注射模生产中智能化控制及应用
2022-03-18唐胜峰黄铁平高国利
0 引 言
传统注射生产中制品质量的稳定性是凭借经验或反复试验来调整注塑机的成型工艺参数,实际上模具型腔内温度、压力、速度等参数决定了注射制品的最终质量,这些参数是改善注射过程和优化的可靠依据。型腔内温度、压力、速度等参数(模内参数)取决于注塑机及相关辅助设备的成型工艺参数(模外参数),传统的成型设备控制器无法完成成型过程中通过自适应调节模外参数平衡模内参数的目标。
6、连板轴孔的磨损和销孔过大等原因,也会导致传动机构的变位,导致轴销的窜出,还会导致联杆的断裂与开焊,最终影响操作机构无法实现顺利分闸。
制品成型过程中,模具工艺参数的自适应调节研究在国内还处于起步阶段,行业中以自适应调节为目标的模具大多只是实现了单一功能,如模温感知、压力感知、模具开合动作控制等功能,并没有实现感知、分析、决策和控制的自适应闭环功能。
教师既是“经师”,又是“人师”。教书和育人是一个无法分开的整体,育人渗透在教学中,是教学不可或缺的组成部分,育人效果的好坏直接决定着教学质量的高低。通过教学,教师既要帮助学生掌握知识,形成技能,发展能力,又要帮助学生养成远大的理想追求,形成正确的人生态度,乐观的情感体验,宽广的人文情怀,坚韧的意志品质,精益求精的敬业精神。美国心理学家林格伦指出:“教师的教育效果取决于师生交往的质量。”[2]要改变高等学校师生关系日渐疏远的现状,教师要深入学生之中,亲近学生,了解学生,与生为友,以理服生,以情动生,以身示生,真正成为学生的人生导师。
1 自适应调节简介
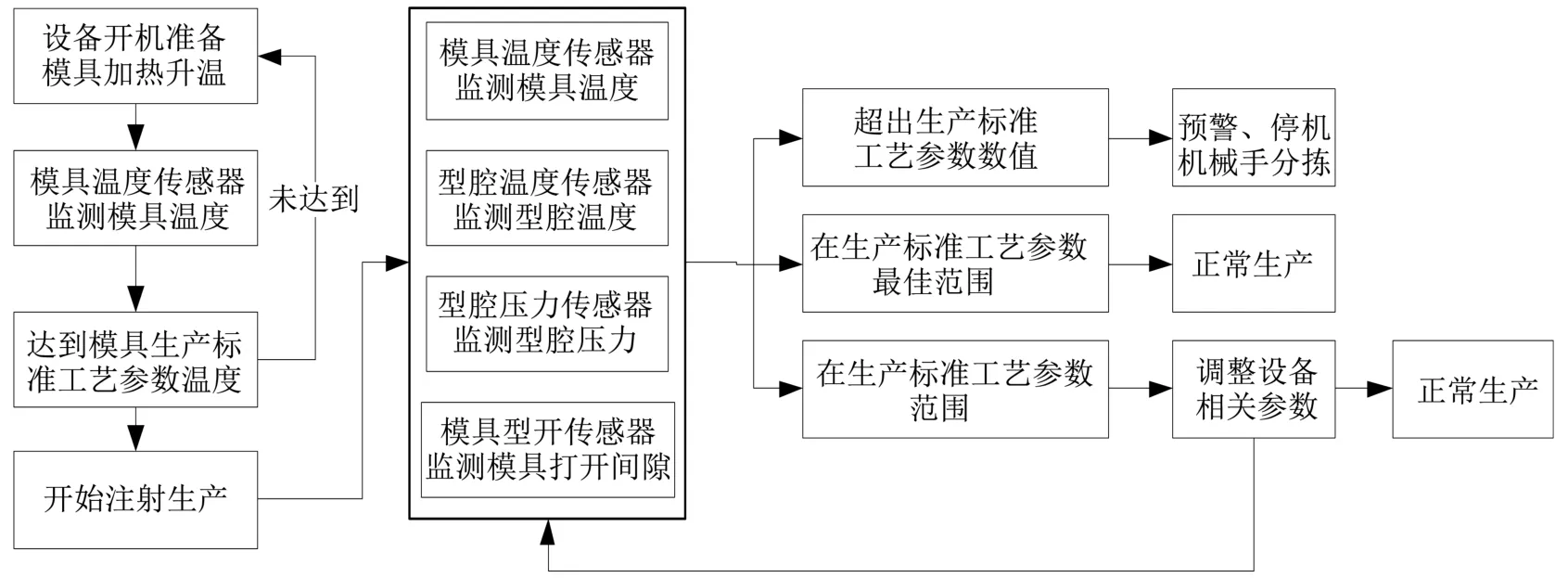
自适应是不断逼近目标取得最佳处理效果的过程,其遵循的途径以数学模型表示,被称为自适应算法。成型工艺参数的自适应调节是在处理和分析过程中,根据模内参数(如压力、温度)处理模外参数的数据,自动调整处理方法、处理顺序、处理参数、边界条件或约束条件,使其与模内目标数据的统计分布特征、结构特征相适应,以取得最佳处理效果的过程,图1所示为自适应控制逻辑关系总图。
1.1 自适应调节工作原理
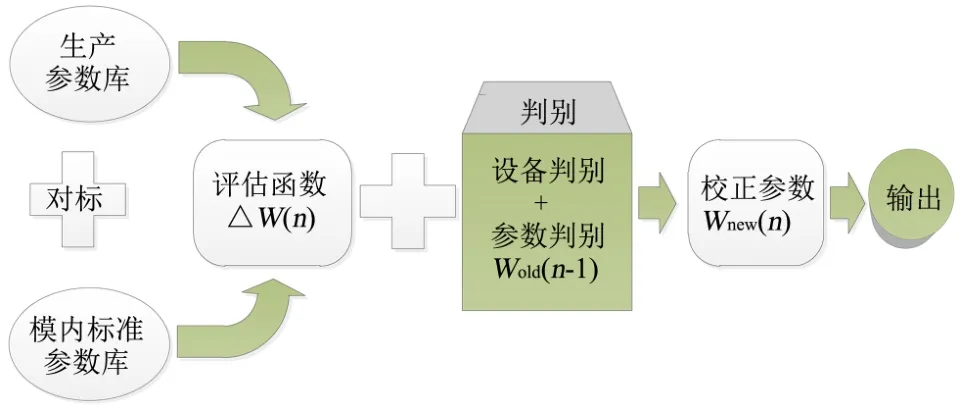
自适应调节按照某种准则和算法对相关工艺参数的系数进行调整,最终使目标区间的函数值与目标值最小化,达到最佳均衡的目的。随着研究的深入,模内参数(如压力、温度)的重要性被广泛认可,基于模内参数控制的研究也逐渐成为热点,现介绍的自适应调节的标准基于模内参数实现,其工作原理如图2所示。
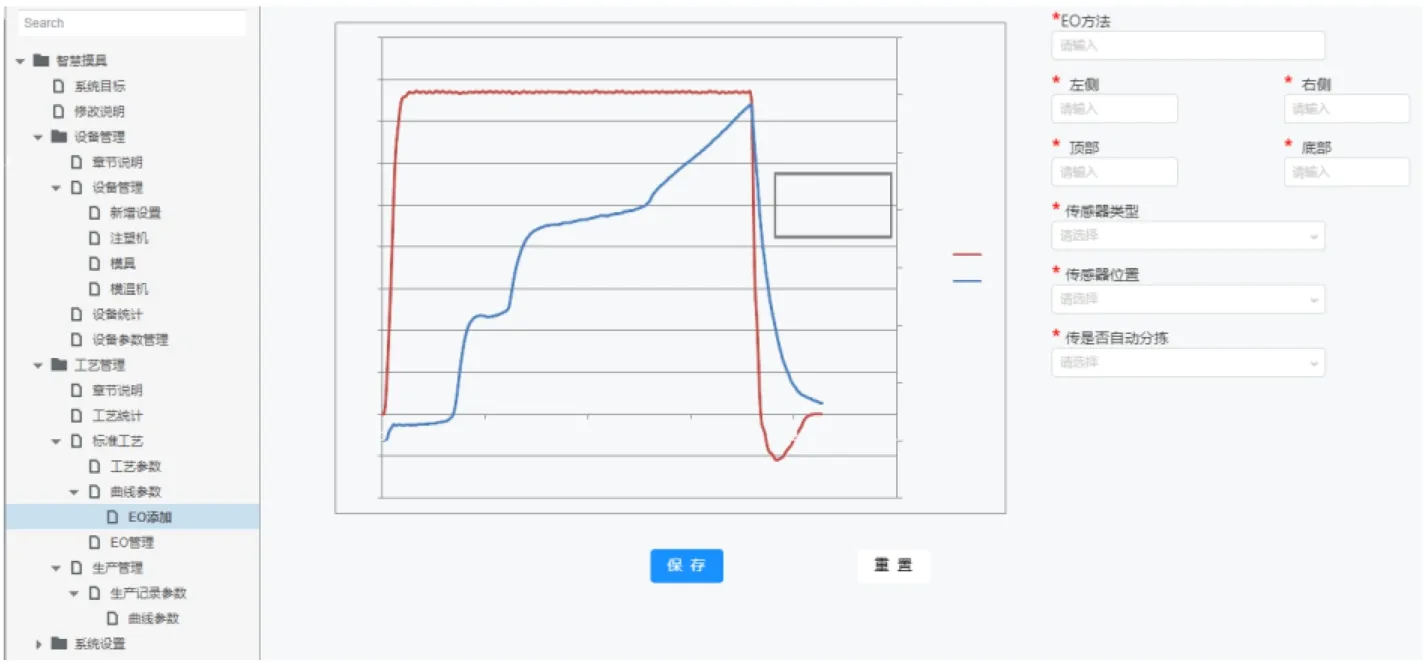
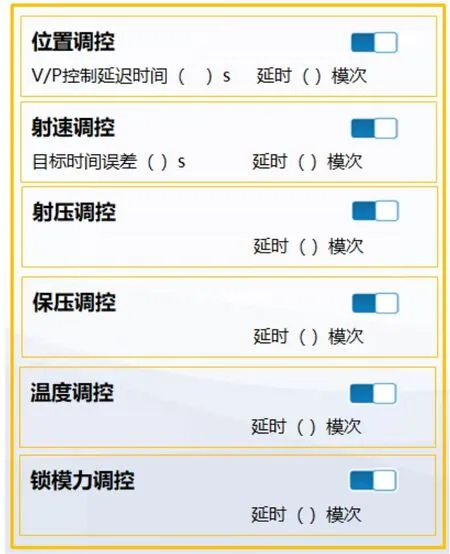
通过对模内参数的重点区间设置评估目标(EO,见图3),当生产周期中模内监测数据触发EO时,系统进入对应的调控内容选项,调节参数包含位置调控、注射速度调控、注射压力调控、保压压力调控、温度调控、锁模力调控,其中位置调控又包含
/
(压力转换点)位置调控、各段注射位置调控以及熔体注射完毕调控,温度调控包含模具温度调控、注塑机料温调控、热流道温控箱调控,具体调节参数如图4所示。
模内标准参数库是中心知识库,存储预置的最优目标工艺;生产参数库用于存储注射生产过程中各周期的工艺数据,包含模内参数和模外参数;系统模拟人类解决问题的思路,以函数规则的模式基于获取的工艺参数数据计算校正参数,并将该参数以指令的形式发送给对应的设备执行任务。

其中,
(
)为需要调整的目标周期(计为第
周期)校正后的参数;
(
-1)是工艺参数超标的周期参数,即目标周期
的前一周期(计为
-1周期);Δ
(
)是根据生产参数库和模内标准参数库计算得出的补偿误差参数。
解决组合最值问题时,往往还存在一些通过利用图形特点来解决组合最值的问题,因为其自变量是离散量,并且要求的最小值或最大值的量与自变量的函数关系不允许用同一个解析式来表达,所以就使得先前代数最值的问题与解决组合最值的问题有所不同。常见的解决办法主要有以下几点:
1.2 调节参数及算法示例
1.2.1 调节参数种类
自适应调节是指利用前一注射周期获得的工艺参数,根据补偿误差自动调节当前时刻的参数,使后一注射周期的函数值相对于标准参数值波动最小,实现最优工艺,以表达式呈现为:
一条注射生产线的设备包括主机和辅机设备,主机指的是注塑机,辅机主要包含模温机、热流道温控箱、机械手等,而模具在注射生产中的自适应调节是指在生产中对主机和辅机工艺参数实时自动调控,以达到成型稳定制品的目标。
当实时曲线的有效填充时间Δ
在目标时间Δ
允许误差范围内,系统不发出调控信号;在允许误差范围外,系统发出调控后的参数。
马刺是在大树下和狗皮、五趾打的,他们不敢朝太阳看,但能看到树荫下一个个小亮点不再圆了,都缺了一块,他们知道,发生日食了。
(2)注射速度调控示例:系统自动对目标曲线计算有效填充时间(即曲线
/
点对应的时间与起压值(注射周期开始时注射压力值>0)对应的时间之差),“目标误差”由人工输入。
一是明确实验实训课程设置的主要方向。考虑到财政学专业学生毕业后的工作选择需要,实验实训课程可以设置基础理论验证和实务操作两个主要方向。验证基础理论方面,主要涉及到研究分析财政收入、财政支出与GDP总量、增速之间的逻辑联系,研究分析财政收支与经济社会发展其他宏观因素之间的关系,研究分析财政税收与收入分配、经济增长、社会稳定等因素之间的关系。实务操作方面,主要涉及到政府预算编制、政府采购等财政收入支出管理以及税收信用管理、税收筹划、税收风险管理、企业财务处理、企业会计处理等涉税实务管理内容。在校内实验实训课程开设期间,基础性理论课程宜开设在第五学期,实务操作性课程宜开设在第六学期。
(1)
/
位置调控示例:对目标传感器设置水平EO,当触发该EO时,控制器在延迟时间后输出信号,注塑机进行
/
切换。
求解调控后设定注射速度
,已知注塑机初始实际注射速度为
,初始设定注射速度为
,则调控后实际注射速度
=
+
×(Δ
-Δ
)/Δ
,调控后设定注射速度
=
×
/
。
1.3 逻辑推理介绍
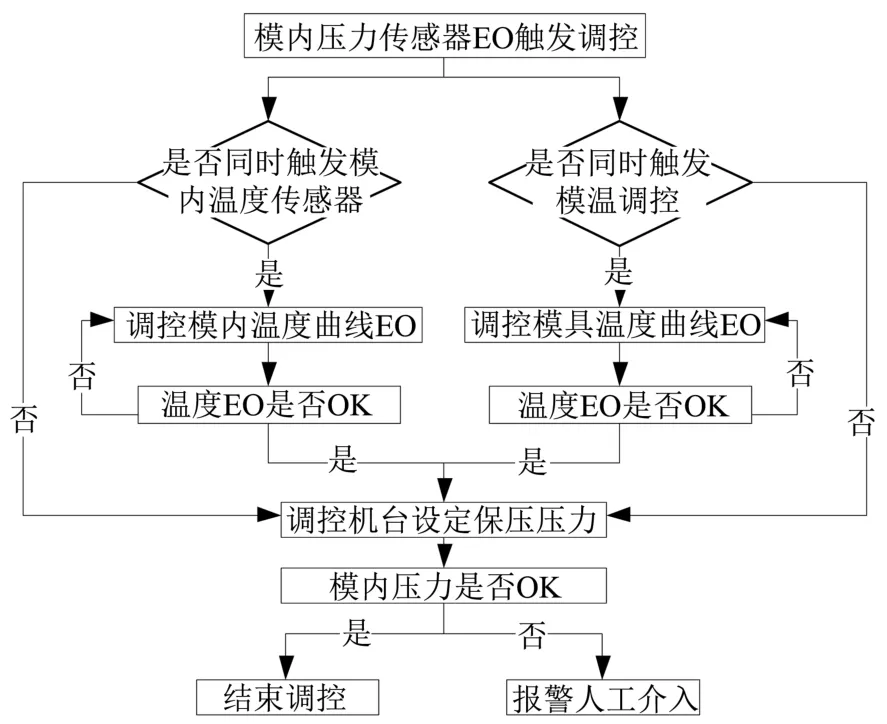
系统触发相应调节参数的算法前,先进行逻辑判断(即模拟人脑解决问题模式),以确定空间匹配哪种函数算法,由于各参数的逻辑判断原则不一样,以保压工艺匹配阶段的模内压力传感器为例,判断逻辑如图5所示。
2 设备介绍与实现方式及调控示例
2.1 设备介绍
1.2.2 算法示例
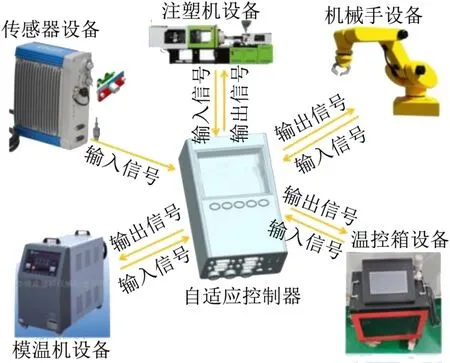
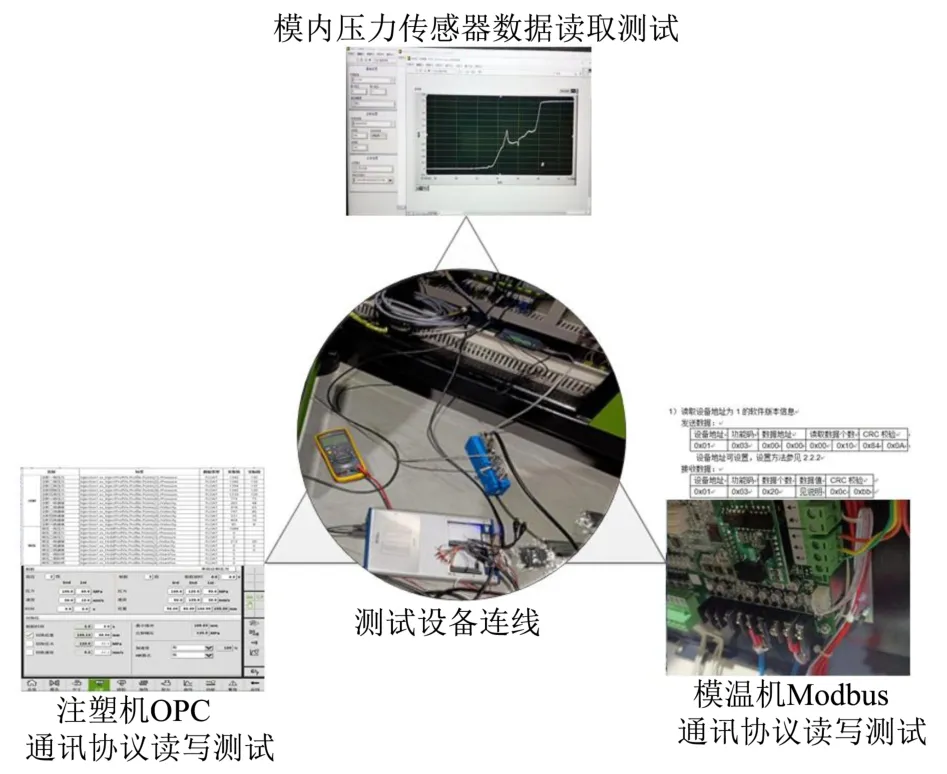
2.2 实现方式
要实现自适应调节,需要对相关设备进行数据通讯,实现数据的双向互通,即读取和写入,如图6所示。相关的数据通讯现场测试如图7所示,包含模温机、注塑机等相关数据的远程读写,其中注塑机的远程读写是关键点,通过OPC(OLE for process control,用于过程控制的OLE;OLE是一种面向对象的技术,即对象连接与嵌入)协议实现。
2.3 调控示例
调控示例如图8所示,曲线为生产模内传感器曲线,该曲线共设置
与
′、
与
′4个评估目标(EO)。
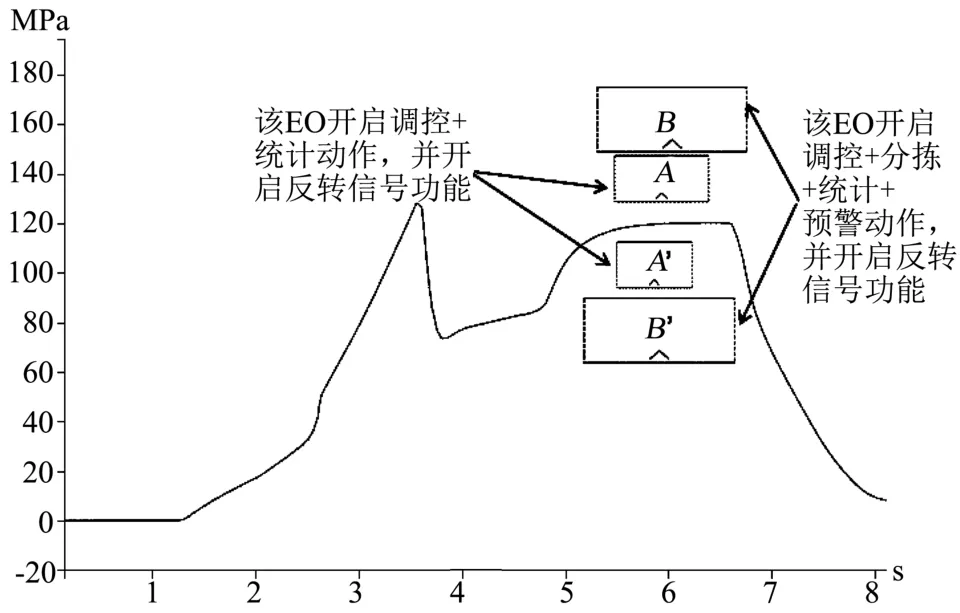
(1)当曲线在
与
′之间时,代表不触发任何信号,制品品质为优。
(2)当曲线在
或
′的范围内时,触发信号,系统执行参数调整命令及统计命令,此时制品品质为良,未执行分拣动作,与优质品一起归为合格品,则此阶段计算优良品的数量及百分率。
对照组患者采用常规的方式进行B超检查,仪器为飞利浦彩超仪,让患者保持仰卧,进行常规的腹部检查。观察组患者采用CT检查,我院使用的是GE64排128层CT,根据患者实际情况适当确定扫描范围。由专业人士设定扫描参数:管电流设定为200~250mA,管电压设定为110~130kV。矩阵为512×512,螺距为0.929:l。时间为0.9s,层厚为2.4mm。
(3)当曲线在
或
′的范围内时,触发信号,系统执行参数调整+统计+分拣+预警命令,此时制品品质为不合格品,并执行分拣动作,当调整参数后连续次品数量仍大于在预警定义的次数时,系统将执行定义的预警指令,如停机或通知人工介入。
3 结束语
上述方案的优点在于算法的持续性升级有较高的可塑性,如图4中的“延时()模次”开始自适应调整功能,在系统开发前期,该数据以人工输入为主,而当数据库参数充足时,延时的模次数可以通过系统后台追加经验程序算法的方式自动赋予动态化的最佳数据。同理,其他的工艺参数算法也可以通过系统后台优化算法提升其精准度,如基于大数据库的迫零算法、最陡下降算法等。
[1]廖芳明.基于模腔压力反馈的注塑制品质量在线监控与优化[D].广州:华南理工大学,2013:49-65.
[2]王师华.注塑型腔压力远程监控系统的研究与实现[D].武汉:华中科技大学,2007:1-32.
[3]李 鹤.基于规则引擎的注射模知识重用技术研究[J].模具工业,2015,41(12):1-5.
[4]KISTLER.注塑成型中的模腔压力测试[J/OL].https://www.kistler.com/zh/solutions/industrial-process-control/cavity-pressure-measurement-in-injection-molding/.
