基于UMAC的高精密机床开放式数控系统探析
2022-03-07金子豪
金子豪


关键词:高精密机床开放式UMAC数控系统
随着电子工业的不断发展,各种高精密、复杂光学零件的应用领域也越来越广泛,如军事、航空,通信、广电产品等,这对于加工高精密复杂光学零件的高精密机床提出了更高的要求。而想要提高高精密机床的工作质量和精度,研发与其配套的数控系统至至关重要[1]。
一直以来,高精密机床数控系统基本上都由专业机构进行设计,具有相当强的封闭性,开放性相对不足、移植性以及兼容性较差,对于高精密机床的网络化和智能化是一种制约。因此,必须要对具备相当开放性、可移植性以及模块化的高精密机床开放式数控系统进行研究、开发,达到能够实现对不同厂家开发的软硬件以及系统进行兼容的目的,以增强系统的稳定性,从而适应高精密机床的网络化和智能化。
目前,常见的高精密机床开放式数控系统包括纯软件、纯数字、PC端结合传统数控系统以及PC端结合运动控制器四种方式。其中,PC端结合运动控制器能够充分发挥运动控制器的专业性和PC的柔性,适用于各种高精密机床,成为最受欢迎的开放式数控系统。
本文以高精密五轴机床为对象,以UMAC为基础,采用PC端结合运动控制器的方式,开发了针对五轴高精密机床的开放式数控系统。
1开放式数控系统的硬件平台
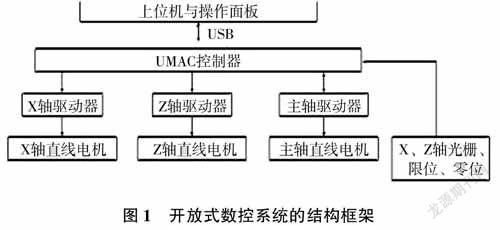
硬件平台是开放式数控系统的基础平台,其主要包括输入装置、输出装置、执行装置、反馈元件、伺服驱动、保护器件等。本次研究以UMAC控制器和PC端为核心,PC选择研华工控机,目的是搭建闭环控制系统应用于高精密机床的各轴,设计电气控制模块应用于液气压等辅助系统。
运动指令由PC端发出,通过以太网传输至UMAC,这也是二者实现通信、通能的主要方式,UMAC会根据指令完成轨迹规划和运动插补,并输出模拟信号。通过线性放大器来驱动与直线电机连接的X、Y、Z直线轴。同时,通过光栅尺实现直线轴工作台位置信号的采集,最终反馈至UMAC控制器,完成闭环。主轴设置有两种位置反馈,分别反馈低分辨率和高分辨率信息,两种分辨率分别由ABB驱动器(低分辨率)和UMAC控制器(高分辨率)接收,前者形成闭环,后者形成位置环。I/O卡(ACC?11E)接入操作台按钮、中间继电器以及手轮档位等。PLC程序以输入逻辑为依据进行编写,实现对液压以及气压等系统的控制。
2开放式数控系统软件设计
人机交互系统软件以QT为开发平台,在Windows10系统中运行。软件下包含两大模块———加工生产和工艺设置。其结构见图2。
2.1加工生产模块
该模块的主要功能是实现程序自动化、机床轴的运动控制以及一些辅助的加工功能。其界面如图3。
图3为开放式数控系统的加工生产模块界面。其中,状态显示可以实时显示各类信息,如各类坐标信息、机床运行状况、主轴倍率和进给倍率等;程序编辑器用来对加工程序进行编辑、修改以及导入等动作,并可对执行进度进行实时监视;采用轴运动控制进行机床轴使能、点动、回零以及对刀等功能;通过辅助控制实现主轴模式的切换以及工件吸附等;程序控制是总控制板块,控制程勋运行的开关、暂停,并可以将加工程序下载到控制器。
2.2工艺设置模块
工艺设置模块的主要功能是依据各类信息和操作规划刀具轨迹,从而自动生成加工工序。工艺设置模块包含若干子模块进行信息的收集和处理,如曲面定义、刀具设置、后置处理等。三个子模块各司其职———曲面定义子模块通过图形导入以及自定义曲线两种模式对设计轴对称非球面曲面进行定义;刀具设置子模块可将输入的各类道具数据进行储存,需要使用时方便调用;后置处理子模块可以设置不同加工阶段的参数。工艺设置模块将各子模块进行结合,最终自动生成加工程序。
3操作面板设计与手轮功能
高精度机床开放式数控系统通过显示屏、键盘以及鼠标实现显示、操作、文件管理等功能,但对于工件对刀、工作台运动等功能的实现,需要采用操作面板和手轮,这样可以更加简单、有效。
3.1操作面板设计
与上位机软件配套的操作面板的主要功能包括急停、倍率调整、模式切换、轴点动控制、程序启停、气浮通断等。操作面板中设置了若干相关的按键以及档位开关,其通过转接板与PC进行串口双向通信。转接板可对按键以及档位开关的状态信息进行实时记录,并上传至上位机软件,从而响应上机位软件传来的指令。通过这种模式增加系统的通用性和兼容性。
3.2手轮功能
对于高精密数控机床来说,如果要实现刀具微动、工件对刀等一系列功能,就离不开关键配件手轮。本文针对手轮的功能设计,采用了基于UMAC控制器位置跟随功能[2]。将手轮轴选档和倍率档接入到I/O卡,码盘脉冲信号接入到四轴卡的编码器通道,滤波输出到主寄存器。通过对I/O卡的输入信号进行实时扫描,从而获取手轮轴选和倍率档位信息,然后分析扫描得到的数据信息对电机的跟随启停以及电子齿轮传动比进行设置,最终实现各轴跟随手轮运动。
4开放式数控系统验证试验
为了验证高精密机床开放式数控系统的实用性和稳定性,本文采用了菲涅尔透镜的方法进行了试验验证。试验采用的菲涅尔透镜结构见图4。
试验采用的齿宽和深各为1mm和10μm;毛坯采用铝合金圆柱,直径尺寸为20mm;刀具选用金刚石圆弧车刀。
試验中高精密机床的运行参数设置为主轴3000r/min,粗加工进给速度10mm/S,精加工进给速度1mm/S;粗加工切削深度1μm,精加工切削深度3μm。
在菲涅尔透镜试验加工完成后,还需要进行检测[3],齿面粗糙度(Rα)检测的工具采用白光干涉仪测量工件,最终的结果为23.55nm。齿宽使用显微镜进行测量,结果显示为10±0.005nm。
试验结果表明,本文研究设计的高精密机床开放式数控系统能够满足高精密加工的需求,可以推广使用。
5结束语
本文以高精密五轴机床为对象,以UMAC为基础,开发了针对高精密机床的开放式数控系统。根据高精密机床的使用需求,选用可以闭环控制的硬件系统平台,在此基础上设计了包括加工生产模块和工艺设置模块的上位机软件,增强了数控系统的可移植性和扩展性,并实现了开放功能。同时,本文还设计了简单实用以及兼容性强的操作面板和手轮。最后,采用菲涅尔透镜加工试验验证了高精密机床开放式数控系统的功能。结果表示,本研究的开放式数控系统能够满足高精密加工的需求。