奥氏体不锈钢板TIG焊接的有限元模拟
2022-03-15黄春峰
朱 飞 黄春峰 高 科
(1. 江苏法尔胜材料分析测试有限公司,江苏 江阴 214436 ;2. 中国铁路上海局集团有限公司工程质量监督站,上海 200071)
复合钢桥面板由不锈钢复板和碳钢基板复合而成,使复合钢板兼有不锈钢板的耐腐蚀性能和碳钢板的力学性能、抗冲击性能等,在铁路桥梁和公路桥梁均得到了应用,有效改善了钢桥面板的维护经济性和服役寿命。因此复合钢板的焊接工艺获得了很多研究人员的关注。复合钢板的焊接工艺涉及碳钢基板的焊接和不锈钢复板的焊接且不锈钢板焊接时还需要考虑对碳钢基板焊缝及碳钢不锈钢复合区域焊缝的影响,因此不锈钢板的焊接工艺是复合钢板焊接及应用的关键因素之一。传统的焊接工艺评定试验需要较长的试验时间且需要耗费一定的制造及检测费用,采用有限元方法进行不锈钢板焊接的温度场和应力场的模拟,进行焊接工艺的确定及优化,可有效缩短焊接工艺设计周期,该文以奥氏体不锈钢板为研究对象进行TIG焊接的模拟仿真。
1 TIG焊接有限元模拟研究现状
国内很多研究人员开展了有限元焊接电弧仿真分析及研究,研究内容包括焊接电弧的原理、焊接过程的温度和应力场变化、焊接工艺参数的影响等方面。上海交通大学的汪建华开展了有限元焊接电弧模拟的研究,对焊接温度场热弹塑性进行模拟仿真,开发设计了焊接电弧有限元模拟分析软件,可进行板对接、管对接等形式焊缝的温度、热变形和热应力分析,并开发了一系列应用分析程序。
杨晓锋[1]等为了探索高压空气环境下的TIG焊接工艺参数,采用Fluent进行TIG焊接温度场及电势分布规律模拟。刘东帅[2]等采用ANSYS的参数化语言模拟了TIG焊接及焊后冷却的温度场分布及温度的变化规律,实现了电弧增材制造的动态过程仿真。王波[3]等为了探索具有更优力学性能的高氮钢焊接工艺,采用双椭球模型热源,进行高氮奥氏体不锈钢TIG薄板对接焊缝的温度场和应力场的有限元模拟。赵先锐[4]等在采用ABAQUS模拟了304不锈钢平板对接TIG焊接试板的焊接温度场及焊接横截面变形分析,与实际试验焊缝形貌的对比表明了采用双椭球热源模型的有效性。
复合钢桥面板在制造过程需要进行多次平板对接焊接,为了探索更优性能的复合钢板焊接工艺,采用ABAQUS软件进行不锈钢对接焊缝的TIG焊缝融合前后的温度场及应力场,验证了采用双椭球热源模型的不锈钢板TIG平板对接焊接模拟方法的有效性。
2 平板对接的有限元模型
采用ABAQUS的前处理模块来建立平板对接的有限元模型,建模采用自底向上的方式依次建立点、线、面和体。建立的平板对接焊缝有限元模型,由2块长度为100mm、宽度为50mm、厚度为3mm的立方体构成,材料选用桥梁复合钢板常用的316L,标准材料牌号为022Cr17Ni12Mo2,由于此材料中含有一定含量的Cr、Ni、Mo元素,使316L具有较好的耐腐蚀氧化能力,作为复板能有效改善桥梁结构的维护性,延长使用寿命,并保持碳钢结构良好的力学性能、工艺性能和使用性能。有限元模型均采用8节点六面体网格进行单元划分,如图1所示,在平板对接焊缝有限元模型的纵向采用等间距的网格划分,每个单元的纵向尺寸为2mm即模型纵向单元数量为50;模型的厚度方向也采用等间距的网格划分,每个单元厚度方向的尺寸为1mm即模型厚度方向单元数量为3;在焊缝横向采用疏密变化的网格划分,焊缝横向两侧的2.5mm区域内的网格横向尺寸为0.5mm、其他区域的网格横向尺寸为1.9mm,则焊缝横向的单元数量为60,整个平板对接焊缝有限元模型的节点和单元数量分别为12648和9000。在平板对接模型焊缝横向采用疏密变化的网格划分,即焊缝附近网格较密可在焊缝区域获得更为准确的计算结果,远离焊缝区域的网格间距较大使整体网格数量在合理范围内,有效地控制了模型的计算规模从而保证计算效率,横向疏密变化的单元划分方式,在有限元模型的计算精度和计算效率之间进行了良好的平衡。
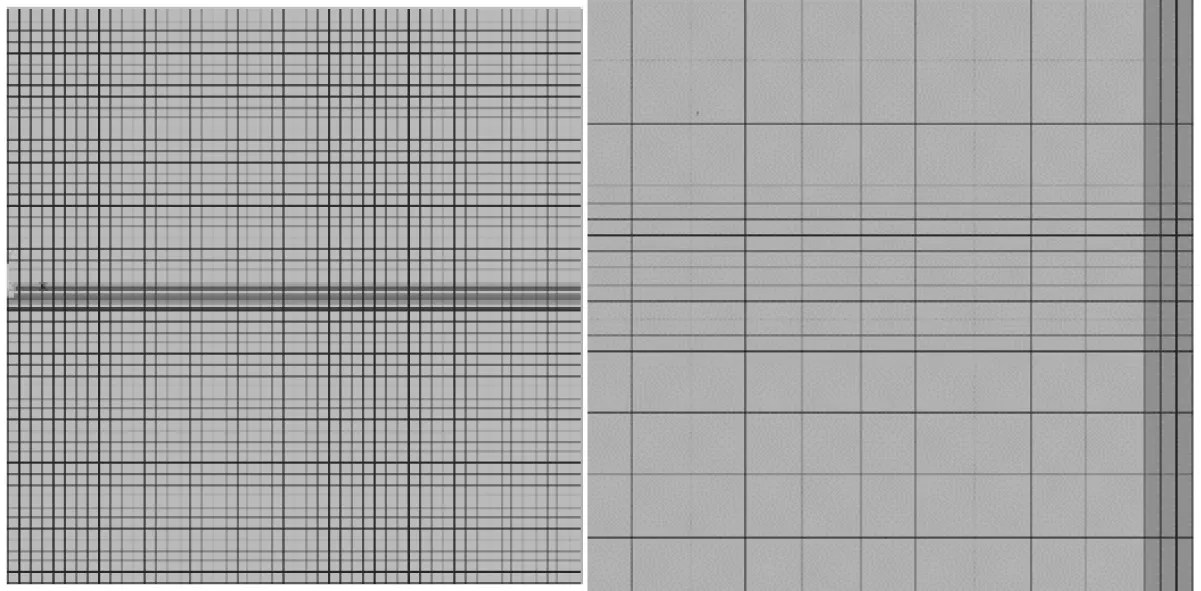
图1 不锈钢板平板对接的有限元模型及网格划分
进行平板对接的有限元仿真模拟,需要进行相关材料属性的设置,弹性模量为200GPa,泊松比为0.3,密度为7870kg/m3,比热容为0.43kJ/(kg℃)~0.66kJ/(kg℃),热传导系数为14W/(m℃)~30W/(m℃),热膨胀系数为14.5×10-6/℃~20.5×10-6/℃。奥氏体不锈钢板TIG平板对接模型有限元模型计算结果的正确性和准确性由初始条件、边界条件和加载方式共同决定,因此选择与实际TIG焊接过程相符的初始条件和边界条件是获得合理模拟结果的基础。奥氏体不锈钢板TIG焊接模拟的初始条件的环境温度为25℃,采用直流反接TIG焊接方式,焊接电压为16V,焊接电流为100A,焊接速度为5mm/s。TIG焊接采用双椭球热源模型,为了防止焊接模拟过程中模型的移动改变热交换条件,对模型中沿着焊缝纵向的100mm×3mm端面施加固定约束,模型中焊缝横向的50mm×3mm的端面约束其厚度方向的位移,焊接的计算时间和冷却时间分别为20s和800s。
3 焊接温度场分析
奥氏体不锈钢板TIG焊接温度场仿真分析是残余应力分析的基础也是焊接工艺参数优选和焊缝综合性能提升的关键。直流TIG焊缝的计算过程分为焊接和冷却,焊接过程的计算时间为20s、冷却过程的时间为800s。双椭球热源从有限元模型焊缝的左侧移动到右侧,获得奥氏体不锈钢板平板对接有限元计算焊接时间为19.56s的温度云图如图2(a)所示。温度场以焊缝中线为对称轴呈轴对称形式,热源呈椭圆形,熔池区域的温度最高为2800℃,模型的初始环境温度为室温的25℃,由熔池至环境温度的等温线也呈椭圆形,椭圆形的中心由熔池向低温区域呈放射状且温度高的椭圆形小而温度低的椭圆形大。奥氏体不锈钢板平板对接有限元计算冷却时间为800s的温度云图分别如图2(b)所示,模型中的最高温度逐渐降低,温度梯度逐渐减小,最高温度区域随着冷却时间的推移由模型的右端向中间移动,且等温线的椭圆形长短轴比逐渐减小,到冷却计算时间为800s时基本为圆形。

图2 不锈钢板平板对接的焊接和冷却过程温度云图
由平板对接焊缝模型中温度分布云图及其变化情况可知,随着双椭球热源在焊接过程中沿着焊缝纵向移动,热源附近的高温区域也随着时间的变化沿着焊缝纵向移动,熔池沿着焊缝纵向的快速移动形状变成了双椭球形,热源移动前方的等温线比热源后方的等温线更密,即熔池前方的温度梯度大于熔池厚度的温度梯度。热源的形状为拉长的椭球形式且由于热源的移动即熔池的保持,使焊缝高温区域大于热源,因此呈现了拉长的椭球形状。焊接冷却过的温度云图随着时间的变化,模型中最高温度由焊缝右端逐渐向焊缝中部移动且由最高温度周围的温度梯度也逐渐减小。以不锈钢板平板对接焊缝模型右端部右焊缝中间向远离方向选择了5个节点(A~E),跟踪分析了5个节点的温度随着焊接加热及冷却的变化情况,其中节点A的温度上升最快且峰值的温度也最高,约在20s之后达到最高值约2400℃,节点B、C的温度变化趋势与A点基本相同,节点B的温度峰值出现的时间较节点A略有延迟,峰值温度约为1500℃,节点C的温度峰值出现的时间较节点B略有延迟,峰值温度约1000℃,节点D、E的峰值温度出现时间更迟且峰值不明显,焊缝中间的温度梯度最大,随着与焊缝距离的增加,其温度梯度也逐渐减小。
在垂直焊缝某截面内分析熔池沿着平板对接焊缝的厚度方向的变化,随着焊接位置的推进,熔深沿着平板厚度方向逐渐加深,在约1s时间内熔深达到最大,然后高温区域逐渐扩大且高温区域向外扩展的温度梯度逐渐减小,焊缝中部温度梯度最大且峰值最高,随着与焊缝中部的距离增加温度峰值逐渐减小且温度梯度逐渐减小。
4 焊接应力场分析
在奥氏体不锈钢平板对接焊缝TIG焊接过程温度场分析的基础上,进行有限元模型由温度引起的热应力分析,不锈钢板平板对接的焊接计算时间为19.33s的Mises等效应力云图如图3(a)所示,应力分布以焊缝中线为对称轴,高应力区域均位于焊缝位置且熔池位置应力最大,应力最大值约614MPa,由焊缝中线向远离焊缝区域应力逐渐降低。有限元模型冷却时间为800s的等效应力云图如图3(b)所示,最大应力值逐渐减小,高应力区域也逐渐减小,应力梯度增大,但高应力区域还是集中的焊缝区域,由焊缝中线向远离焊缝区域应力逐渐降低。
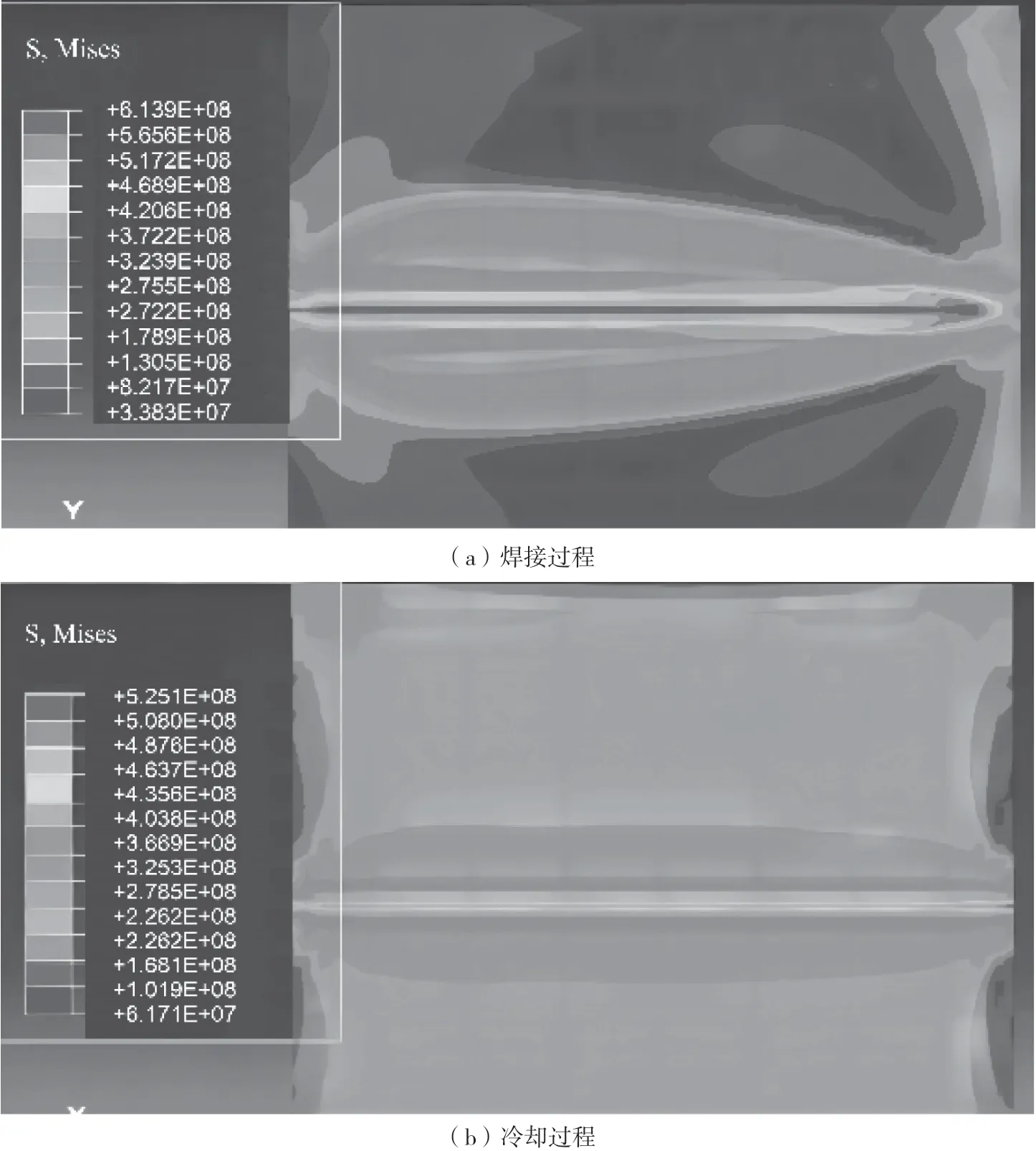
图3 不锈钢板平板对接的焊接和冷却过程等效应力云图
随着双椭球热源沿着焊缝纵向移动,最大应力区域沿着焊缝纵向快速移动,热源经过的区域均为高应力区域,焊缝纵向的应力梯度较小,由焊缝区域的横向应力梯度较大,远离焊缝区域的横向应力梯度较小。在焊接冷却过程中最大应力值由焊缝右端沿着双椭球热源的方向移动,随着计算时间的推进,焊缝中线的应力值逐渐降低,焊缝两端的应力值下降较快而焊缝中部的应力值降低较慢,焊缝横向的应力梯度逐渐减小且焊缝区域和远离焊缝区域的差异逐渐减小,Mises等效应力梯度大小及变化情况与温度梯度的变化趋势一致。
焊缝中线及附近焊缝区域的等效应力值较高,焊缝热源沿着焊缝纵向经过的位置及附近区域的金属温度快速升高且超过了金属的熔化温度,熔池中的液态金属在热源中发生了膨胀和收缩,在对接焊缝模型中呈现了较大的金属热应力。随着焊缝中线及附件区域的温度梯度逐渐变化,焊缝中线受到的金属热应力逐渐减小,但焊缝纵向的均处于温度较高区域且横向温度梯度较高,因此焊缝中线处的横向应力值也处于较高区域。
5 结论
在阐述TIG焊接有限元模拟研究现状的基础上,采用ABAQUS建立了奥氏体不锈钢板对接焊缝的TIG焊接模型,采用双椭球热源模型,由ABAQUS建立的奥氏体不锈钢对接焊缝的温度场和应力场有限元仿真结果分析,表明了建立的有限元焊接模拟方法的有效性。
在焊接过程中,随着双椭球热源沿着焊缝纵向移动,温度云图中呈双椭球形状的熔池区域也随着热源沿着焊缝纵向移动,熔池前方的温度梯度大于熔池后方,焊缝熔深随着时间推进沿着平板厚度方向逐渐加深,在约1s左右时熔深达到最大,然后高温区域逐渐扩大且高温区域向外扩展的温度梯度逐渐减小。由奥氏体不锈钢TIG焊缝的应力云图分析可知,随着热源沿着焊缝纵向推进,最大应力区域也沿着焊缝快速推进并沿焊缝横向扩展,随着冷却时间的增加,由焊缝中部沿着焊缝横向的应力梯度逐渐减小。
