白鹤滩水电站机组检修渗漏排水埋管施工技术浅析
2022-03-18李福兵
孙 文,李福兵
(中国水利水电第七工程局有限公司,成都,610213)
1 工程概况
白鹤滩水电站左岸主厂房厂外机组检修、渗漏排水总管埋管安装范围分五段。厂内集水井埋管,桩号范围:左厂上0+012.650~左厂上0+046.650,左厂0-044.200~左厂0-040.200,高程范围:601.400m~615.700m;5-1排水廊道埋管,桩号范围:左厂上0+042.650~左厂上0+046.650,左厂0+042.200~左厂0+410.150,高程范围:614.800m~615.700m;厂外集水井埋管,桩号范围:左厂0+405.150~左厂0+418.150,左厂下0+066.650~左厂下0+060.150,高程范围:617.850m;5-5排水廊道埋管,桩号范围:左厂0+414.150~左厂0+418.150,左厂下0+060.150~左厂下0+040.650,高程范围:614.800m~617.850m;自流排水洞排水渠入口段埋管,桩号范围:左厂0+410.150~左厂0+423.640,K-003.000~K+007.000,高程范围:614.800m~641.000m。部分埋管布置形式见图1、图2。
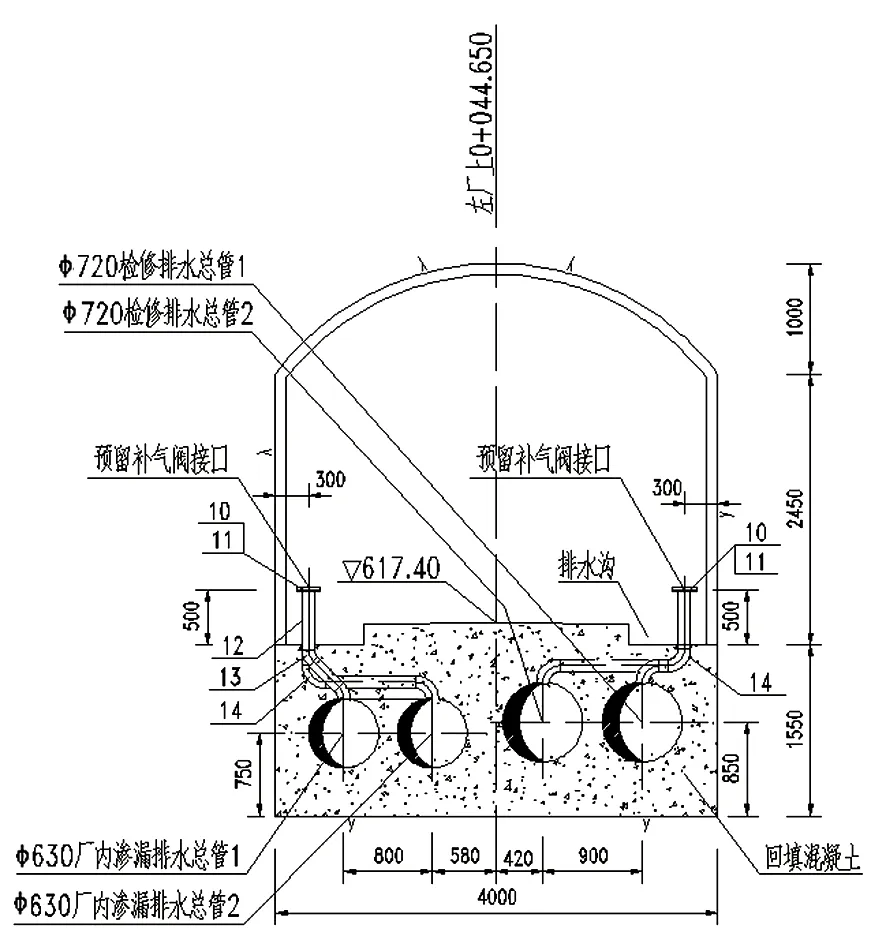
图1 排水廊道埋管布置断面 图2 自流排水洞排水渠入口段埋管布置断面
设计考虑地质条件、水流冲刷、使用寿命等因素,排水埋管采用内衬不锈钢复合钢管,规格型号分别为φ720、φ630、φ530,其中内部不锈钢层厚度为2mm。埋管总工程量约2610m。
2 施工技术要点与施工流程
2.1 施工技术要点
(1)在安装之前首先测量放点,确定安装管路的高程和中心;
(2)受洞内空间尺寸影响,在安装位置卸车及吊装,用自制门架+5t手拉葫芦进行卸车吊装,卸车禁止直接将钢管从车上推下;
(3)洞内运输采用小型货车或简易台车,人工配合方式运输;
(4)所有钢管均由厂家成品发货,长度有4000mm和6000mm两种规格,在现场安装过程中若长度不合适,可进行切割,并按照设计要求重新切割坡口,钢管切割完成后,应及时将废渣清理干净,不得留于钢管内;
(5)按照图纸要求,每隔6m架设固定管架,管架形式不一,管架安装根据现场配割焊接,管架应加固牢靠,不得有晃动,防止在土建浇筑过程中变形,影响钢管安装质量;
(6)排水埋管安装坡度应符合图纸设计要求;
(7)竖井段埋管安装施工作业,应在充分保证安全的情况下进行施工,由于现场施工空间限制,埋管采用从下往上提升或者从上往下溜放安装方式,埋管向上提升或者向下溜放过程中,下方不得站人。
2.2 施工流程
结合施工现场实际情况,以及厂外机组检修渗漏排水管布置特点,其施工流程为原材料定尺采购、原材料进场检验、管架制作、土建交面、测量放点、材料运输、安装插筋、管架安装、排水管对装、排水管对接接头焊接、焊缝外观检查、局部焊缝超声波探伤(不少于150mm)、1.5倍工作压力试验(水压)、焊缝接头处防腐、验收合格交面给土建回填。
3 关键工序施工
3.1 内衬不锈钢复合钢管焊接
内衬不锈钢复合钢管焊接采用钨极氩弧焊+焊条电弧焊焊接方式,不锈钢层焊接材料选用焊丝H0Gr21Ni10;过渡层焊接材料选用焊条A302;碳钢填充层焊接材料选用焊条A302。
焊接顺序:先焊复材(不锈钢管),再焊过渡层,最后焊基材(碳钢管)。焊接工艺严格按照供货厂家所提供的焊接工艺评定报告执行,且严格遵守以下焊接规定:
(1)焊接时,凡可以转动的钢管应转动后,在平焊、立焊等位置焊接,尽量减少仰焊操作。
(2)焊接操作时应尽量减少收缩应力。采用分段焊接法,将沿钢管周长方向分成4段,间隔焊接。焊接完成后让焊口自然缓慢冷却。
(3)焊接温度低于-20°C时,应将焊口处200mm~250mm的钢管预热到100℃~200℃。
(4)相邻对接焊缝的间距不宜小于180mm~200mm,并且不应小于管外径。
3.1.1 焊前准备
(1)焊接坡口、尺寸及加工
钢管接头应根据管壁厚度选择适当的坡口型式和尺寸,采用60°~65°的V型坡口,对口间隙及钝边均为1.5mm。不锈钢复合管对接接头的坡口型式及尺寸见图3。
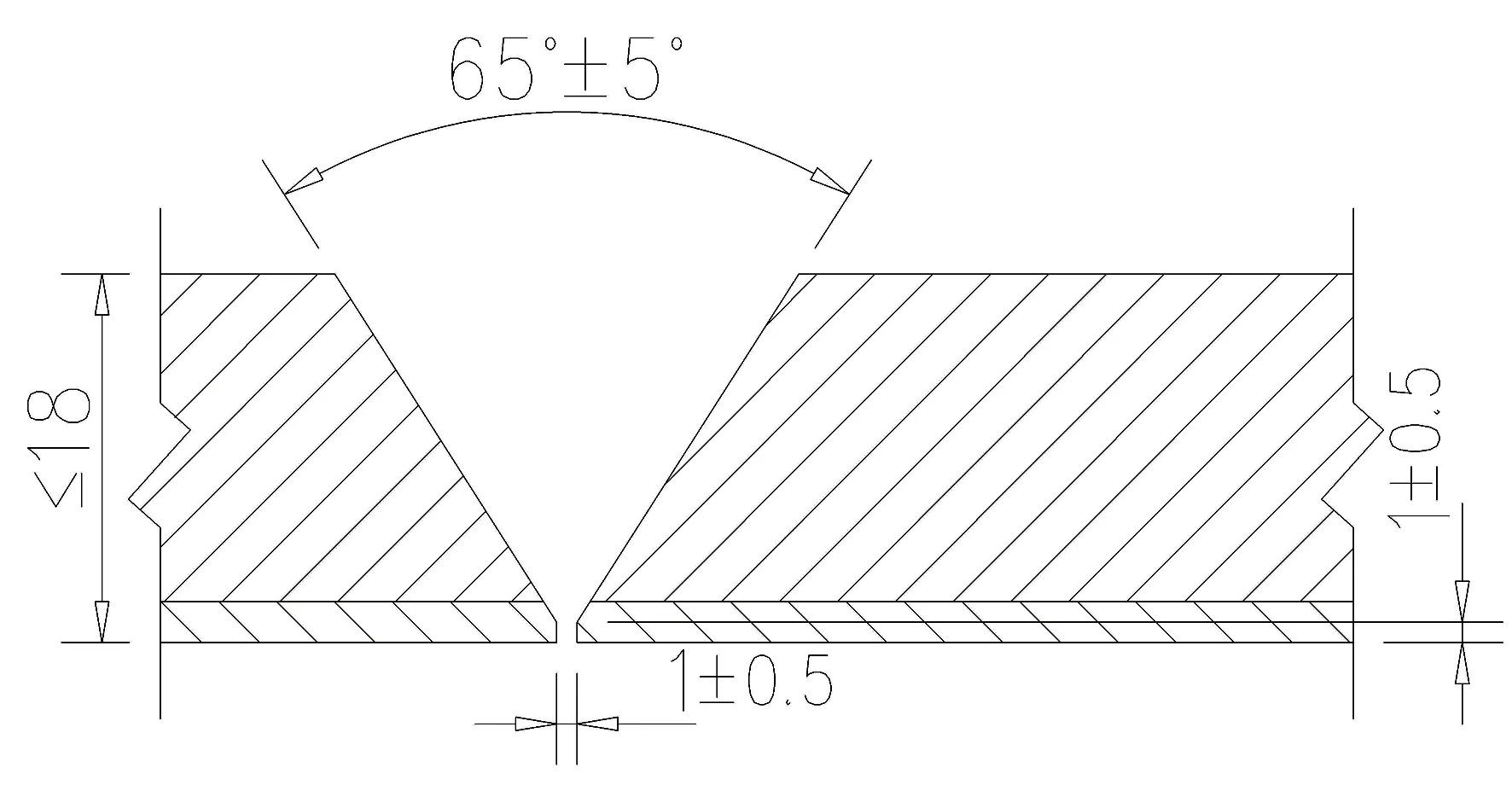
图3 焊缝坡口示意(单位:mm)
焊接坡口应采用机械加工方法制成。若采用等离子弧切割、气割等方法加工坡口,则应除去坡口表面的氧化层及过热层。
(2)焊前清理
焊前清除焊丝表面及焊接坡口两侧应不小于20mm范围内的油污、锈迹、金属屑、氧化膜及其他污物。多层多道焊时,应清除前道焊缝表面的熔渣和缺陷等。
(3)焊前装配
焊前装配质量将直接影响焊缝焊接质量,装配时焊缝坡口对装间隙控制在1mm~1.5mm为宜;相邻管口错边量不应大于2mm;定位焊接要牢固。
3.1.2 焊接工艺参数
焊接工艺参数按照材料厂家提供的焊接工艺评定报告规定的参数执行,如表1所示。原则上应采用较小的焊接线能量,避免焊件过热。
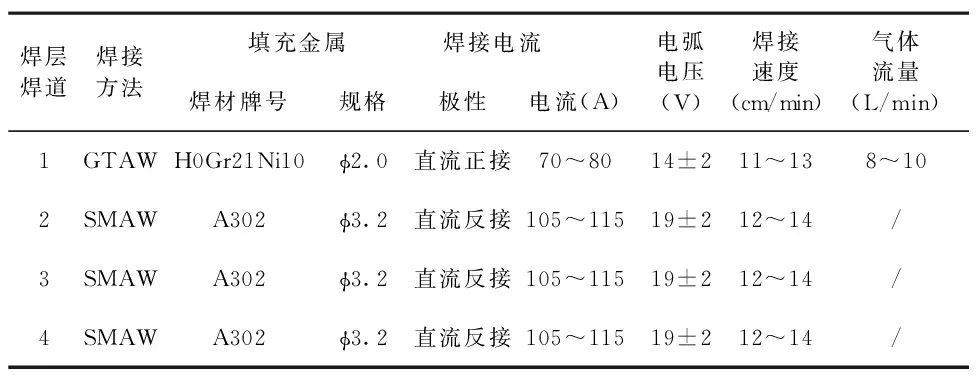
表1 焊接工艺参数
3.1.3 定位焊
定位焊在复层上进行,并采用与正式焊接相同的焊接材料及焊接工艺。其定位焊间距不大于500mm、焊缝长度100mm~150mm、焊缝厚度不小于正式焊缝的1/3。发现定位焊缝出现裂纹或其他不允许存在的缺陷时,应予铲除,并移位再焊。
3.1.4 复层焊接
不锈钢复合钢管的复层(不锈钢管)焊接时,其焊道尽量不触及和熔化基层。因不锈钢管一般为薄壁管,应采用较小直径的焊条或焊丝及较小的焊接线能量。焊道间温度应不高于120°C。
3.1.5 过渡层焊接
焊接过渡层时,也应采用较小直径的焊条及较小的焊接线能量。过渡层的厚度应不小于2mm。
3.1.6 基层焊接
基层焊缝表面,应尽可能与复层(碳钢管)表面保持平整、光滑。对接缝的余高,应不大于1.5mm。
3.1.7 复层的表面质量保护
应采取适当的措施,防止焊接飞溅损伤复层表面;不应在复层表面随意引弧、焊接吊环及临时支架等。
3.1.8 焊后清理
焊后应清除焊件表面的焊渣、焊瘤、飞溅及其他污物。
3.1.9 焊接质量检验
焊接质量检验包括外观检验和无损检测,外观检验要符合以下要求:外观检验采用目视或4倍~8倍放大镜检查。焊缝外观检查率为100%;焊缝外观几何尺寸应符合设计图样的规定;焊缝及热影响区表面不应有裂纹、未焊透、未熔合及超过允许范围的咬边、凹坑、夹渣等缺陷;焊缝的咬边深度不应大于管材厚度的10%,且不大于0.5mm;焊缝咬边的连续长度不应大于100mm,且焊缝两边的咬边总长度不应大于该焊缝总长度的10%。
焊缝局部进行超声波检测,检测长度不得小于150mm,检查标准按照JB/T 4730.3规定的方法进行。
3.2 压力试验
钢管安装完成后应按照图纸要求进行压力试验,钢管工作压力为1.2MPa,试验压力为1.8MPa,试验介质为水。
压力试验保持10min,无渗漏及裂纹等异常现象,压力降不大于0.05MPa,再降低压力至额定工作压力,外观检查无渗漏现象。试验期间,要仔细检查每个接头部位是否漏水。有漏水的接头应及时处理直到不漏水为止。导致漏水的缺陷焊缝应铲掉并重焊。
试验前将管口进行封堵。试验用压力表经校验,并在周检期内,其精度不得低于1.5级,表的满刻度值应为被测最大压力的1.5至2倍,表盘直径不小于100mm,压力表设置在埋管两端头封堵板上面。
4 结语
白鹤滩水电站左岸厂外机组检修渗漏排水埋管,采用内衬不锈钢复合钢管,其钢管制作、安装质量要求较高,尤其是现场焊缝质量控制受施工环境、空间位置等不利因素的影响,具有较大的难度。施工技术人员认真研究设计图纸,结合实际情况,超前策划布置,从施工准备、特殊钢管定制、焊缝坡口制备、焊接等重点工序研究,采取相应措施,制定了较为合理的施工方案,克服了施工难点,缩短了施工时间、节省了施工成本。