基于PLC的生产线自动配料控制系统设计
2022-03-14肖楠
肖楠
(深圳市长城楼宇科技有限公司北京分公司,北京,100001)
传统配料工艺需要消耗大量的人力资源,再现性差、配料质量不稳定,而且部分配料对人类健康和环境都有害,容易导致安全生产事故,此外,人工配料模式下,大多数的生产信息主要依靠人工记录,无法实时传输,不利于生产质量控制。一般情况下,自动配料控制系统需要根据配料平台上的配方智能给料、称重、混合,最终得到成品,以满足配料精度的要求,同时能通过人机界面直观地检查系统的运行状态,通过传感器、PLC主机接口提供系统预警,以便在出现问题时可以及时纠正,帮助用户维护整个系统的正常运行。
1 系统总体设计
1.1 系统技术要求
为满足生产线配料工艺要求,配料控制系统必须满足以下技术要求:(1)系统必须具有良好的扩展性和灵活性,以便按照所需的混合比例进行配料混合。(2)整个控制系统应提供分布式控制和集中控制功能,以便有效控制整个生产线配料过程,同时记录和打印配料工艺数据和操作日志。(3)下位机PLC、现场设备与上位机通讯必须稳定快速。(4)系统可以在各种工况下正常运行,可以在自动和手动操作之间快速转换。(5)称量精度控制在1%以内,同时可以对称量过程中的误差进行修正。(6)可以记录来自电机、驱动器、皮带等关键结构的错误信息、报警信息。(7)方便检测系统故障,方便排除故障。(8)控制逻辑科学、精炼、高效,可以以较低的能耗有效提高配料生产速度。(9)系统操作简便,可灵活配置不同的操作人员权限。
1.2 系统控制方案比选
本次设计的生产线配料控制系统由存储、供应、布料、运输、称重、清理、通信、管理等模块组成。每个模块相互独立,同时又相互补充,形成一个完整的配料控制系统,其中称重系统、监控系统和通讯系统最为关键。可选的配料控制系统主要有两种控制方案,两种方案各有优缺点,需要结合具体需求选择。
1.2.1 扩展卡+工控机
控制系统由带扩展卡的工控机组成。系统数据的采集和命令的发布由工控机完成。为了得到模拟值数据,被测模拟信号经传感器放大后送到A/D转换板,得到的数字信号直接送到工控机。数字信号经由I/O板控制,由I/O板生成的数字信号传输至工控机,由工控机运算分析数字信号,最终形成输出指令。输出命令通过串行线发送到 I/O 板,驱动程序由I/O板驱动。该方案所需设备和控制回路较少,因此,成本较低,但主控室通常无法靠近生产现场,通信容易受到外界干扰,因此,对抗干扰技术要求较高。此外,采用这种控制方式,所有的数据采集和控制都由同一台工控机负责。如果其无法正常运行就会导致系统瘫痪,该方案正在逐步淘汰。
1.2.2 PLC+工控机
该系统方案包括工控机、PLC以及必要的控制设备,如各种传感器,工控机发送控制指令给PLC,由PLC进行运算分析。传感器采集信号并发送给控制装置,由后者转换信号,最后发送给PLC,由PLC生成控制指令,该方案优点是可靠性高,稳定性好,确实是成本较高。
基于以上分析,本次设计的系统采用第二种方案,基于分散控制、集中管理的思路。数据采集由现场设备完成,转换成二进制信号,通过现场总线网络传输给PLC,整个系统由PLC直接控制,工控机主要负责显示和存储PLC中采集的信号和数据。
2 配料系统硬件设计
本次设计的生产线自动配料系统基本构成如图1所示,在对选择各部分硬件型号规格时应基于系统控制要求,同时考虑硬件兼容性、互通性等因素。该控制系统主要硬件包括:PLC、称重传感器、变频器、称重仪表、工控机、I/O扩展模块等。
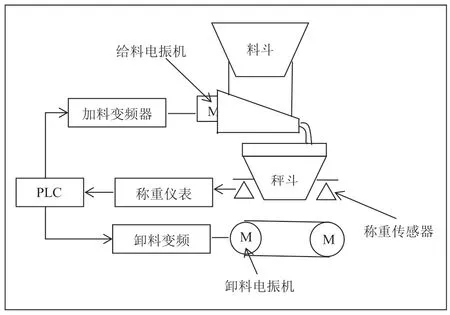
图1 生产线自动配料控制系统结构
2.1 上位工控机选型
研华工控机以其卓越的性能在我国工业生产自动化控制中得到广泛应用。该系统上位工控机选用研华IPC610系列,支持14槽背板ATX母板,前端最多可以支持设置3个驱动器/1个软驱前置USB/PS2接口,具有良好的抗振动、抗冲击、耐高温等优点,此外还可以很好地多电源,支持多种总线标准,采用高速风扇,双排散热。主机采用韩国三星21英寸液晶屏,可动态监控配料过程,在系统软件维护时可以为运维人员提供动态提示。
2.2 PLC选型
本系统选择西门子S7-200作为系统中央控制单元。该型PLC主要由处理器、数字I/O、RS485接口、指示灯、电源组成,S7-200是西门子在中国做出调研后开发的高性价比、经济实用的一款产品,其具有以下特点:
(1)CPU模块包括6种类型。CPU的 I/O点数最大可达60点,内部计算速度,本次设计选用SR40型 CPU。属于继电器控制类型,可以有效控制继电器接口电路。
(2)SR40型CPU增设一个信号板,用户程序区大小为24KB,数据区为16 KB,可满足比较复杂的控制任务。
(3)与西门子产品和设备完全兼容,方便用户使用,可以为中小企业提供低成本的解决方案,投资回报良好。
(4)控制器具有强大的通讯功能,可通过一个交换机与多台设备通讯。RS485接口支持多种协议,方便用户更灵活地选择通讯方式。
2.3 称重传感器选型
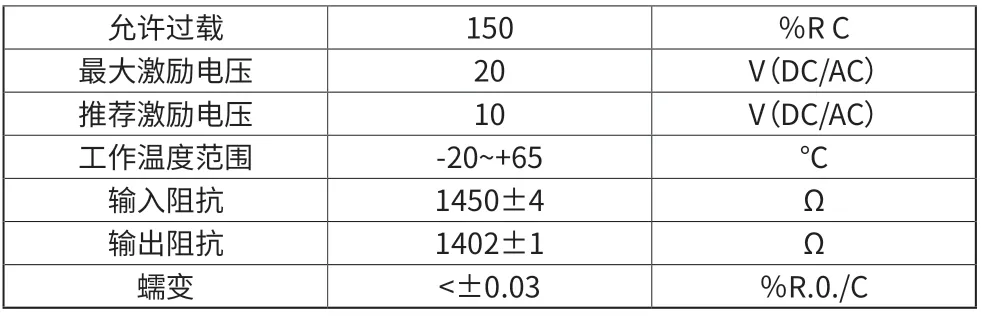
传感器是称重系统的核心部分,也是工作环境最恶劣的系统机构。称重传感器必须能够承受物体冲击以及密封剂的影响,需要具有高灵敏度和高可靠性。 本系统选用最大称量为1000kg的C16/Μ1LB60T称重传感器,该传感器测量灵敏度高,体积小巧、可靠性高,非常用来作为适配料控制系统的称重设备,该型传感器的主要性能参数见表1。

表1 称重传感器主要性能参数
?
为确保称量精度,需要注意称重传感器的现场维护,主要按照以下步骤操作:(1)安装时要密切关注称重传感器各个面承受的压力大致相等,确保安装表面平整。(2)传感器、安装面之间保留3-5m距离,方便清除传感器表面灰尘,防止颗粒附着在传感器上。(3)确保传感器上没有积水。(4)传感器到接线盒的传输线有刚性管保护,防止落物损坏。
2.4 称重仪表选型
该系统采用称重仪+称重传感器的方式进行物料重量的测定,称重传感器负责采集物理重量数据并将物料重量值传送到PLC,经过PLC运算分析后在称重仪表上显示,这样能够有效降低大电流设备造成的干扰。本系统采用XK3101(N)型称重仪表,该型称重仪表具有以下特点:(1)转换器转换速度快,准确性高。(2)有多档更新数据频率可选:6.25次/秒、12.5次/秒、25次/秒、50次/秒。(3)20段灯带提示,7位数码管显示,可见性好,清晰度高。(4)提供三种校准和校准方式,可以满足不同场景使用需求。
2.5 变频器选型
选择变频器时,要考虑环境、成本、质量控制、尺寸等因素。本系统采用西门子V20基本型变频器控制三相感应电机执行输出速度控制任务。V20基本型变频器是西门子为小型企业设计的一款性价比高的产品,其抗干扰能力强,调速均匀、可调范围广,节能效果好,同时支持数字、模拟和485总线输入信号控制。变频器集成了多种控制模块,对于技术基础较差的开发者来说是一个不错的选择,工作电压220V AC,额定功率1.5kW。
3 配料系统软件设计
配料控制系统中的软件由两部分组成:上位机软件和下位机软件。下位机PLC控制各驱动器、数字输入量的逻辑控制以及数据采集处理,将采集到的信息传送至WINCC进行归档,作为向WINCC传送数据的中介,将WINCC数据发送给变频器、称重装置。
3.1 控制程序结构
生产线配料控制过程涉及许多I/O信号,需要同时收集和处理各种数据。如果所有的程序都写在同一个子程序中,程序就会很臃肿,不利于后期的运行维护和升级。因此,本系统程序被分成几个程序段,各个模块都有相应的控制项子程序,主程序负责调用子程序。
生产线配料控制子程序主要包括称重仪表控制子程序、皮带运行控制子程序、进料过程控制子程序、布料过程控制子程序、故障与报警子程序、运行中断控制子程序、逆变器通信控制子程序、数据传输控制子程序等。每个子程序都可以单独更改,程序中各个流程的逻辑关系如下:
(1)进料、布料形成互斥关系,同一时间只能进行其中一种操作。(2)生产前必须先让皮带运行。首先是斜带,然后是水平带。
3.2 程序控制流程
系统运行过程中,主要由主程序调用子程序以达到既定的配料自动控制目的。系统启动时,PLC首先自检,完成系统初始化,然后分析上位机的配料数据,等待上位机的上电信号,收到上电信号后PLC再次判断布料电振机是否正在运行以及是否达到给料要求。在整个过程中,PLC通过现场总线通讯实时读取称重设备数据,并根据转换后的重量值决定何时给料、何时切换给料速度、何时停止给料,并实时采集当前数据,基于目标配比分析配料重量数据进行分析处理,以达到最佳修正量。然后启动皮带进行布料,确定下一批材料的状态,等待下一批配料生产。当布料完成后,皮带会在一定的延迟后停止。整个配料过程由PLC自动控制,基本程序控制流程如图2所示。
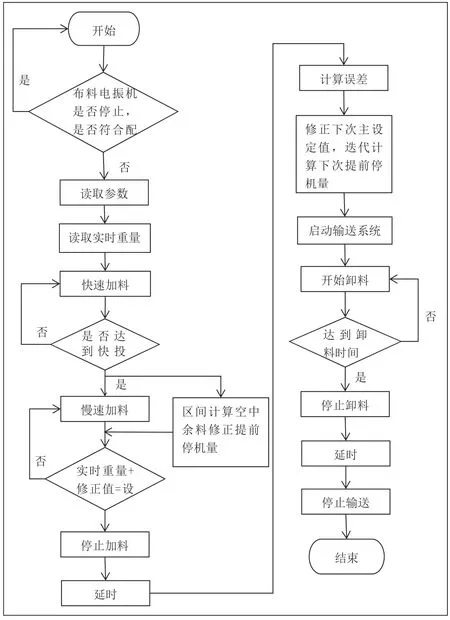
图2 配料控制系统程序控制流程
3.3 上位监控软件设计
上位机采用WINCC组态软件,WINCC组态软件是控制系统的关键部件之一,集成了脚本语言、监控技术、数据采集技术、动态数据交换、通讯协议等技术,提供完整的过程控制可视化功能。在配料控制过程中,上位机界面充当人机交互的平台,需要能够控制整个配料生产过程,并且给出控制参数和指令。因此,上位机界面应简洁明了、功能齐全,每个控制和监控对象一目了然。此外,上位机界面应该提供各个执行机构的手动/自动切换功能,方便进行设备维护。
4 结语
综上所述,本次研究基于PLC、组态技术、精密称重技术开发出一套全自动配料生产控制系统,具有全自动给料、布料、误差检测、统计查询等功能。PLC可根据生产需要调整给料速度以及给料顺序,准确智能的控制配料成分,以无人值守为主要模式,有效节省人工。与传统的生产线配料系统相比,基于PLC的自动配料控制系统可靠性高、维护方便、工作速度快,具有很少的应用前景。
