PROTOS系列卷接设备新型 高速同步吸丝带的研究与设计
2022-03-08李勇张文平金彩洪刘松李吉安邢尧张桢
李勇,张文平,金彩洪,刘松,李吉安,邢尧,张桢
(红塔烟草(集团)有限责任公司楚雄卷烟厂,云南 楚雄 675000)
目前,世界上最先进的两大烟机设备制造公司是德国的HAUNI公司和意大利的GD公司,卷接设备系列有中速机、高速机、超高速机,卷烟生产能力从7000支∕min到20000支∕min。中国烟草机械总公司在20世纪90年代初开始引进德国HAUNI公司生产的PROTOS系列中速机生产技术,由常德烟机消化吸收生产。PROTOS系列卷接设备在国内各烟厂应用十分广泛,也是我厂的主力设备。为持续推进降本增效,消除生产过程中不增值环节和存在的浪费,提升产品质量已成为车间重点工作之一。
1 存在的问题
我厂使用的卷接设备,中速机PROTOS70,国产代号ZJ17卷接机组,超高速机PROTOS2-2,国产代号ZJ116卷接机组,进口机PROTOS-M5卷接机组都属于德国HAUNI公司PROTOS系列技术的卷接设备,在供料成条机吸丝成型部分都采用吸丝带吸附输送烟丝,都采用带凹槽的削减盘修剪多余的烟丝,形成有紧头段的烟丝束雏形。由于设备设计时吸丝带主动轮工作面为光滑的圆柱面,吸丝带在运行过程中会出现不规则的打滑现象,从而导致切刀不能准确恒定切割在烟条紧头段的中间位置,造成生产过程中不良品剔除率偏高,影响产品质量的提升和企业生产成本的增加。
2 原因分析
对VE供料成条机的整个结构、原理、工作过程进行深入分析研究,分析认为:吸丝带传动其实是一种类似平皮带的传动方式,主动轮、惰轮、张紧轮、被动轮的工作面均为光滑的圆柱面(如图1所示),吸丝带为尼龙材料,由经线和纬线编织而成,工作时通过气缸对吸丝带进行实时张紧、平带传动,从理论上分析,本身就存在滑动打滑和弹性打滑的可能,由于尼龙吸丝带随着运行时间的增长,吸丝带长度会伸长,宽度会逐渐变窄,吸丝带与主动轮表面接触时的摩擦力也就随之降低,导致吸丝带与主动轮之间出现不规则的打滑现象更为严重,从而造成烟丝束紧头位置漂移量更大,切割装置刀头切刀就不能准确切割在烟丝束紧头段的中间位置,最终造成烟支空头及不良品剔除数量增多的问题。

图1 吸丝带与主动轮的配合
3 新型高速同步吸丝带的设计思路
为从根本上解决吸丝带在设备运行过程中出现打滑问题,创新提出了同步吸丝带的解决方案,由于工作环境有烟末、粉尘存在,为防止烟末、粉尘在与吸丝带配合的主动轮齿根面上堆积,采用非标同步带设计,即吸丝带齿高缩短,增大同步吸丝带齿顶面到主动轮齿根面之间的距离,这样进入的细小烟丝、粉尘就会被吸风室的吸风及时吸走,保证新型高速同步吸丝带的平稳运行。
(如图2、图3所示)非标同步带材料采用聚酰胺,俗称尼龙和抗拉钢丝,其带齿形状为梯形齿,吸丝孔直径为0.5mm,吸丝孔采用三种间隔距离开孔,每列中孔的距离为0.9mm,在齿根面和齿顶面的孔(2),列的距离为1.2mm;为避免带齿的承载能力下降,在齿根与齿顶的过渡面的孔(1),增大列的距离为1.3mm,确保吸丝带的使用寿命;根据不同的机型,吸丝带的宽度和长度可随意选用,孔尺寸和排列方式及间隔距离不变即可。
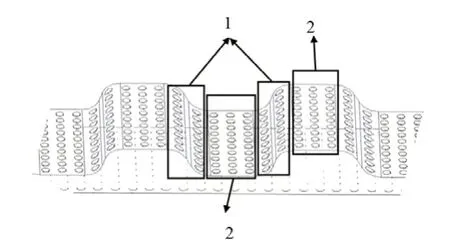
图2 新型高速同步吸丝带放大图

图3 新型高速同步吸丝带结构
4 结语
新型高速同步吸丝带,传动精度接近齿轮传动,传动比恒定,使得烟条切刀能准确恒定切割在烟条紧头段的中部位置,从而避免了以往吸丝带的打滑问题,保证了每支烟重量的一致性,减少了不良品的产生、降低了生产成本、提高了烟支质量和生产效率,并采用聚酰胺(尼龙)配合抗拉钢丝,使用新型材料,延长了使用寿命。根据不同机型,改变其宽度和长度,对中速、高速、超高速卷接机组都适用。
