碳纤维长纤增强复合材料双喷头3D打印机设计
2022-03-12邹启凡,何守磊,姜振华等
0 引言
碳纤维复合材料(CFRP)是碳纤维与树脂、金属、陶瓷等基体复合而成的结构材料,具有比强度高、比模量高、密度小、强度高、抗疲劳、抗震以及耐高温等特点[1],广泛应用于航空、航天、国防军工、体育器材等多领域[2],被称为国家战略性材料。碳纤维成型需要一系列复杂、繁琐的工艺,不仅需要精确的模具,还需要耗费大量的时间。碳纤维3D打印技术能够同时发挥材料特性与成型方式的优势,从打印原型过渡到功能性零部件的直接打印,大大拓展非金属材料3D打印工业应用的范围和深度[3~5],解决碳纤维复合材料成型工艺繁琐、无法制造结构复杂零部件等问题[6]。用碳纤维复合材料3D打印机打印的零件强度非常高,强度-重量的比值甚至超过了6061-T6铝合金。
目前国内外学者对碳纤维3D打印的研究大多限于碳纤维短纤材料[7],短纤碳纤维对改善零件力学性能的效果一般,长纤碳纤维能很好的改善零件的力学性能。美国的Markfroged公司生产的Mark Two 3D打印机能以Onyx材料(70%尼龙+30%短切碳纤维)为基体材料,长纤碳纤维为增强材料打印碳纤维复合材料。针对碳纤维长纤的3D打印,由于纤维的连续性特点,无法进行类似热塑性材料3D打印的灵活跳转,需要在成型过程中对跳转路径进行断点识别和切断处理,以适应复杂三维模型的成型[8]。
本文首先分析了碳纤维长纤增强复合材料双喷头3D打印机工作原理,设计了FDM碳纤维长纤强复合材料双喷头3D打印机,分析碳纤维长纤增强复合材料双喷头3D打印机控制系统。提出双材料分层打印算法,并研究了长纤碳纤维连续性路径规划算法,开发了碳纤维长纤增强复合材料双喷头3D打印机切片软件。
1 双喷头3D打印机工作原理及结构设计
1.1 双喷头3D打印机工作原理
图1为碳纤维长纤增强复合材料双喷头3D打印原理示意图,以FDM(熔融沉积成型法)方式打印。工作时,PLA作为基体材料,长纤碳纤维作为增强材料,两种材料打印形成碳纤维长纤增强复合材料。

图1 碳纤维长纤增强复合材料双喷头3D打印原理示意图
首先在切片软件中定义长纤碳纤维层层号,长纤碳纤维作为增强材料加入到PLA材料层中。在即将打印长纤碳纤维层时,喷头会切换到长纤碳纤维喷头。同理,在即将打印PLA层时,喷头会切换到PLA喷头。主体材料是PLA,长纤碳纤维层一般只有几层。PLA在加热块中加热块中加热成熔融状态后从喷嘴中挤出,长纤碳纤维在加热块中不会融化,它会从喷嘴中挤出后铺放在已打印的PLA材料上作为增强材料。在切断点处用长纤碳纤维剪切机构将长纤碳纤维剪断,以保持长纤碳纤维成型路径的连续性。
长纤碳纤维喷嘴比PLA喷嘴高一点,避免长纤碳纤维喷嘴刮伤已打印好的零件表面。通过X、Y轴电机带动双喷头按照切片后的路径逐层打印,每打印完一层,Z轴电机带动打印平台下降一个层厚的距离,材料层层叠加,直到打印完整个零件。
1.2 碳纤维长纤增强复合材料双喷头3D打印机结构设计
基于碳纤维长纤增强复合材料双喷头3D打印机整机结构如图2所示。主要包括铝型材框架、X/Y/Z三个运动轴、传动机构、双喷头挤出机构、活动打印平台、皮带张紧机构、长纤碳纤维剪切机构。

图2 碳纤维长纤增强复合材料双喷头3D打印机整机结构
3D打印机的框架采用欧标2020铝型材。X、Y轴电机带动喷头在X、Y平面上运动,将电机的旋转运动转化为喷头在直线导轨上的直线运动。Z轴采用丝杆传动,将丝杆的旋转运动转化为打印平台的上下运动。传动机构包括传动轴、同步轮、同步带、丝杆,用来传递X、Y、Z轴上的运动。双喷头挤出机构包括尼龙挤出机、长纤碳纤维挤出机、双喷头(PLA喷头、长纤碳纤维喷头),长纤碳纤维挤出机和PLA挤出机都安装在固定板上,采用远端送丝方式,这种方式相比于近端送丝方式可以减轻喷头的重量,3D打印机工作时不会出现明显的振动,可实现高速打印,提高打印精度和速度。
活动打印平台的优点是当零件打印完后,可以将打印平台取出,从而很方便的将零件从打印平台上取出。皮带张紧机构,该机构可以调整同步带的张力,从而能够实现快速张紧同步带。长纤碳纤维剪切机构由舵机和刀片组成,舵机带动刀片在路径跳转点把长纤碳纤维剪断,以保证长纤碳纤维成型路径的连续性。
2 双喷头3D打印机控制系统
控制系统可分为三个部分:上位机软件系统、下位机控制系统、机械执行系统。上位机软件系统的功能是将三维CAD软件生成的stl模型导入切片软件中,生成控制下位机控制系统的G代码。下位机控制系统控制相应的机械执行系统完成打印运动。控制主板执行上位机软件系统生成的G代码,通过X、Y、Z轴电机控制驱动X、Y、Z轴电机,完成成型运动;通过X、Y、Z轴限位控制,控制限位开关;通过剪切机构控制,完成碳纤维剪切运动。通过双喷头挤出控制,完成材料的进给运动;通过双喷头温度控制,完成双喷头加热;通过双喷头协调控制,完成双喷头协调运动。碳纤维长纤增强复合材料双喷头3D打印控制系统如图3所示。
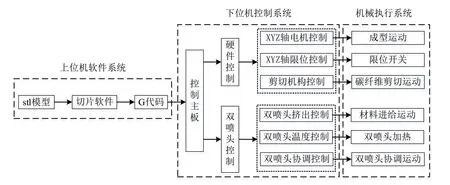
图3 碳纤维长纤增强复合材料双喷头3D打印控制系统
选用的控制主板是UM2(Ultimaker2)主板,UM2主板能满足双喷头控制要求,预留扩展口可增加控制碳纤维剪切运动功能。由于长纤碳纤维连续性的特点,需要对碳纤维剪切运动进行控制,基于UM2(Ultimaker2)主板的拓展口功能,选择一组扩展I/O口来控制长纤碳纤维剪切机构。在纤维切断点处增加切断执行M代码,自定义长纤碳纤维剪切M代码功能,进行长纤碳纤维切断动作。
3 3D打印路径规划方法与切片软件设计
3.1 3D打印双材料分层打印算法及连续性路径规划
双喷头是整个打印机的核心,碳纤维长纤增强复合材料双喷头3D打印机不同于双喷头混色3D打印机。第一,长纤碳纤维是作为增强材料加入到PLA材料层中的,如图4所示。打印模型经切片处理过程被切片分层,其中有几层是长纤碳纤维层,这与传统的3D打印有很大区别,传统3D打印对双材料切片处理无法定义每一层的材料信息。第二,长纤碳纤维由于其连续性的特点,在打印过程无法像热塑、热固性材料那样进行回抽,需要在其路径跳转点将其切断,以保证长纤碳纤维成型路径的连续性,与传统3D打印热固、热塑性材料可以灵活跳转有很大区别。为了减少路径跳转点,减少打印时间,需要对长纤碳纤维成型路径进行合理的规划。如何规划双材料插入的顺序、长纤碳纤维的成型路径是关键问题。

图4 碳纤维长纤增强复合材料
3.1.1 双材料分层打印算法
针对传统3D打印切片处理无法定义每一层的材料信息的问题,提出了双材料分层打印算法,如图5所示。该算法的思想为:首先载入stl模型,然后定义碳纤维增强层位置,就相当于在切片轮廓中定义了材料信息。对模型进行切片处理,得到每一层的切片轮廓,逐层提取切片轮廓,判断该层是否属于PLA层,若属于PLA层,则使用PLA路径规划算法,否则使用长纤碳纤维路径规划算法,逐层提取,直到提取完所有轮廓,得到模型路径规划信息。
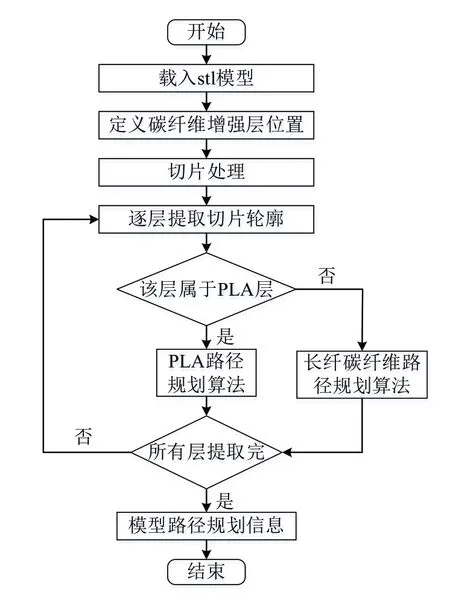
图5 双材料分层打印算法流程图
3.1.2 长纤碳纤维连续性路径规划
由于长纤碳纤维连续性的特点,需要对其打印路径进行合理的规划,以保证长纤碳纤维成型路径的连续性。长纤碳纤维不同于热固、热塑性塑料,热固、热塑性塑料加热到指定温度后成熔融状态从喷嘴挤出。长纤碳纤维本质是碳,熔点很高,加热到指定温度融化不了,它是以纤维铺放的形式形成长纤碳纤维层。在长纤碳纤维铺放过程中,不可避免出现路径跳转点,为了保证长纤碳纤维的成型路径连续性,需要在路径跳转点用长纤碳纤维剪切机构将其剪断。
如图6所示为传统固定往返直线填充路径,在一层上存在大量路径跳转点,基本上没有连续路径,如红色椭圆圈所示。如图7所示为“Z”字型填充路径,一层上只有少数几个路径跳转点,如红色圆圈所示。由此可见,对长纤碳纤维填充路径采用“Z”字型路径填充算法,相比传统固定往返直线填充算法路径跳转点减少很多,可以提高打印速度。

图6 传统固定往返直线填充路径

图7 “Z”字型填充路径
3.2 切片软件设计
基于长纤碳纤维连续性及双喷头打印的特点,开发了碳纤维长纤增强复合材料双喷头3D打印机切片软件,软件关键在于双材料分层打印算法及长纤碳纤维连续性路径规划。切片软件采用QT+VS2015软件平台,Window10操作系统开发。软件界面用QT编译实现,核心语言C++,在VS2015平台上编译实现。采用VTK库显示stl模型及切平面。切片软件功能模块包括:自定义参数模块、模型显示模块、机型设置模块、专业设置模块、G代码显示模块。如图8所示。

图8 碳纤维长纤增强复合材料双喷头3D打印机切片软件
首先导入需要打印的stl模型,在界面上可以显示导入的stl模型、模型的法向量和顶点坐标信息。然后修改打印参数,打印参数有基本和高级两个选项框,参数修改完后,点击切片按钮生成G代码文本,在界面上也可以显示生成的G代码。可以查看切片后每一层的切面,显示打印时间。
4 打印验证
如图9所示为设计组装好的碳纤维长纤增强复合材料双喷头3D打印机实物图,将三维CAD软件生成的stl模型导入碳纤维长纤增强复合材料双喷头3D打印机切片软件中。设置初始层厚0.3mm,层厚0.2mm;PLA打印温度210°,长纤碳纤维打印温度273°;PLA层采用直线往返填充,长纤碳纤维层采用“Z”字型填充路径。将软件生成的G代码通过SD卡插入3D打印机中,打印实物如图10所示。
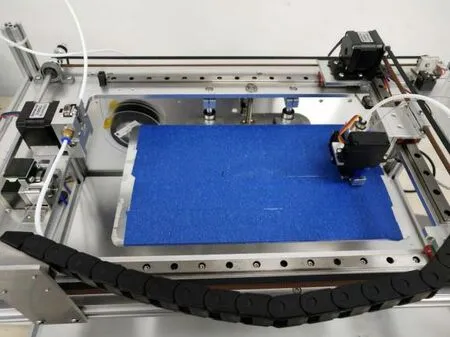
图9 碳纤维长纤增强复合材料双喷头3D打印机

图10 3D打印实物图
5 结语
针对传统FDM3D打印机无法打印碳纤维长纤增强复合材料问题,本文设计了碳纤维长纤增强复合材料3D打印机。针对传统3D打印切片处理过程无法定义每一层的材料信息的问题,提出了双材料分层打印算法,可在指定层打印长纤碳纤维。针对长纤碳纤维连续性特点,对长纤碳纤维进行连续性路径规划,可减少路径跳转点。分析了碳纤维长纤增强复合材料双喷头3D打印机控制系统,开发了碳纤维长纤增强复合材料双喷头3D打印机切片软件,从而实现碳纤维长纤增强复合材料3D打印。
