免喷涂材料新波痕的形成原因及解决方案
2022-03-18郑彦博刘新新姜勇功李学涛
0 引 言
近年来,注射成型用免喷涂材料以其性能优异、绿色环保等优点广泛应用在家电、汽车、电子等制品上。随着制品高质量发展的需求,免喷涂材料在环保塑料基础上不断迭代更新,如为提升制品亮度,增加钛白粉等增白剂;为增加制品色泽度,增加珠光粉等无害粉末,达到高品质的外观效果。由于采用免喷涂材料的制品无论外观品质,还是节能环保等方面都有较大的提升空间,具有广阔的市场前景。
反观潜藏其间的“思想悬疑”,迫切需要回应人类中心主义与生态危机之间是否构成因果关联,人类中心主义的反思性重构能否摆脱生态危机困扰。一者,作为哲学辩题,人类中心主义的历史之维萦绕着“二元论”及其解蔽的沉思。二者,作为思维营垒,人类中心主义的理论渊薮贯穿着矛盾斗争性和同一性的关联。三者,作为价值命题,人类中心主义的实践路径预留着社会历史发展可能性的拷问。作出抽丝剥茧式的追问亦可表征,因由人类中心主义“在场之弊”和“离场之患”的长期争讼,最终关涉如何界定人类中心主义的哲学阈限以及怎样进行人类中心主义价值重构。
免喷涂材料的成型技术隐藏着新的问题,如调试免喷涂材料注射成型时,发现免喷涂材料因为增加粉末的特殊性,相同结构制品的外观发生了变化。免喷涂材料添加粉末后,伴随材料的流动出现了一些其自有的流动聚集现象,产生新的缺陷问题,由于材料流动理论基于一致的流体力学特性,在未添加粉末前的制品成型过程中未发现此类问题。现以PS为基料,增强物为60 μm级的铝粉免喷涂材料为例,多浇口注射时发现在温差线后端产生了一条新的、类似水波形状的波痕,之前成型过程中未发现此缺陷,所以将此缺陷称为新波痕,以下介绍新波痕的形成原因及解决方法。
化合物 3B07:质谱 ESI/MS(negative mode),m/z 246,[M-H]-。 1H NMR(500 MHz,CDCl3,TMS),δ为7.77~7.80(m,2H),7.28~7.31(m,2H),7.08(t,J=8.5 Hz,2H),7.01 (t,J=8.5 Hz,2H),6.59(br.s,1H,NH),4.58(d,J=6.0 Hz,2H)。
1 问题描述
制品为采用免喷涂材料注射成型的家电冰箱抽屉,材料为新型免喷涂塑料,添加5%的铝粉,使其增强制品金属质感。模具采用2点顺序阀热流道系统,有2个浇口,主浇口在待成型制品的前端,辅助浇口调整熔接痕位置,工艺上满足外观质量的调试要求。成型过程中,主浇口打开后,熔体被注入型腔,在外观面一侧型腔板通55~60℃热水,保证成型制品外观没有温度差异造成的流动缺陷。浇注系统设计如图1所示,主浇口1先打开,熔体到达辅助浇口2位置后,开始双浇口填充。浇注系统的设计原理是利用辅助浇口2的打开时间解决2个浇口注入熔体相遇产生的熔接痕问题,同时可以将气痕、流纹等影响制品外观的缺陷移至不影响制品质量的合适位置。

在调整熔接痕位置的同时,还需要调整图3所示的温差线缺陷,它是主浇口1注入熔体的流动前沿痕迹,主要是由于主浇口1注入的前沿熔体与辅助浇口2注入的熔体存在温度差异和流动滞留而形成,温差线可以通过工艺调试消除或移到不影响制品外观的位置。
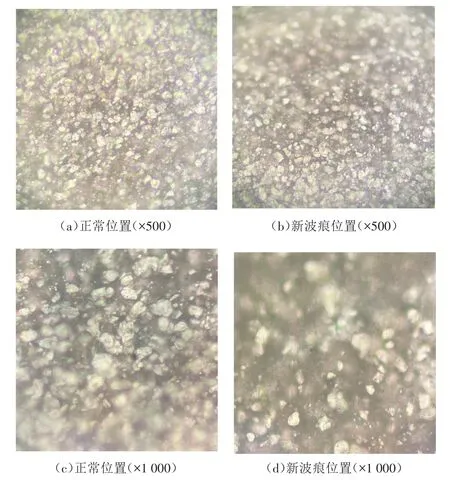
首先考虑采用CAE模流分析的方法预测新波痕的产生和形成原因,但缺少添加粉末改性的流动模拟算法和材料参数,无法运用有限元分析的方法解决问题。随后通过显微镜影像分析进行验证,新波痕是由于铝粉的排列发生变化,或翻转或排列异常,通过显微镜影像对新波痕表面和无新波痕表面的铝粉排列进行对比,检验铝粉排列情况,如图6所示。

由于制品成型时添加了含铝粉的免喷涂材料,注射成型的缺陷影响被放大,注射工艺调试难度增大。图2所示为制品后部2处长的熔接痕,需要通过控制辅助浇口2的打开时间调整成型制品后端的熔接痕位置,使其处于不影响制品质量的位置。

在调试温差线时,发现温差线后端还有一条水波纹形状的痕迹,起初当作是第2条温差线,但无法用温差线的理论解释这一现象。采用CAE模流分析软件进行流动分析,无法预测该缺陷。经过理论分析初步判断为辅助浇口2注射时产生扰流导致的水波痕迹,称为新波痕,如图4所示。新波痕的存在影响了制品的外观质量,制约了免喷涂材料的技术应用,急需解决。

2 原因分析
2.1 工艺调试
对多次工艺调试的制品样件进行分析,测量辅助浇口2与温差线之间的距离以及温差线与新波痕之间的距离,发现温差线与新波痕之间的距离约等于其与辅助浇口2的距离。排除模具零件加工的精度因素,两者具有相同的体积或距离,判断新波痕的形成与辅助浇口2充填熔体存在联系。
因为PS材料在温度变化或滞留时会产生温差线现象,所以认为新波痕可能是温差线的不同表征。但在工艺调试试验中,发现结合温差线的形成理论,温差线不应该出现在新波痕的位置,而且调整温差线的位置,新波痕位置也随之改变,初步判定新波痕不是温差线。随后进行了背压调试试验,基于材料填充了金属粉末,可能会由于背压不足而导致铝粉与基料的融合不充分,产生流纹。采用增加背压、调整转速、更改材料温度等方法反复调试,但结果无明显变化,判定新波痕并非工艺背压设置所引起的。
解决新波痕的方案是通过工艺调试、模具设计优化等,将新波痕位置移至制品的非外观面或对制品外观影响较小的面上。工艺调试的方法是延迟浇口2的打开时间,根据温差线、扰动浇口、新波痕距离相等的原则,将新波痕移至制品影响较小的外观表面。根据新波痕产生机理,要实现稳定的生产,还要将环境因素、填充物形状对生产的干扰降到最低,并保持稳定的模温和充填工艺参数。

2.2 形成原因验证
(2)35岁(含 35岁)以下护理人员,调查中显示来自学习方面的压力很少,说明这一年龄段的人员希通过学习来提高自己,针对这个特点,工会可结合自身的“一活动 一工程”等活动开展一系列的职工技能竞赛和培训;
正常位置的铝粉反光度排列顺序比较均匀,在1 000倍显微镜下观测,发现2个位置的铝粉排列差异较大,正常位置比较均匀,平行度较高,新波痕位置的铝粉排列杂乱,同时还有局部缺失,造成表面对光线的反射效果不同,产生感观上的差异,但实际手感触摸无法感觉明显的凸痕或凹痕,通过显微镜影像分析,验证了新波痕的形成原因。
1.2.4 血液通路护理 告知患者内瘘自我保护、检查方法(不要内瘘侧睡觉,避免患肢提重物、测血压,保持穿刺部位干燥等),加强巡视,注意观察透析期间患者血糖、血糖、肾功能变化,内瘘启用时间适当延迟,充分扩张静脉,透析完成后以尿激酶封管。
3 解决方案
对新波痕的形成机理进行分析发现,由于铝粉等填充物与塑料相比具有更强的光反射特性,其排列不同,对光线的反射效果也不同。如果铝粉颗粒的长径比过大,铝粉的排列将影响制品外观的光亮度。辅助浇口2打开后,对主浇口1流动过来的熔体产生扰动,由于熔体承载铝粉流动,在辅助浇口2的扰动作用下出现波纹,扰动产生排列不整齐的铝粉颗粒随着熔体继续前行。因为辅助浇口2打开后流动阻力小,熔体会优先从辅助浇口2流出,但在辅助浇口2前方有从主浇口1流过的熔体,从辅助浇口2流出的熔体推动前面淤滞的熔体向前移动,最后从主浇口1注入的熔体冷却层中浮出,形成了新波痕,如图5所示。
虽然一些科学家并不认为“奇点”的存在,如MIT的诺姆·乔姆斯基认为,我们离建立人类水平的机器智能还“遥不可及”,称奇点是”科幻小说”。但是,“奇点”概念还是获得了硅谷一些科技企业家的关注,如谷歌的拉里·佩奇(LarryPage)和谢尔盖·布林(Sergey Brin)、支付宝联合创始人彼得·泰尔(PeterThiel),他们的参与推动了社会各界对“奇点”的关注。2000年,尤德考斯基(Eliezer Yudkowsky)等创建了“奇点研究所”,是目前唯一致力于研究强AI及其风险的研究组织。
模具设计优化包括以下2个方面。
(1)增加辅助流道,如图7所示,辅助流道为动模型芯的三角区域,制品顶面平均壁厚为3.5 mm,三角区域的辅助流道壁厚增厚0.4 mm,壁厚由辅助浇口2向制品后端做渐变减薄,最大壁厚约为3.9 mm,增大该区域进料的速度和体积,扩大新波痕的调整范围,将排列杂乱的铝粉包裹在流动的熔体内部使其流动更长的距离,且不浮出制品表面。

(2)辅助浇口位置设计。解决新波痕对外观的影响方法主要是控制新波痕出现的位置,避免出现在制品的重要外观面上。经过模具工艺调试的对比分析,总结新波痕、温差线、辅助浇口三者的距离关系原则,如图8所示,
为产生扰动作用的辅助浇口2到温差线的距离、
为温差线到新波痕的位置、
为温差线到制品边缘的距离。在均匀壁厚的情况下,
=
,通过该关系式,可以判断新波痕出现的位置。当
>
时,新波痕被移至制品边缘,达到规避新波痕的效果。通过上述原则设计模具浇口位置、制品的壁厚等参数,可以有效解决新波痕问题。

4 结束语
当成型制品采用添加填充物的免喷涂类材料生产时,制品结构设计、模具浇注系统设计、注射工艺都应注意避免新波痕的产生。根据新波痕的产生机理和解决方法,在制品结构设计时,要考虑新波痕对外观的影响,采取增加辅助流道的方式减小新波痕对制品外观的影响。在模具浇注系统设计时提前规划浇口位置,降低工艺参数的调整难度。在成型制品已出现新波痕的模具修模时,将产生扰动浇口后端的制品壁厚增厚,达到将新波痕包裹在熔体内部的目的。上述新波痕的解决方案经实际量产验证,工艺参数的调整范围加大,生产稳定,能够发挥免喷涂材料的优势。
[1]张 平,邓开平.双缸洗衣机桶体注射模设计与制造[J].模具工业,2014,40(1):56-60.
[2]张 平.国际先进注塑模具技术的发展分析[J].电加工与模具,2014(s1):11-16.
[3]张 磊.家电模具的发展历程与前景[J].模具工业,2020,46(2):23-26.
[4]叶鼎铨.LFT技术发展概况[J].玻璃纤维,2008(4):48-50.
[5]王利霞,李 燕,庄卫国.注塑工艺和玻纤含量对玻纤增强PP注塑制品收缩的影响[J].高分子材料科学与工程,2009,25(9):135-137,141.
