基于西门子1200的立体仓库控制系统设计
2022-03-09王亚敏
王亚敏
(唐山工业职业技术学院,河北 唐山 063299)
1 成品入仓单元简介
本文主要介绍自动化生产工艺过程中的最末环节—成品入仓单元,其功能是将生产完成的产品存放在仓库中,为了提高场地的利用效率,本设计采用2×3的立体仓库,也可根据实际需求更改仓库的层数,以实现成品的摆放。为了使产品能够精确到位的摆放到不同仓储区域,获得较高的位置精度,本立体仓库由一个弧形立体仓库和2轴伺服堆垛机机构组成,其系统结构如图1所示。堆垛机机构把生产完成的产品从上一环节取出,然后按顺序依次放入仓储相应的仓位。为了确定各仓位是否摆放物料,在2×3的仓库每个仓位都安装了一个检测物料的漫反射光电传感器,当某仓位存放了产品时,该光电传感器将信号传输至PLC。堆垛机构水平轴为一个精密分度盘机构,垂直机构为轴丝杆升降机构,均由伺服电机进行高精度控制,从而实现产品的精确摆放。
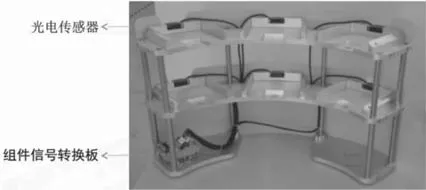
图1 系统结构图
2 运动控制Motion Control
运动控制Motion Control,其简称为MC,是自动化控制系统的一个重要分支[1],通常情况下,运动控制是指在复杂条件下,实现机械运动精确位置、速度和加速度的控制,被广泛应用于自动化生产线中,如包装、印刷和装配工业等。
从基本结构上看,一个典型的现代运动控制系统的硬件系统主要由PC机、控制器、电机驱动器、电动机、执行机构和传感器反馈检测装置等部分组成。其中的控制器是指以CPU为核心、以传感器为信号输入元件、以电机或动力装置和执行单元为控制对象的一种控制装置。本文介绍的是如何用PLC实现伺服电机的运动控制,其控制流程如图2所示。

图2 伺服驱动控制流程图
伺服系统是用电动机驱动机械运动的控制系统,控制器为整个系统的核心,电动机为被控对象。伺服系统主要由伺服驱动器和伺服电机两部分组成。成品入仓单元的垛机应用了两套伺服系统,实现左右旋转和上下移动的运动模式,伺服电机与伺服控制器的连接如图3所示。

图3 伺服控制器与伺服电机的连接图
伺服控制器的工作电源是单相220VAC。伺服控制器的CN1与PLC相连,CN2和CNP2与伺服电机相连。
3 1200运动控制方式
1200PLC运动控制有通讯方式、PTO输出和模拟量控制3种控制方式[2]。
1)通讯控制方式。S7-1200可通过基于PROFIBUS/PROFINET的PROFldrive方式与支持PROFldrive的驱动器连接,最多可带16个从站。
2) PTO输出控制方式。S7-1200通过发送PTO脉冲的方式控制驱动器,可以是脉冲+方向、AB正交,也可以是正反脉冲的方式。S7-1200最多只能通过PTO控制4个驱动,即控制4个伺服电机,或者说是4个轴,且不能进行扩展。
3)模拟量控制方式。S7-1200PLC通过输出模拟量来控制驱动器。
本文采用S7-1200的PTO运动控制方式,PTO的控制方式是目前为止所有版本的S7-1200CPU都有的控制方式。该控制方式由CPU向伺服驱动器发送高速脉冲信号以及方向信号来控制轴的运行,如图4所示。S7-1200轴资源的个数是由PLC的硬件能力决定的,不是由单纯的添加IO扩展模块来扩展的。

图4 PTO输出的连接方式
表1是1215C的轴资源列表,其4个PTO的输出点分别为Q0.0-Q1.1,每一个轴要占用2个输出点,一个是脉冲信号,一个是方向信号。对于高版本的1215C,每个输出点的用途可以自定义,根据需要进行调整。即在方向不经常变化的情况下,可以将100KZ的输出点用来输出脉冲信号,20KZ的输出点用来输出方向信号。

表1 1215C的轴资源列表
4 1200PLC运动控制PTO的配置方法
在进行程序设计之前,需要在PLC中进行轴的配置。具体的配置方法为:1)在设备视图中配置PTO及输出点位设置,如图5、6所示;选中要启用的轴,勾选启用脉冲发生器,选择脉冲输出的点为Q0.0,方向输出的点为Q0.4。
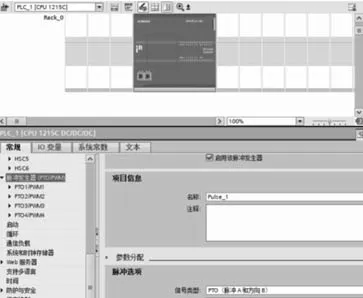
图5 设备视图中配置PTO

图6 脉冲输出和方向输出的点位设置
2)硬件组态工艺对象组态。如果只是需要按照一定的频率发送脉冲控制驱动器的速度与方向,则在以上硬件组态完成后直接调用下面的指令CTRL_PTO 就可以了,如图7所示。程序编写如图8、9、10所示。被系统的伺服驱动器采用的是台达ASD-B2伺服驱动器,参数设置为 :P2-08=10,P2-15=122,P2-16=123,P2-17=121,电子齿轮比:P1-44分子=32;P1-45分母 =1。
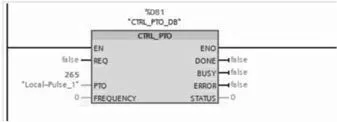
图7 PTO控制指令

图8 程序段1

图9 程序段2

图10 程序段3
由于本系统中除了进行速度控制外还要进行位置、回原点等控制,则在S7-1200的硬件组态完成后还需要进行工艺对象组态,如图11所示为工艺对象组态。图12所示为回原点的设置。在这里的扩展“参数-回原点-主动”中的“主动”就是传统意义上的回原点或是寻找参考点。当轴触发了主动回原点操作,则轴就会按照组态的速度寻找原点开关信号,并完成回原点命令。

图11 工艺对象组态
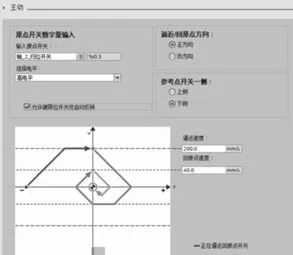
图12 回原点的设置
起始位置偏移量,该值不为零时,轴会在距离原点开关一段距离停下来,这个距离值就是偏移量,把该位置标记为原点位置值。该值为零时,轴会停在原点开关边沿处。
5 总结
伺服驱动在高精度位置、速度和加速度控制方面具有强大的优势,为高精度自动化控制提供了解决方案,广泛应用于自动化控制中。
