人员安全。
(10)采用由可编程逻辑控制器(Programmable Logic Controller,PLC)组成的控制系统,可靠性高。另外,采用模块化结构能够适应各种工业控制需要,且安装简单,维修方便。
2 技术参数
动车组制动盘螺栓扭矩校验用机器人主要技术参数见表1。
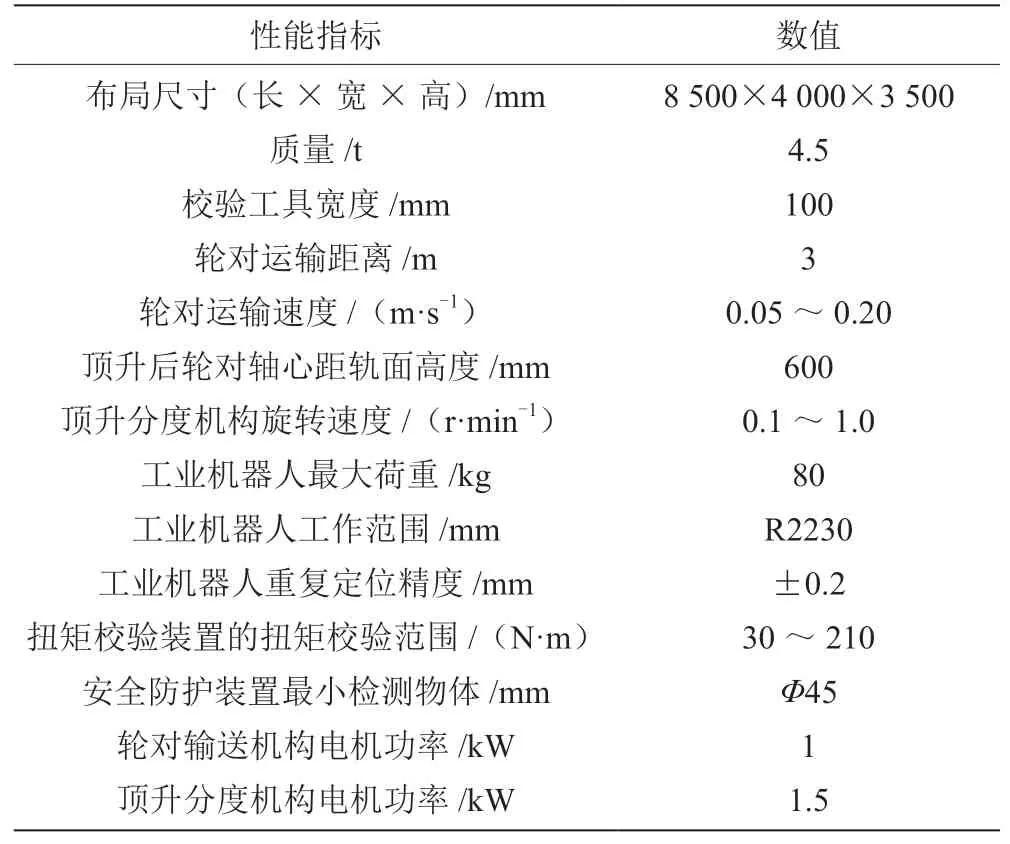
表1 主要技术参数
3 结构设计
制动盘螺栓扭矩校验用机器人生产线(如图3所示)由轮对输送机构、顶升分度机构、工业机器人装置、扭矩校验装置、视觉识别装置、总控装置以及安全防护装置等构成[6]。
3.1 轮对输送机构
轮对采用轮对两端同步驱动的形式,能够控制轮对在工位间自动移动,采用方式为轮轴拨动输送。轮对输送机构(如图4所示)由输送机滑台、输送机立柱、止轮装置以及拨轮机构等组成。其中:输送机滑台由滑台底座、伺服电机、直线滑轨和齿条组成,如图5所示,结构形式为伺服电机+齿轮齿条+直线导轨;拨轮机构安装在输送机构的滑台上,由驱动机构和限位机构组成,如图6所示,主要用于拨动轮对输送的限位轮,可以上下运动,且能适应不同轮对的轴心高度;止轮装置由驱动气缸、直线滑轨和限位块组成,如图7所示,主要用于在预定工位以及退料工位轮对的限位。轮对采用轮对两端同步驱动的形式控制轮对在工位间自动移动。
轮对输送机构的工作流程:首先,操作人员将轮对输送至预定工位,止轮装置伸出,以限制轮对前后移动,然后驱动机构推动限位机构下移至轮对车轴中心处,以限位轮对;其次,预定工位止轮装置缩回,输送机滑台将轮对输送至检测工位后,拨轮机构退出检测工位;最后,扭矩校验完成后,输送机滑台将轮对输送至退料工位,退料工位止轮装置伸出限位。
3.2 顶升分度机构
顶升分度机构(如图8所示)由升降滑台、升降基座、传动组件以及分度装置等组成。螺栓按圆形均匀分布在车轮上,轮对提升后需要转动车轮角度,以适应机器人测试螺栓。为解决驱动轮对旋转时主动分度轮与轮对之间可能存在的打滑情况,在从动分度轮上安装了编码器,以便根据从动分度轮的旋转角度来判定轮对旋转角度。传动组件由直线导轨、丝杆、感应器以及减速电机等组成,如图9所示,主要用于轮对的举升。分度装置由伺服电机、减速机、同步带轮、同步带和分度轮等组成,如图10所示,主要用于轮对的旋转。分度轮采用非金属材料,能够避免与车轴刚性接触。
顶升分度机构工作流程:首先,输送机滑台将拨轮机构输送至检测工位,由顶升分度机构将轮对举升;其次,视觉系统识别螺栓中心位置后,分度装置将轮对旋转到合适的工作位置进行扭矩校验;最后,校验完第一颗螺栓扭矩后,分度装置将下一颗螺栓旋转到检测位置,直至该制动盘螺栓校验完成。
3.3 工业机器人装置
工业机器人装置(如图11所示)由机器人立柱底座、机器人横梁支架、工业机器人以及压轮机构等组成。本系统所选用的机器人包括机器人本体、机器人控制柜和示教器。机器人轴速度和精度高,在狭窄的工作空间中能够提供完整的工作范围和行程。轮对锁紧机构的主要作用是防止在进行扭力校验时轮对转动。机器人主要参数见表2。

表2 机器人主要参数
3.4 扭矩校验装置
扭矩校验装置安装在机器人末端,主要检测工具为力矩拧紧伺服扳手[7]。该装置设置了单侧拧紧方式和双侧拧紧方式。根据动车组制动盘螺栓扭矩校验的要求,动车轮对只需要单侧拧紧,拖车轮对需要双侧拧紧。
3.4.1 动轮单侧拧紧
动轮进行扭力校验时采用单侧拧紧方式,如图12所示,并采用弹簧浮动机构与力矩拧紧伺服扳手组合的形式安装在机械手上。工作时,机械手运动,力矩拧紧伺服扳手贴紧螺栓,使弹簧浮动机构保持在预压状态。此时,在套筒旋转的过程中,套筒会自动旋入螺栓头,以完成认帽过程。在认帽过程中,需要通过视觉识别装置判断螺栓中心位置,以保证套筒与螺栓头的角度一致。由于工件的精度误差,需要利用弹簧浮动机构来适应套筒的正确装入。套筒套入螺栓时,利用弹簧浮动机构为套筒提供持续贴紧螺栓的力,然后套筒旋转,套入螺栓。该机构利用弹簧的弹力为浮动的核心,并用直线导轨保持轴向的定位精度。
3.4.2 拖轮双侧拧紧
拖轮进行扭力校验时采用双侧拧紧方式。双侧拧紧机构由力矩拧紧伺服扳手、弹簧浮动机构1、机器人安装法兰、直线模组、快换装置、弹簧浮动机构2以及对敲机构等组成[8],如图13所示。
力矩拧紧伺服扳手为弯头形式,能够满足作业最小间隙要求。力矩拧紧伺服扳手设有角度控制+扭力控制双传感器,且采用了适合螺栓紧固特性的伺服马达,能够实现高精度控制,同时能够调整输出扭矩、角度、旋转方向等参数。力矩拧紧伺服扳手可按预定输出力进行校核,其角度变化量与螺栓实际拧紧状态呈负相关,即若螺栓松动则角度发生变化,若螺栓没有松动则角度不发生变化。校核过程中,通过拧紧扳手的角度传感器监测螺栓角度是否发生变化来判定螺栓是否有松动。
直线模组包括直线导轨、伺服电机、滚珠丝杆直线传动机构的机械自动化直线驱动单元,能够根据保持载荷的直线精准定位。为保证机器人的柔性化,使整个装置便于操作,提高装置的工作效率,可采用快换接头。对敲机构由气缸、齿轮、齿条、发条、传感器、气动离合器和锥齿轮等组成,如图14所示,主要作用是在套筒贴紧螺栓后带动套筒旋转。认帽完成后,由气动离合器止转。
双侧拧紧的流程:首先,机械手运动,使力矩拧紧伺服扳手贴紧螺栓,并使弹簧浮动机构1保持在预压状态;其次,直线模组运动,使对敲机构的套筒贴紧螺栓,并使弹簧浮动机构2保持在预压状态;最后,对敲机构气缸运动,通过发条带动轴柔性旋转,在套筒旋进螺栓后,气动离合器将轴锁紧,防止轴旋转。旋转轴为空心轴,内置顶针,套筒旋进螺栓后将顶针顶出,传感器接收套筒已旋入信号,认帽完成,然后由力矩拧紧伺服扳手施加扭力。
3.5 装置视觉识别装置
装置视觉识别装置(如图15所示)由工业相机、镜头、光源以及棱镜等组成[9-10]。该装置安装在机器人抓手位置,主要作用为判断螺栓的类型、识别螺栓的中心坐标、为机器人修正定位位置、把相关信息传给主机以及判断轮对轴向位置。工业相机的像素为500万像素。在扭矩测试过程中,为了消除误差对自动校验的影响,可采用视觉检测技术,同时利用视觉检测反馈信息,补偿机器人的运动轨迹。
3.6 总控装置
总控装置的主控制箱是控制的中心,由可编程逻辑控制器(Programmable Logic Controller,PLC)对整个系统进行控制与管理,主要完成对机器人、生产线、操作盘的协调控制。其副操作盘(触摸屏)由人机界面完成系统的设定、调整、监视等功能,主操作盘能够完成系统的启动、预约、停止等操作。
3.7 安全防护装置
安全防护装置主要起到安全防护作用。机器人工作区安装有外围护栏、维修通道以及进料出料通道,所有开门位置均安装有电气光栅或者安全插销互锁。机器人自动作业期间,需保证所有设备门关闭。若设备门没有完全关闭或处于打开状态,应使机器人紧急停止,以保证人员的安全。作业时,开启系统电源开关后,系统处于预备状态。系统在工作现场配备有紧急按钮,以便在紧急情况下能够停止工作。激活紧急复位命令后,系统将恢复工作过程或将机器人设备恢复到原位。当需要人工操作系统时,可以释放系统所有急停按钮,并关闭所有设备门。机器人控制系统的设计和编程能确保该系统不会在任何对操作人员造成安全影响或导致机器人碰撞的条件下运行,尤其是在启动系统机器人不在原位、系统启动机器人协调不好、设备门未完全关闭等条件下,系统将无法启动。当启动系统机器人在自动运行检测时,机器人本身具有防碰撞功能。当遇到额外增加的过大负载时,机器人会停止作业。另外,设备中还安装有闪光灯,当系统运行时能够起到警告附近人员的功能。当系统开启时,警示灯会自动开启。当系统关闭且所有机器人设备处于原位时,警示灯则熄灭。若电源出现异常故障,系统部件可采用手动控制的方式使其恢复到安全位置。
4 结语
根据动车组检修需求设计了动车组制动盘螺栓扭矩校验用机器人。该机器人采用视觉识别,可实现减员增效、降低作业强度的功能。同时,采用自动化及智能化的扭矩校验模式替代传统人工扭矩校验工作模式,满足动车组轮对制动盘螺栓扭矩高效自动检测及信息化建设要求。