正六边形造纸法再造烟叶产品分切机的设计及应用
2022-03-07巴云鹏唐蓉唐向阳刘宝才刘海风
巴云鹏,唐蓉,唐向阳,刘宝才,刘海风
烟草设备
正六边形造纸法再造烟叶产品分切机的设计及应用
巴云鹏,唐蓉*,唐向阳,刘宝才,刘海风
云南昆船环保技术有限公司,昆明市官渡区昆船工业区 650051
正六边形再造烟叶产品丝长的均一性较好,但目前国内外尚未有此类产品的分切设备。通过理论分析、分切设备系统结构设计、定刀系统、动刀系统设计、定刀系统与动刀系统的匹配设计,研制出了正六边形产品的分切设备。研制的分切设备连续运行结果表明该设备工作稳定,生产的产品外形规则统一,尺寸满足生产工艺要求,正六边形再造烟叶产品成型率为93.68%,碎片率为2.02%,大片率为4.3%。
造纸法;再造烟叶;六边形;分切机;成型率;碎片率
随着烟草行业降焦减害工作的不断深入,再造烟叶产品在卷烟配方中使用比例在逐步增加,因此中式卷烟对造纸法再造烟叶也提出了更高要求[1,2]。再造烟叶在应用过程中与烟叶掺配并经过一系列制丝工艺加工,其掺配的均匀性、物理及化学指标的变化等均可影响卷烟产品的品质[3-9]。很多学者对再造烟叶分切片型及面积大小对再造烟叶成丝效果的影响进行了研究,结果表明:现有的四边形或不规则片型再造烟叶切丝后长度较烟叶丝偏长,同时中丝率和碎丝率与再造烟叶的片型结构及面积大小有关;正六边形(边长24.8mm)再造烟叶产品与相同面积的菱形(40mm×40mm)再造烟叶产品进行比较,正六边形产品切丝后不存在大于50mm的长丝,而且正六边形再造烟叶产品切丝后丝长在20~50mm范围内的较菱形产品提高了11.23%,说明正六边形再造烟叶产品可以大大降低相对较长和较短丝的比例,使再造烟叶切丝后丝长的均一性更好[10-15]。
目前国内外再造烟叶加工企业普遍采用的是四边形或不规则片型的分切设备,尚未出现可加工正六边形产品的分切设备。为此研制了一台能将整幅造纸法再造烟叶分切为正六边形产品的设备,为卷烟企业提供更适应制丝工艺要求的正六边形再造烟叶产品,从而提高卷烟产品质量。
1 正六边形再造烟叶产品分切原理
再造烟叶加工是一个连续成型的过程,只有在纸幅的运动方向(即纵向)和固定宽度方向(即横向)皆将其有效切断,才能将整幅造纸法再造烟叶分切为小片。本文提出了一种将整幅造纸法再造烟叶分切为正六边形产品的方法,既能获得形状和尺寸满足工艺要求的正六边形产品,又能最大限度利用整幅再造烟叶,如图1所示。

图1 蜂窝状切割示意图
为实现正六边形切割,沿纸幅横向将蜂窝状的每一排正六边形划分为上下对称的两半,即形成多条上、下半部分切割轨迹,将上半部分轨迹横向平移一个正六边形对角线长度,则与下半部分轨迹完全一致。由此可见,通过将刃口形状尺寸与切割轨迹一致的多排刀片交错布置,再调整相邻两排刀片切割作用的间隔时间以控制正六边形的高度,即可将纸幅连续分切得到满足尺寸要求的正六边形再造烟叶产品,如图2所示。
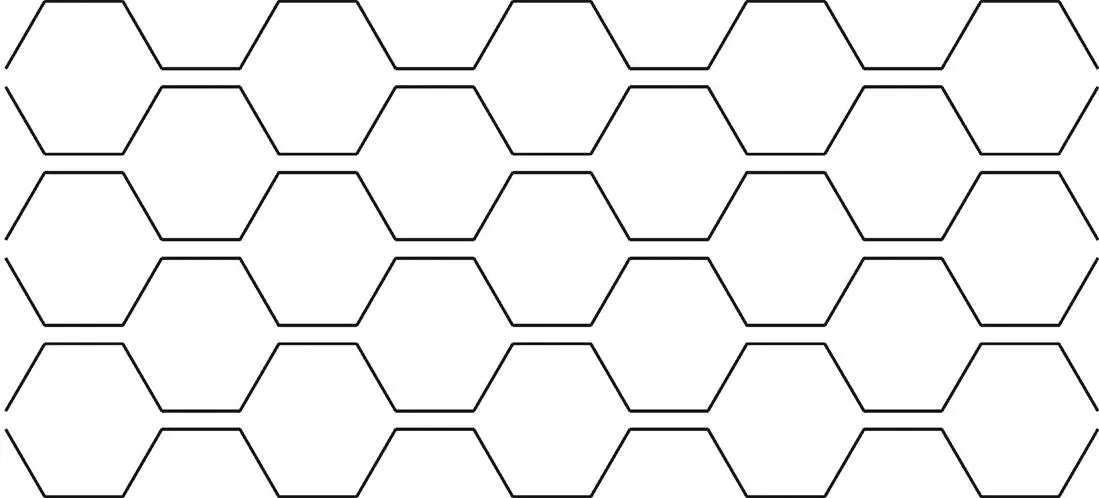
图2 划分为多排的切割轨迹示意图
2 系统技术实现
2.1 系统结构设计
根据上述正六边形再造烟叶产品的分切原理,本文设计了一种正六边形产品的分切设备。该设备由进料系统、动刀系统、定刀系统、传动系统与机体组成,如图3所示。进料系统包括翻板门与引纸装置;动刀系统包括旋转的刀辊及固定在刀辊上的多排动刀;定刀系统包括定刀及其固定支撑;传动系统包括电机、减速机、皮带和皮带轮;机体为整个设备的支承固定部件并提供安全保护。
该设备通过传动系统带动动刀系统旋转,与机体上的定刀系统配合将通过进料系统连续进入的纸幅分切,形成满足工艺要求的正六边形再造烟叶产品。其工作原理是在动刀系统的旋转刀辊上布置多排动刀,保证动刀旋转的线速度与纸幅生产速度相匹配,通过动刀与定刀配合对纸幅进行分切,得到符合工艺要求的再造烟叶产品。
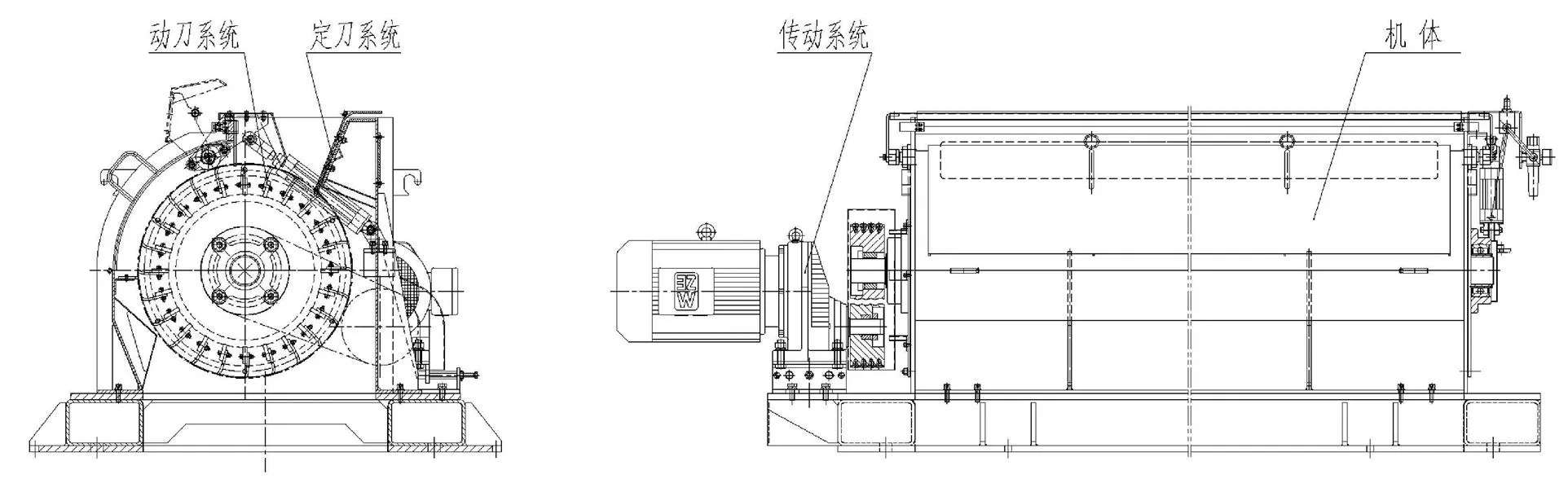
图3 正六边形再造烟叶产品分切机结构示意图
2.2 定刀系统设计
为保证定刀能够与多排交错布置的动刀均可有效配合以对纸幅形成剪切作用,定刀刃口的形状尺寸须与每排动刀的割痕相匹配,如图4所示,按照前述原理,将符合正六边形分切工艺尺寸要求的两种切割轨迹叠加,形成的实线即为交错的动刀与定刀配合形成剪切的轨迹,因此定刀刃口按图4中实线的形状设计。

图4 六边形分切动刀轨迹重合示意图
除此之外,由于造纸法再造烟叶运动速度快且比重较小,容易受气流影响造成摆动,不利于分切成型,因此在设计定刀系统时,还需考虑定刀对纸幅进行支撑,使纸幅在分切时保持平整、稳定。
2.3 动刀系统设计
动刀系统包括旋转的刀辊及固定在刀辊上的多排动刀,动刀在圆周上均匀布置。
2.3.1 动刀的排列
由于正六边形再造烟叶产品分切时多排刀片之间需要保持一定的间隔时间,以形成满足正六边形产品工艺要求的纵向高度。本文结合某再造烟叶生产线的纸幅生产速度,综合考虑设备外形与安装尺寸的限制,以及加工难度和制造成本等因素,确定了动刀系统外径,最终将动刀系统设计为由24排动刀均匀分布在刀辊圆周上的结构。
为提高动刀加工制造及安装更换效率,将整排动刀设计为由多片尺寸一致的独立动刀组成,每片动刀独立安装固定于动刀架上,多片动刀安装后构成整排的动刀。相邻两排刀片按照一个正六边形对角线长度的交错距离布置,相邻两排动刀交替与定刀相互作用将纸幅分切形成完整的正六边形再造烟叶产品。
2.3.2 动刀设计
为满足正六边形片型的分切要求,每片动刀的刃口需与正六边形片型的尺寸及形状一致,每片动刀的外形与定刀的刃口形状尺寸匹配。为此将动刀设计为刀刃向动刀旋转方向弯曲的结构,能更有效的对再造烟叶形成剪切撕扯作用,如图5所示。
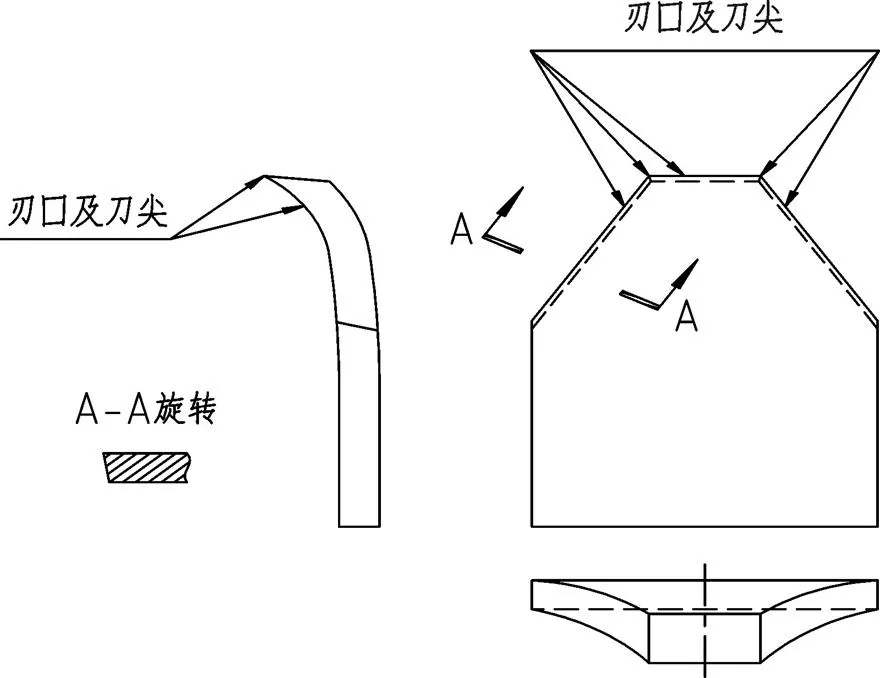
图5 动刀外形示意图
2.4 定刀系统与动刀系统的配合设计
根据蜂窝状的切割成型原理,每排切割的轨迹并非为一条直线,因此采用动刀与定刀相配合对纸幅进行剪切,以获得满足要求的多排切割轨迹。正六边形再造烟叶产品分切机的动刀与定刀之间应保留适当的间隙,以便于装配并确保动刀高速旋转时正常运行,如图6所示。
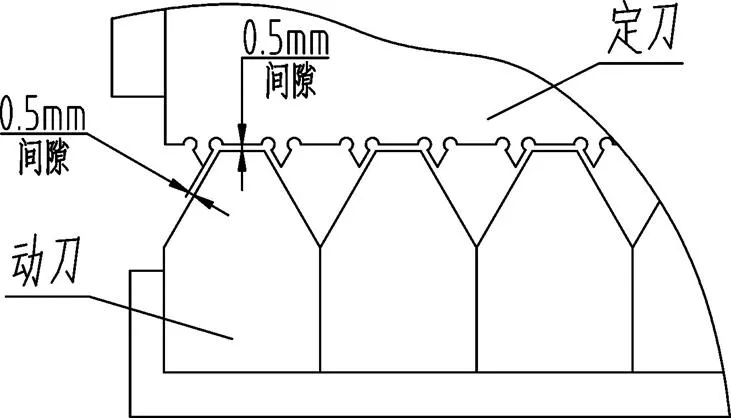
图6 动刀与定刀配合示意图
另外,由于定刀的刃口仅保留每排切割轨迹重合的部分,因此动刀与定刀按照定刀刃口的外形对纸幅形成剪切后,其余的部分通过动刀的刃口继续撕扯成型,剪切与撕扯的轨迹如图7所示,图中实线部分为定刀与动刀剪切形成的轨迹,虚线部分为再造烟叶沿动刀刃口撕扯的轨迹。
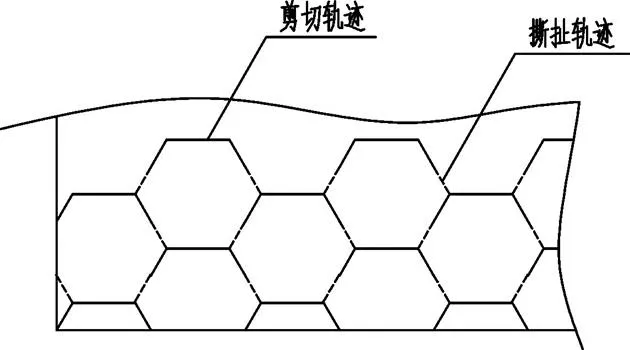
图7 正六边形叶片分切撕扯轨迹示意图
为了让定刀与动刀有效地形成剪切与撕扯延伸的效果,将定刀设置在动刀辊圆周上十点钟的位置,如图8所示。旋转的动刀与定刀完成对纸幅剪切后,继续对纸幅形成撕扯作用,使纸幅在连续剪切与撕扯的共同作用下被分切为满足工艺要求的正六边形产品。
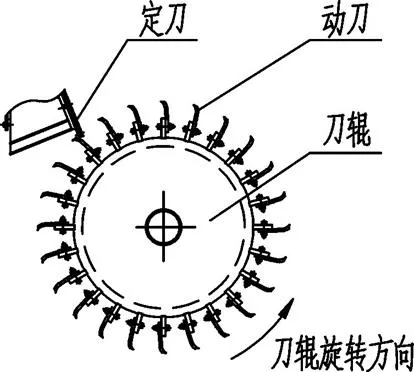
图8 动刀与定刀位置示意图
2.5 传动系统设计
该设备采用“电机变频调速+旋转编码器电机转速检测反馈”的控制模式,实际应用中结合电机、减速机的选型参数,通过调整电机转速来控制刀辊上动刀的切割速度,确保动刀系统的工作转速与纸幅生产速度相匹配,保证分切后的片形及尺寸满足工艺要求。
电机转速计算如下:
式中:1电机转速,r/min;
1皮带轮传动比;
2减速电机传动比;
再造烟叶生产速度,m/min;
分切的片型高度,m;
动刀排数。
实际应用中结合电机、减速机的选型参数,通过变频器调整控制电机转速来实现分切机连续稳定生产出合格的正六边形再造烟叶产品。
3 应用效果
3.1 正六边形再造烟叶产品分切机分切效果
本文研制的正六边形再造烟叶产品分切机实现了正六边形再造烟叶产品的连续生产,产品如图9所示,其外观规则统一,尺寸符合工艺要求。图10为正六边形再造烟叶产品生产现场图。

图9 正六边形再造烟叶产品

图10 正六边形再造烟叶生产现场图
3.2 正六边形再造烟叶产品成型率
3.2.1 检测原料及仪器
原料:边长为20 mm的正六边形再造烟叶产品。
主要仪器:TCS-500电子台秤(瑞士Mettler Toledo公司);GTS-0830滚筒筛(多段筛),两段筛网孔直径分别为10 mm和50 mm(河南宏智机械制造有限公司)。
3.2.2 检测方法
在打包完成的成品中随机选取5箱,每箱取样1次,每次取500 g作为待测样品,计为Mn。将样品中最大外形尺寸小于10 mm的碎片及大于50 mm的大片筛出称重计量,以计算样品的碎片率、大片率和成型率。
将3个取样袋分别接入滚筒筛出料口,启动设备待运行稳定后,从进料口均匀倒入5个样品,选用筛孔直径尺寸为10 mm和50 mm的两段筛网进行筛分,筛出碎片与大片,筛分完成后取下样品袋,依次称量各样品筛出物的样品质量,并记录筛出物碎片M1a、合格片M1b和大片M1c的质量,筛出物比例分别记为(M1a/m)×100%、(M1b/m)×100%、(M1c/m)×100%,计算得到各种原料样品的碎片率、合格率、大片率,结果修约至0.1%。
3.2.3 检测结果
经检测分析,正六边形再造烟叶产品(5个样品)的碎片率、成型率、大片率,如表1所示。
表1 正六边形再造烟叶产品检测分析表
Tab.1 Inspection and analysis table of hexagonal reconstituted tobacco products
样品编号碎片率/%成型率/%大片率/% M11.594.93.6 M22.293.64.2 M33.092.24.8 M41.694.93.5 M51.892.85.4 平均值2.093.74.3
由表1可知,采用正六边形再造烟叶产品分切机生产的正六边形再造烟叶产品,碎片率最高为3%,最低为1.5%,平均为2%;成型率最高为94.9%,最低为92.2%,平均为93.7%;大片率最高为5.4%,最低为3.5%,平均率为4.3%,未发现尺寸≥150mm的连片。正六边形再造烟叶分切机生产的产品一次成型率较高,超过92%,碎片率与大片率较低。由于在纸幅边缘无法形成连续完整的切割轨迹,因此产品中存在碎片与大片,后续可以通过筛分设备将产品中的碎片与大片筛除,以提高最终成品的成型率。
综上所述,本文研制的正六边形再造烟叶产品分切机实现了正六边形再造烟叶产品在再造烟叶加工行业中从无到有的突破,产品成型率较高,超过了92%,产品尺寸与形状的均匀性、一致性较好。与传统四边形规格产品相比较,同样面积大小规格产品,切丝后再造烟叶丝长度集中在20~50mm范围内,长度更加均匀[15],既能提高卷烟加工过程混配均匀性,有效提升卷烟内在品质;又能增加再造烟叶在卷烟产品的掺配量,降低卷烟焦油量及部分有害成分释放量。
4 结论
本文提出了一种按照蜂窝状切割轨迹将整幅造纸法再造烟叶分切为正六边形产品的方法,研制了可实现连续生产正六边形再造烟叶产品的分切设备,填补了国内外空白。该设备已在云南某再造烟叶加工企业连续稳定运行,生产出的产品外形规则统一、尺寸满足工艺要求。经检测分析,正六边形再造烟叶产品成型率为93.68%,碎片率为2.02%,大片率为4.3%。
[1] 国家烟草专卖局. 卷烟工艺规范[M]. 北京:中央文献出版社,2003.
State Tobacco Monopoly Administration. Cigarette process spcifications[M]. Beijing: Central Party Literature Press, 2003
[2] 张玉海,邓国栋,王信民,等. 质构仪法测定烟叶粘附力[J]. 烟草科技,2011(11): 5-9.
ZHANG Yuhai, DENG Guodong, WANG Xinmin, et al. Determination of tobacco leaf adhesion with texture analyzer[J]. Tobacco Science & Technology, 2011,(11): 5-9.
[3] 白晓莉,邹泉,牟定荣,等. 制丝过程对再造烟叶物理及化学性质的影响[J]. 烟草科技, 2009(8): 14-17.
BAI Xiaoli, ZOU Quan, MOU Dingrong, et al. Effects of primary processing on physical and chemical characteristics of reconstituted tobacco[J]. Tobacco Science & Technology, 2009,(8): 14-17.
[4] 白晓莉,邹泉,董伟,等. 工艺加工对再造烟叶致香成分、有害成分和感官质量的影响[J]. 烟草科技,2009(10): 12-16, 20.
BAI Xiaoli, ZOU Quan, DONG Wei, et al. Effects of processing on aromatic and harmful components and sensory quality of reconstituted tobacco[J]. Tobacco Science & Technology, 2009,(10): 12-16, 20.
[5] 张玉海,邓国栋,王信民,等. 质构仪在烟叶物理特性测定中的应用研究[G]. 2012.
ZHANG Yuhai, DENG Guodong, WANG Xinmin, et al. Application of texture analyzer in determination of physical properties of tobacco leaves[G].2012.
[6] 席年生,邓国栋,宋伟民,等. 再造烟叶物理特性及其对切丝与卷制效果的影响[J]. 烟草科技,2014(4): 15-19.
XI Niansheng, DENG Guodong, SONG Weimin, et al. Physical characteristics of different reconstituted tobacco and their influences on tobacco cutting and cigarette making[J]. Tobacco Science & Technology, 2014,(4): 15-19.
[7] 赵云峰,楼卫东,金文良,等. 造纸法薄片切丝生产线投料段薄片包松散装置的设计[J].硅谷,2012(9): 47-48+25.
ZHAO Yunfeng, LOU Weidong, JIN Wenliang, et al. Design of the loose device of the feeding section of the paper-making sheet cutting line[J]. Silicon Valley, 2012,(9): 47-48+25.
[8] 李善莲,边腾飞,徐大勇,等. 造纸法再造烟叶丝掺配工艺研究[J]. 烟草科技,2014(5): 9-12.
LI Shanlian, BIAN Tengfei, XU Dayong, et al. Study on strands blending of paper-making process reconstituted tobacco[J]. Tobacco Science & Technology, 2014,(5): 9-12.
[9] 邓国栋,席年生,李红涛,等. 造纸法再造烟叶单独制丝关键工序加工条件对加工质量的影响[J]. 烟草科技,2014(3): 9-13.
DENG Guodong, XI Niansheng, LI Hongtao, et al. Studies on key processing conditions for separate processing of paper-making process reconstituted tobacco[J]. Tobacco Science & Technology, 2014,(3): 9-13.
[10] 鲁宇童,张艺洁,丁丹阳,等. 基于正交设计的制丝工艺参数对叶丝质量的影响[J]. 湖南农业大学学报(自然科学版),2018, 44(2): 140-144.
LU Yutong, ZHANG Yijie, DING Danyang, et al. Effects of tobacco primary processing parameters on cut tobacco quality based on orthogonal design[J]. Journal of Hunan Agricultural University (Natural Sciences), 2018,44(2): 140-144.
[11] 王旭锋,刘蒙蒙,李向阳,等. 制丝工艺参数对烟丝结构和卷烟感官质量的影响[J]. 安徽农业科学,2016, 44(13): 61-62.
WANG Xufeng, LIU Mengmeng, LI Xiangyang, et al. Effects of processing parameters for cut tobacco productions on the tobacco structure and cigarette smoking quality[J]. Journal of Anhui Agri. Sci., 2016, 44(13): 61-62.
[12] 李俊男,黄亚宇. 不同打叶框栏开口对烟叶片型的影 响[J]. 农业装备与车辆工程,2020(6): 144-145+148.
LI Junnan, HUANG Yayu. Effects of different opening of leaf frame on leaf shape[J]. Agricultural Equipment & Vehicle Engineering, 2020(6): 144-145+148.
[13] 王发勇,牛绍辉,李一辉,等. 基于片烟结构的不同规格框栏对比分析及优化设计[J].烟草科技,2020(6): 103-107.
WANG Fayong, NIU Shaohui, LI Yihui, et al. Correlations between parameters of basket opening and threshing performance[J]. Tobacco Science & Technology, 2020,(6): 103-107.
[14] 胡静宜,杨永锋,刘茂林,等. 打叶复烤后不同尺寸片烟的化学成分差异[J]. 西北农林科技大学学报(自然科学版),2020(9): 89-94.
HU Jingyi, YANG Yongfeng, LIU Maolin, et al. Differences in chemical composition of tabacco after beating among different sizes[J]. Journal of Northwest A & F University (Nat. Sci. Ed.), 2020,(9): 89-94.
[15] 李茂毅,李跃锋,林凯,等. 再造烟叶的分切方法和分切加工装置:中国,201611058698.8[P]. 2016-11-28.
LI Maoyi, LI Yaofeng, LIN Kai, et al. Slitting method and processing device of reconstituted tobacco: China, 201611058698.8[P]. 2016-11-28.
Design and application of hexagonal slitting machine for paper-making reconstituted tobacco
BA Yunpeng, TANG Rong*, TANG Xiangyang, LIU Baocai, LIU Haifeng
Technical Quality Department, Environmental Protection Technology Co., Ltd. of KSEC, Kunming 650051, China
The homogeneity of the hexagon-shaped reconstituted tobacco leaf products is better, but the current slitting machine that has not yet been developed at home and abroad. Through theoretical analysis, the design of the slitting system structure, the design of the fixed and moving knife systems, and the matching design of the fixed and moving knife systems, a hexagonal slitting machine for paper-making reconstituted tobacco is developed. The continuous operation of the slitting machine developed is stable, the product shape rules are unified, and the size meets the production process requirements. The formation rate of the hexagonal reconstituted tobacco leaf is 93.68%, the fragmentation rate is 2.02%, and the large slice is 4.3%.
paper-making process; reconstituted tobacco; hexagon; slitting machine; forming rate; fragment rate
Corresponding author. Email:47912666@ qq.com
巴云鹏(1984—),大学本科,高级工程师,主要从事造纸法再造烟叶工艺及设备研究,Tel:18987053899,Email:124497983@qq.com
唐蓉(1981—),Tel:13888493987,Email:47912666@ qq.com
2021-07-13;
2022-01-10
巴云鹏,唐蓉,唐向阳,等. 正六边形造纸法再造烟叶产品分切机的设计及应用[J]. 中国烟草学报,2022,28(1).BA Yunpeng, TANG Rong, TANG Xiangyang, et al. Design and application of hexagonal slitting machine for paper-making reconstituted tobacco[J]. Acta Tabacaria Sinica, 2022,28(1). doi: 10.16472/j.chinatobacco. 2021.T0114
