同轴接触件导线压接组装工艺研究
2022-03-08陈宇
陈 宇
(贵州航天电器股份有限公司,贵州贵阳,550008)
1 引言
电连接器及其组件是电子系统工程重要的配套接口原件,相当于电子设备的血液循环和神经系统,散布在各个分系统中,负责信号与能量的传输,其连接性能的优劣直接关系到整个系统的安全、可靠运行。射频连接器和混装连接器是电连接器的重要分支,其中射频连接器主要用于射频信号的传输,混装连接器可同时完成低频信号和射频信号的传输。射频连接器和混装连接器中射频信号传输主要通过其中同轴接触件完成。现有同轴接触件导线压接组装基础薄弱,相关标准规定不具体。因此,开展同轴接触件导线压接组装工艺技术研究,对提升同轴接触件压接组装质量和效率具有重要意义。
2 同轴接触件结构
同轴接触件(以插针合件为例)结构如图1和图2所示。由外导体、介质体1、内导体(插孔或插针)、介质体2、压接筒、导线和热缩管组成。
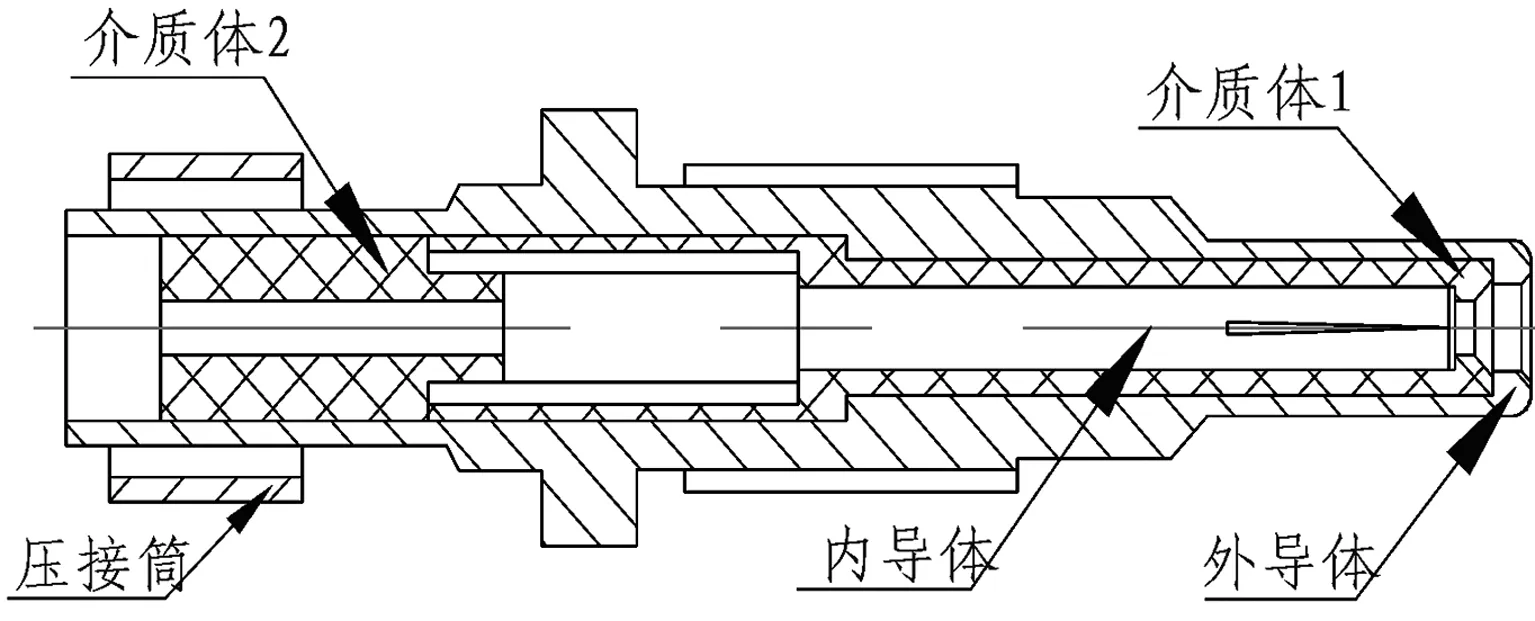
图1 同轴接触件结构图(压接导线前,无导线和热缩管)
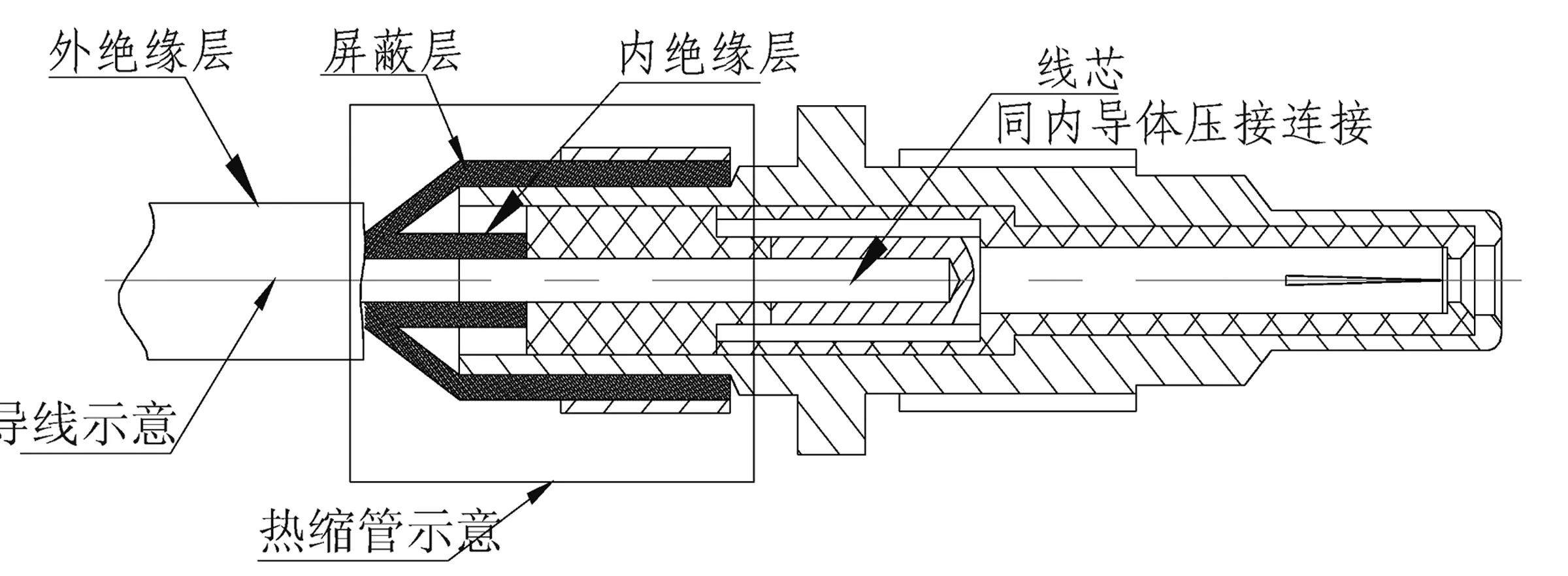
图2 同轴接触件结构图(压接导线后)
导线线芯同内导体压接连接,屏蔽层外翻至外导体外表,压接筒实现屏蔽层同外导体连接和固定组装,同时压接筒外组装热缩管进行加固和保护。
导线通过压接筒和屏蔽层压接,并套热缩管固定组装后,导线内绝缘层顶住介质体2,介质体2顶住内导体,实现所有零件轴向的紧密配合,阻止连接器对接使用中内导体的退缩。
3 同轴接触件屏蔽导线压接组装关键环节控制分析
3.1屏蔽导线剥线尺寸控制
屏蔽导线剥线尺寸控制示意见图3所示。屏蔽导线结构组成包括芯线、内绝缘层、屏蔽层和外绝缘层。需对屏蔽导线各部分剥线长度进行控制,以保证能够实现组装和组装后各零件紧密配合。剥线长度控制原则如下:
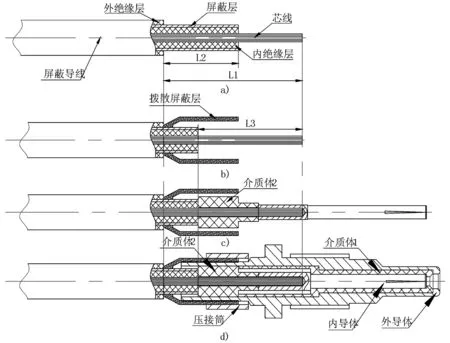
图3 屏蔽导线剥线尺寸控制图
a)总的剥线长度L1:L1为整个导线组装入同轴接触件内部尺寸加余量,余量与导线粗细有关,导线越粗留的余量应越大(余量主要由屏蔽层丝径、外翻弯曲尺寸决定);
b)屏蔽层长度L2:L2为导线屏蔽层需外包到外导体外形上的长度加余量(余量同a);外包到外导体外形上的长度为外导体外形屏蔽层组装长度加需漏出压接筒端长度;
c)导线线芯长度L3:L3为导线线芯穿入内导体长度加介质体2长度。
3.2 同轴接触件屏蔽层压接控制
同轴接触件压接实物示意见图4。压接部位尺寸示意见图5,压接部位的径向尺寸由外导体外径d1、导线屏蔽层丝径d2、压接筒壁厚L组成。

图4 同轴接触件压接实物图
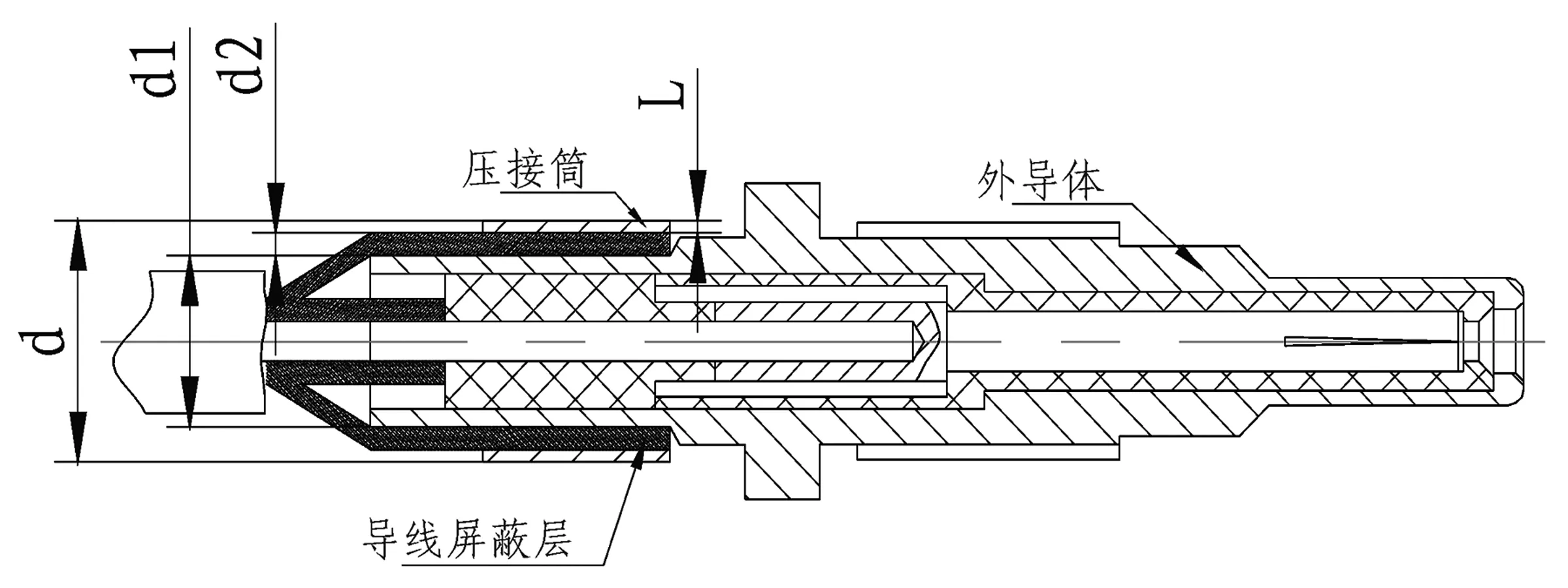
图5 同轴接触件压接筒压接部位径向尺寸示意图
要实现导线屏蔽层紧固压接连接,压接后屏蔽层丝需实现一定的变形,屏蔽层分散均布组装于外导体外,每个位置最多1根屏蔽层丝,不存在重叠现象;屏蔽层丝压接变形可按丝径50%控制,如直径0.1左右的屏蔽层丝,一般单根丝压接变形按0.05控制,径向分布2根丝压缩量按0.1。同轴接触件屏蔽层外压接筒压接一般为六方压接,见图4所示。要实现屏蔽层的可靠压接,需通过压接六方平行边间距控制屏蔽层丝压缩变形量,实现可靠压接。压接筒压接六方平行边间距d为。
d=d1+2d2+2L-2×0.05=d1+2d2+2L-0.1(以屏蔽层丝径0.1为例)
同轴接触件导线屏蔽层压接,应按以上理论方法进行压接筒压接外形尺寸计算,在相关工艺文件进行明确规定,指导压接过程压接筒外形尺寸控制,保证压接可靠性。
除进行压接筒压接外形尺寸控制外,还需进行压接抗拉力控制。抗拉力控制可参照SJ 50681/32-94《SMA系列射频同轴连接器详细规范》。
对屏蔽导线SFF-50-1(单根屏蔽层丝径0.1),按以上要求进行压接验证,屏蔽层丝压接变形量按单根0.05控制,压接4根导线进行抗拉力测试,抗拉力分别为48N、50N、52N、63N(数据存在差异,原因为压接零件尺寸不能做到绝对一致,保证了单股屏蔽层丝压缩量最小0.05,但有存在大于0.05的情况),结果满足SJ 50681/32-94规范要求的大于44.5N的抗拉力要求。故以上理论分析合理。
4 同轴接触件导线压接组装工艺控制
4.1 内导体组装和压接
屏蔽导线同内导体按如下步骤和要求进行组装和压接。
a)剥线1:屏蔽导线按3.1图3a)要求尺寸进行剥线,要求剥线后电缆绝缘层切口整齐,无烧蚀现象;屏蔽层切面整齐,屏蔽层无断丝;
a)拨散屏蔽层:按3.1图3b)剥散屏蔽层,使屏蔽层均匀向四周散开,要求屏蔽层无打结,无断丝;
c)剥线2:屏蔽导线按3.1图3b)要求尺寸再次剥线芯,要求剥线后电缆内绝缘层切口整齐,无烧蚀现象;
d)屏蔽导线同内导体组装:屏蔽导线线芯穿过介质体2,再穿入内导体;要求导线内绝缘层紧贴介质体2,介质体2紧贴内导体;线芯无散丝和残留,需全部穿入内导体;
e)压接:压接工具实现内导体同导线线芯压接,压接过程需进行首件末件压接并测试抗拉力,保证批量压接合格。该压接同低频导线压接,工艺技术相对成熟。
4.2 屏蔽层组装和压接
屏蔽层同外导体和压接筒按如下步骤和要求进行组装和压接。
a)介质体1同外导体组装:介质体1从外导体尾端装入外导体内,要求组装后介质体1和外导体无损伤,介质体1不脱出外导体。
b)压接的电缆组件同外导体组装:压接的电缆组件推入外导体内,屏蔽层在外导体尾端外侧,要求推入到位,介质体1同介质体2贴平。
c)压接筒组装:将压接筒从电缆尾端穿入,套在电缆屏蔽层外。要求组装后电缆屏蔽层分布均匀,轴向径向都无堆缩现象,不允许有松散和未全部组装入压接筒的情况,压接筒前端需有屏蔽层丝外露。具体示意见图6。
图6 屏蔽层、外导体和压接筒组装图
d)压接筒压接:压接工具实现压接筒同导线屏蔽层压接,压接过程需进行首件末件压接,并按3.2要求进行压接筒压接外形尺寸、压接抗拉力的首件末件检测,保证批量压接合格。压接外形尺寸测试时,如图7所示,卡尺需沿轴向夹持压接筒压接平行边中心位置测量。按GJB 5020-2001《压接连接技术要求》要求,压接过程不许有重复压接操作。
图7 压接筒压接后外形尺寸测试示意图
4.3 防护处理
为提升屏蔽层同外导体和压接筒的压接组装紧固性,采取如下防护加固措施。
a)锡焊:屏蔽层同外导体压接后,按图8所示在外导体前端漏出的屏蔽层丝位置进行锡焊处理。压接无异常合件一般紧固性足够,可以不用锡焊,锡焊主要为防止压接不牢情况。

图8 屏蔽层锡焊前后示意图
b)套热缩管:在压接筒同屏蔽层压接处及尾端导线上套热缩管,对屏蔽层压接组装位置进行防护和加固。要求热缩管热缩组装后外观平整一致,参考图9。

图9 套热缩管组装后合件示意图
5 结束语
本文从理论上分析了同轴接触件屏蔽导线压接组装的关键环节控制要求:屏蔽导线剥控制要求,和屏蔽层压接组装控制要求。结合理论分析,总结了同轴接触件导线组装工艺过程和控制要点,对提升同轴接触件压接组装质量和效率具有重要指导意义。
