浅论划线工艺中的问题
2022-03-03重庆航天职业技术学院机电工程系
◇重庆航天职业技术学院机电工程系 吴 飞
本文介绍了划线的原理和一般作用,并且重点介绍了划线中的两个重要问题:其一为划线基准的选择方法;其二为“借料”划线的方法。本文中的案例都来自生产一线的工厂车间,所述方法具有实用价值和指导意义。
1 划线概述
划线是在工件的毛坯或半成品上按零件图要求的尺寸划出加工界线或找正线的一种操作.划线被认为是机械加工的重要工序之一。
划线的作用是:
(1)毛坯的形状和尺寸有可能不太规范,划线之后,就能够检查毛坯是否规范。这样,不合格的毛坯 就不会投入机械加工。
(2)划出加工位置和加工余量,有时还要划出工件安装时的找正线,为加工和安装提供依据。
(3)各个加工表面的余量一般是不同的,这些余量要通过划线来分配。
划线分为如下两类:
(1)平面划线:划出的线全部位于同一个平面内。
(2)立体划线:划出的线不是全部位于同一个平面内,而是分布在空间的立体范围内。
一般情况下,工件的毛坯和半成品的结构并不简单。在进行切削加工之前,应该先对它进行划线和校正。如果划线做得正确,工件在被切削加工时的质量才能够得到保证,生产效率也高。如果划线做得不正确,工件在被切削加工之后,得到的一定是不合格品或者废品。这就会造成不应该有的经济损失。所以,划线工在划线之前,应该认真仔细地阅读零件图纸和技术要求,了解零件的结构特点,搞懂零件的整个工艺过程。这样才能使划出的每一条线正确和清晰。待所有线全部划好之后,还应检查一遍,以防万一出错。
在划线的操作中,下列两个方面特别重要,现分述如下。
2 划线基准的选择
在划线的工作刚刚开始时,应首先选择某一表面(或点,线)作为依据,并以此表面(或点,线)来调节划针的高度。这个表面(或点,线)叫划线基准。
如果要想做好划线工作,首先必须选择一个合理的划线基准。如果划线基准没有选择得好,划线工作不可能被做好。。
在工程上,我们会看见各种各样的结构和形状的工件。不管这些工件的形状有多么复杂,它都不外乎由点,线,面组成。因此,虽然不同的工件有不同的划线基准,但这些基准只可能是点,线或者面。我们在选择划线基准的时候,还应该搞清楚工件的机械加工工艺过程,技术要求,以及要使用哪些工具。首先应该看清和看懂工件的图纸,确定工件的设计基准。根据基准重合原则,一般应该选择设计基准为划线基准,这样就可以直接量取尺寸进行划线,非常方便。
2.1 以点和线为基准
如图1所示,为叶片油泵的配油盘。划线是在半成品上进行。分析图纸可以得出:R28,R26的同心圆以A-A,B-B,十字线交点O点为设计基准。角度28°,34°,65°,68°以两条十字中心线为设计基准。O点和B-B,A-A十字中心线如果被选择为划线基准,显然这时候设计基准成为了划线基准,符合基准重合原则,划线会很方便易行。如果其它点和线被选择为划线基准,就很难划线。

图1
2.2 以对称中心线为基准
如图2所示,为盖板工件,要在工件上划出Φ25的车加工线和4-Φ7的钻加工线。根据这个工件的具体情况,由于这些孔的设计基准是工件的十字中心线,故应选择工件的十字中心线为划线基准,以保证各孔位置与毛坯边缘对称均匀,不致引起偏心,影响外观质量。

图2
如果以B、C面为划线基准,则要进行尺寸换算方能进行划线,这显然是不合理的。
2.3 以平面为基准
如图3所示,为一滑块,高度方向的尺寸线的设计基准为下底面,故应选择下底面为划线基准。若选择上顶面为划线基准,则要进行麻烦的尺寸换算。

图3
3 划线时的“借料”方法
由于机械操作上的原因,有时候会造成毛坯轮廓歪斜或者孔眼偏移,使毛坯形状和尺寸超出技术范围,成为不合格品。如果偏移和歪斜不大,可以通过划线将各个待加工面的余量重新分配,使不合格的毛坯得到补救。这种用划线补救毛坯的方法叫做“借料”。我们用下面的两个工厂实例来说明什么是“借料”以及如何“借料”。
例一,如图4所示,有一个圆盘形的铸造零件,其内孔与外圆是同心的。它的正常的毛坯如图5所示,内孔与外圆基本上没有偏心。但有时,由于铸造上的失误,浇铸出来的毛坯的内孔与外圆存在错误,产生偏心量。如以8mm的偏心量为例(如图6)。那么,我们该怎样做,才能够避免这个毛坯的报废呢?

图4

图5
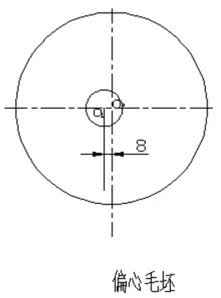
图6
由于毛坯的内孔与外圆存在8mm的偏心量,如果我们选择毛坯的内孔圆心O1作为划线的基准(见图7),内孔的加工余量倒是没有问题,但是外圆的加工余量就不够了。最严重的地方欠缺了3mm加工余量。

图7
如果我们选择毛坯的外圆圆心O2为划线基准(见图8),外圆的加工余量倒是没有问题,倒是这时的内孔的加工余量就不够了。最严重的地方欠缺了3mm的加工余量。

图8
显然,我们不能以内孔或者外圆来作为划线基准!这时候,我们就要采用“借料”的方法来划线了。
具体做法是:选择内孔圆心O1与外圆圆心O2的连心线的中点作为划线基准(见图9)。这样划线,内孔和外圆都有足够的加工余量。内孔最少处 有1mm加工余量,外圆最少处有1mm加工余量。所以这样的划线是可行的。它避免了毛坯的报废,挽回了经济损失。

图9
例二,图10所示为一个零件,它的正常的毛坯如图11所示,单边有5mm余量。可是由于铸造时的失误,毛坯的右下角缺失了一块,如图12所示。那么,这个零件是否还可以用“借料”的方法来补救呢?
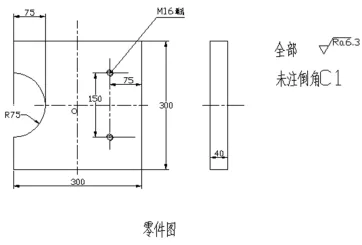
图10

图11

图12
由于右下角的缺口在水平方向和垂直方向的长度分别为25mm,而整个毛坯在水平方向和垂直方向的总余量分别为10 mm,如果要严格按照图纸的要求来加工这个零件,显然已经不可能了。
后来我们与客户方的技术人员交流和沟通,得知这个零件是一个用于轴承座的支架。如果右下角有一个小缺口(只要边长不超过12mm),不会严重影响它的正常功能。
于是,经过客户的同意,我们采取了如下的措施:划线的基准原来是方块的中心O,现在把它向上和向左分别移动3mm,把它移动到O1点。即以O1点作为划线基准,见图13。这样一来,零件的左边和上边任然分别有2mm的余量,下边和右边分别有8mm余量。而且这时候半圆槽的余量也是足够的。虽然没有能够完全躲过右下角的缺口,但是加工后余下的缺口在水平方向和垂直方向的长度分别只有9mm了,这不会严重影响它的使用功能。我们再次用借料的方法挽回了损失。
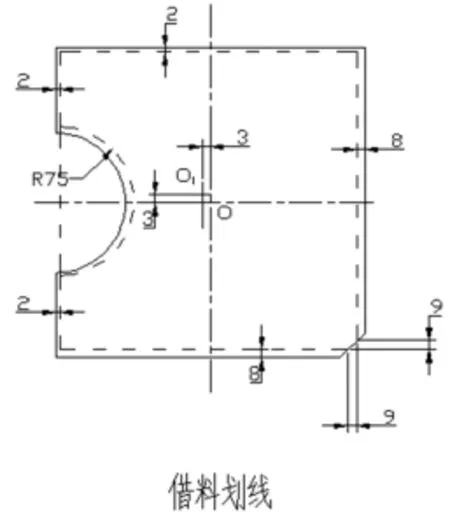
图13
在机械工厂里,专门从事划线工作的工人叫做划线工。从这些案例可以看出,划线工的工作对于保证产品质量和节约成本起了很大的作用。因此,我们应该给予划线和划线工足够的重视。
