热轧卷塔形自动识别系统应用实践
2022-03-10崔亚锋赵国明张成斌
崔亚锋,赵国明,张成斌
(鞍钢股份有限公司鲅鱼圈钢铁分公司热轧部,辽宁营口 115007)
0 引言
热轧生产线的钢卷由于张力控制、卷取机侧导板与带钢之间的间隙大、卷筒扩张不到位等原因,导致钢卷边沿不整齐,超过最小许可值,其主要表现是带钢的边沿在钢卷两侧没有对齐,或者钢卷卷芯呈塔形,导致钢卷在调运、后续加工过程中产生质量问题[1]。当前热轧成品塔形判断主要靠质检人员根据工艺标准人工识别完成,识别作业区域需靠近成品钢卷,所在环境油污大、温度高,存在掉卷伤人风险,不利于安全生产。同时由于工作区域高温、工作强度大,识别过程中受人为主观因素影响,现场普遍存在识别失误的情况,容易因反复吊运造成吊破切损。现有识别措施易出现安全隐患和质量事故,如能实现塔形自动识别功能,可以由当前的人工确认塔形和操作封锁转变为无人智能化判断与控制,识别准确度高,能大幅度降低劳动强度,避免人工识别塔形过程中的安全风险;监控每个钢卷的塔形,为产品后续加工提供塔形数据,以提高产量质量、减少废钢,有必要在钢卷下线后对钢卷塔形形状进行检测。
1 塔形自动识别系统综述
1.1 设计思路
用高精度激光测距仪测量测距仪与钢卷一侧的距离,通过激光测距仪的移动扫描测量钢卷固定参考值之间的距离差(图1)。由PLC 控制测距仪测量值并计算钢卷内外直径和塔形,通过对数据的集成分析得出实际塔形状况,并将钢卷信息上传到热轧线一、二、三级自动化系统。依据既定判据,热轧操作可以将已判定封锁的钢卷进行处理,从而实现无人智能检测塔形[2]。

图1 塔形自动识别系统思路框架
1.2 工作原理
通过扫描半径得出钢卷半径上的塔形数据,对于鞍钢热轧1580 生产线,钢卷最大直径2150 mm,分辨带钢厚度为1.0 mm(图2)。塔形高度:
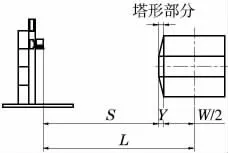
图2 塔形自动识别系统原理

式中 Y——塔形的高度,m
L——激光测距仪到钢卷中心线的距离,m,为固定值
W——钢卷宽度,m,由二级系统下发
S——激光测距仪检测距离,m
2 系统构成
系统由塔形测量系统、PLC 控制系统、塔形分析系统三部分构成:塔形测量系统位于运输链提升机鞍座处,是数据采集和命令执行机构;PLC 控制系统主要控制伺服电机走行,该系统和塔形分析系统均放置于电气室内,利用交换机接入现场一级自动化控制系统,经由现有二级控制系统通信和三级系统建立通信(图3)。
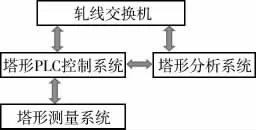
图3 塔形自动识别系统构成
2.1 塔形测量系统
测量系统安装在卷取机后的运输系统1#步进梁固定鞍座处,由测量装置和电气控制柜组成。测量装置由移动装置和激光测距仪组成。激光测距仪采用非接触三角测量激光距离检测器,检测目标耐高温,检测精度高,在有效检测范围内,能检测1.0 mm及以上的钢板,检测距离精度±1 mm。
测距仪采用非接触式三角激光测量:测量时传感器发出一束激光射到被测物表面上,光点通过镜片成像到图像传感器(CCD)上(图4、图5)。
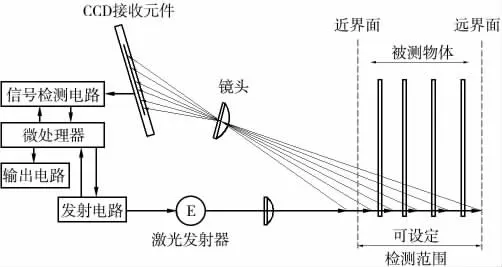
图4 非接触三角激光测距原理

图5 扫描演示
2.2 塔形PLC 控制系统
该系统用于电机控制和检测信号采集,并负责与一级PLC(上位机)通信等。PLC 采用西门子S7-300 系列,通过以太网同热轧线一级自动化系统通信,实现数据的获取和控制。S7-300是德国西门子公司生产的可编程序控制器(PLC)系列产品之一,该系统具有通用性强、模块化结构、性价比高、电磁兼容性强、抗振动冲击性能好的优势。系统通过一套SINAMICS S120 小型变频器控制伺服电机,能够满足系统精确控制、响应速度快的需求。
2.3 塔形分析系统
由一台PC 工业电脑通过以太网与塔形PLC 控制系统连接,塔形PLC 控制系统将检测的钢卷塔形数据发送给塔形分析系统进行曲线分析和统计,以便判定钢卷的质量。
塔形分析系统通过现场一级自动化系统获得来自二级过程自动化系统的钢卷号、卷径、宽度、厚度等信息,并依据用户设定进行计算并反馈该钢卷的塔形判定结果,传送到现场一级自动化系统,合格钢卷进入精整工序,可矫正钢卷传送到拍打器进行塔形矫正。而封锁钢卷则经由二级传输到三级MES(Manufacturing Execution System,制造企业生产过程执行管理系统),进行钢卷封锁处理。在塔形分析系统工控机上,检测数据可以长期保留,便于日后查询。该系统配置HMI(Human Machine Interface,人机接口)可编辑界面,方便直观(图6)。
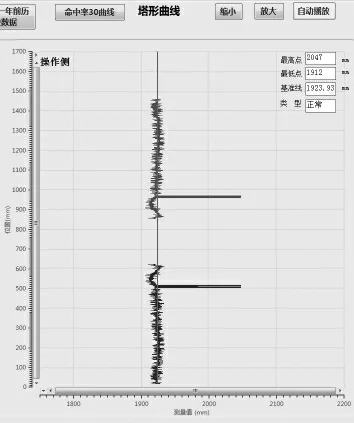
图6 塔形分析系统界面
3 控制功能设计
移动测距仪自基准点(鞍座基础中心)开始扫描,通过三角测距原理对钢卷一侧进行测量。控制系统将测量结果进行计算分析,形成钢卷塔形数据。结合轧线计算机系统向塔形检测系统下传的钢卷号、带钢宽度、钢卷直径等信息,形成数据库文件。根据已设定判据直接送喷字机进行喷号,通信到液压拍打系统进行拍打设定,做标识位传输到三级MES 系统按废卷处理,实现自动判定。其人机界面可以实现塔形数据显示、判据修改、数据分析和数据维护,并能够对测量数据进行统计汇总或者按照钢卷品类查询,实现自由查询和导出。
运行过程中,根据现场工艺实际需求,还将对内塔卷取不良、外塔卷取不良、凸塔形超值、斜塔形超值、内外塔超值等进行细分。同时,正在开发计算钢卷中心偏差量,实现步进梁偏卷检测功能。
4 结论
该系统2020 年4 月份试运行,6 月份正式投入控制,当前实现塔形无人智能识别,规避原有识别方式的安全风险和质量风险,提高成品产量,提升公司自动化智能化水平。
根据统计数据,未投入塔形自动识别系统之前,因吊破而切掉的重量月平均238 t。新增热轧塔形自动识别系统后,切损重量约能减少现有切损重量的1/4 左右,按照成品钢卷与废品之间的差价1100 元/吨计算,该项目实施后预期每年可以降低切损导致的78 万元。目前该设备刚刚投入运行,实际经济效益待数据分析论证得出。