磨煤机齿轮油的国产化替代
2022-03-03周建明
周建明
浙江浙能石油新能源有限公司

近年来,企业E为降低运行成本,对下属电厂机组备品备件分步实施国产化降本替代工作,其中磨煤机进口润滑油国产化列为项目之一。企业E全系统大型电厂磨煤机总共288台,其原使用的润滑油均为进口品牌油品。2018年,选取企业E下属某子公司为试点,进行油品国产化探索,使用高性能国产齿轮油,满足了磨煤机运行要求,达到了预期目标,有效地降低了采购成本,取得了一定的经济效益。
磨煤机工况
企业E下属某子公司除了发电,还为当地纺织工业园区的数百家纺织印染企业供热供汽。全厂规模为2×1 025 t/h亚临界自然循环锅炉+2×300 MW抽凝汽轮机组、5×500 t/h高温高压自然循环煤粉锅炉+5×57 MW抽背汽轮机组,配备26台磨煤机。磨煤机按照工作部件的转速可分为低速煤磨机、中速煤磨机和高速煤磨机,常见的有球磨机、中速磨机、风扇磨机等。该分公司采用的是中速磨煤机——上海重型机器厂生产的HP碗式磨煤机,磨煤机及减速机参数见表1、表2。
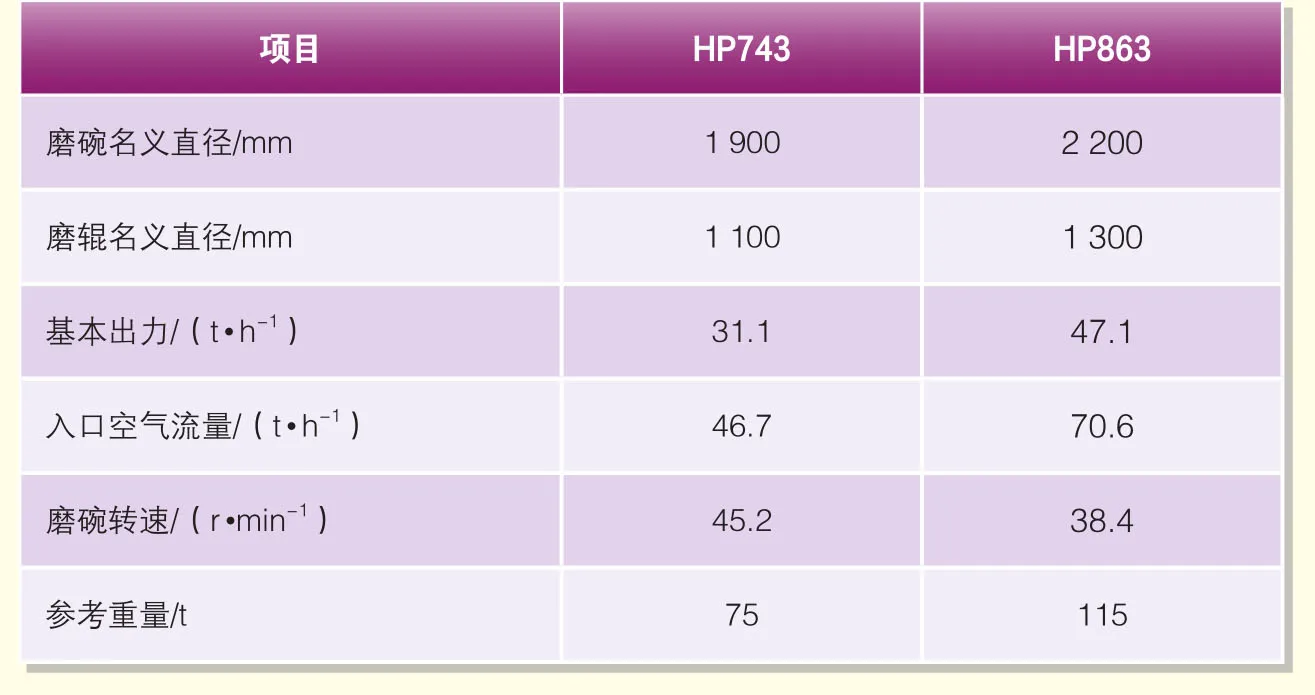
表1 磨煤机参数
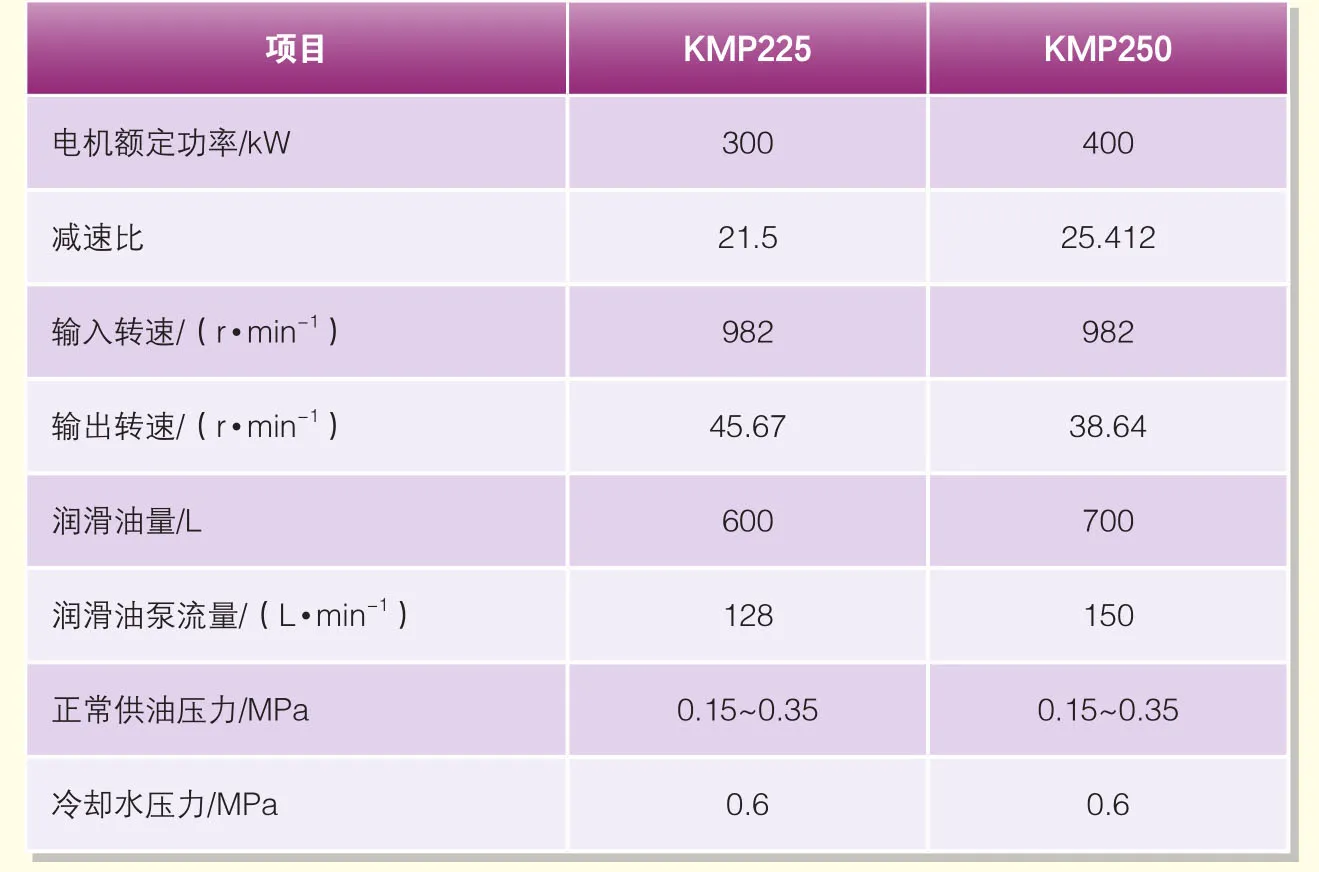
表2 减速机参数
磨煤机的润滑要求
磨煤机的主要润滑部位有主减速机、磨辊轴承、选粉机轴承、电机轴承、磨辊密封等。其不仅要求油品耐高温、承载能力强、使用寿命长、热氧化性能优异,还要考虑粉尘多、冲击负荷、水分、使用环境温度变化等因素对油品性能的影响,所以磨辊轴承、主减速齿轮箱等关键部位通常会使用高性能齿轮油。在上海重型机器厂的磨煤机产品手册中,也明确规定了使用进口品牌合成齿轮油。
磨煤机的主减速机安装在磨机的下部,它除了传递转矩外还要承受磨盘、磨辊的重量,对齿轮油的油膜保持能力、黏压系数、极压抗磨性能、防锈性能、高温抗老化性能等提出了较高的要求。该部位通常采用循环润滑,油箱容积一般700 L左右,推荐使用320号合成或者高性能齿轮油。
磨辊轴承一般是滚柱轴承,在粉磨过程中,由于物料颗粒大小和硬度不均会对辊子产生冲击载荷,同时承受磨体内的高温,还有可能进粉尘及水分,所以对齿轮油的油膜保持能力、黏度指数、极压抗磨性能、热氧化性能、防锈性能等提出了较高的要求。该部位通常采用强制润滑,油品封闭在轴承座内,一般加油量在40~70 L,推荐使用680号合成齿轮油。
对于磨辊轴承来说,工作温度长期在80 ℃左右,因此齿轮油在该温度下的黏度变化对于润滑效果至关重要。通过齿轮油黏温曲线(图1)可以看出,同样是680号齿轮油,合成齿轮油因为具有较高的黏度指数,在80~100 ℃工作温度范围区间,合成齿轮油的黏度比矿物齿轮油高出45%,具有更好的油膜厚度和润滑性能。

图1 680号齿轮油黏温曲线
磨煤机齿轮油国产化替代
油品选择及性能
经通过工况调研和比对,开展了磨煤机齿轮油的国产化探索,2018年在磨煤机的主减速机、磨辊轴承分别使用长城4407、4408合成齿轮油。
长城4407齿轮油采用特定组成的基础油,并加入多功能添加剂精制而成。与普通矿油型重负荷工业齿轮油相比,该油品具有更优的高低温性能、更好的黏温性能、更长的使用寿命及更高的传动效率;具有极好的承载能力,可保证重载齿轮运转顺畅,减少齿面擦伤,有效降低运转噪音。该油品可用于各种苛刻工况的齿轮设备,如矿山、冶金、水泥等行业的重负荷工业齿轮。
长城4408合成重负荷工业齿轮油具有优异的黏温性能,在温度波动较大的情况下,仍可保持较高的黏度,可用于磨辊轴承的润滑。
长城4407、4408合成齿轮油与原用油的性能比较见表3。

表3 齿轮油性能比较
从表3可见,长城4407、4408齿轮油与主减速机、磨辊轴承原用油性能相当。
混兑试验
对于采用油箱循环润滑的主减速机,油品存在相容性风险,对长城4407齿轮油与主减速机原用油进行混兑试验,结果见表4。
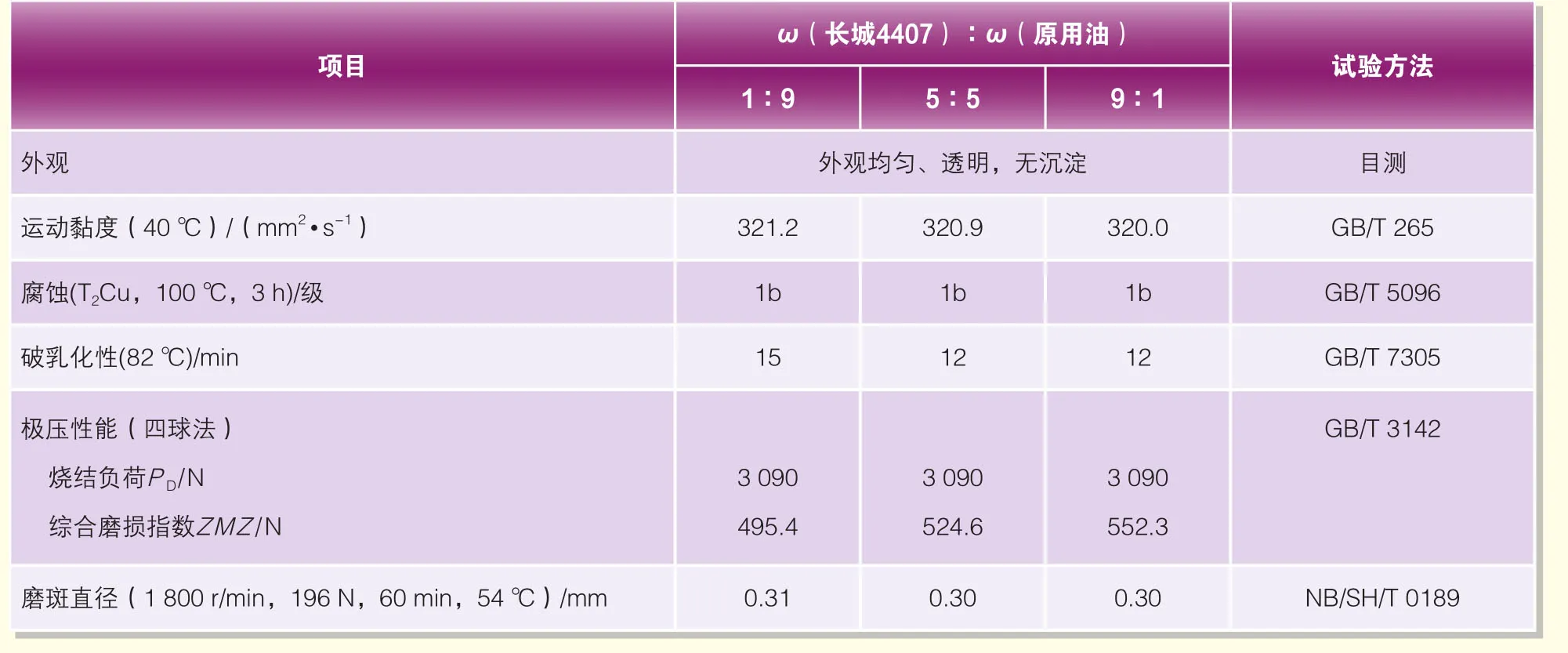
表4 齿轮油相容性试验
由表4可见,二者相容性良好,可以混兑使用。
油液监测
长城油品加入机组,运行36个月后取样化验,油品质量仍然稳定,满足了磨煤机运行要求。油液监控数据见表5。
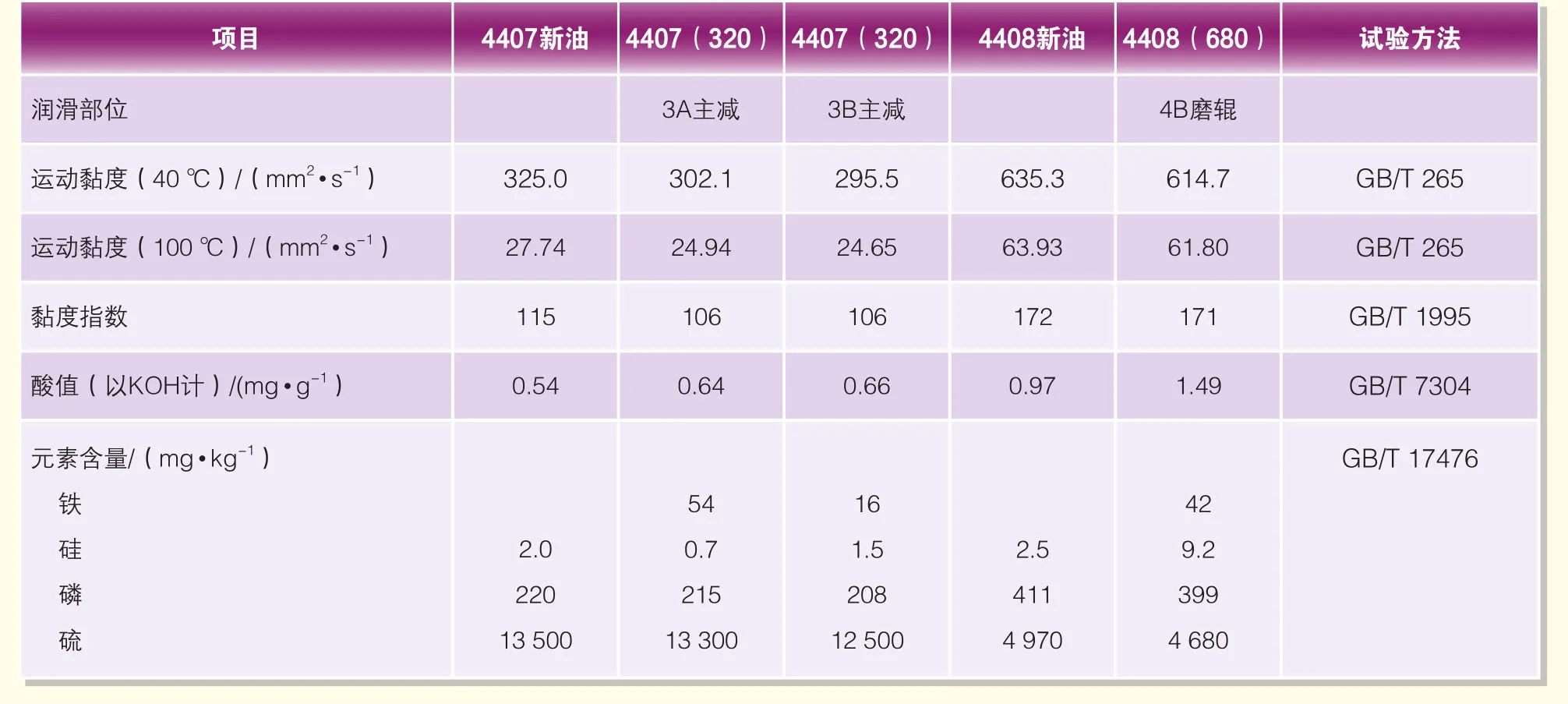
表5 磨煤机油液监控数据
从表5可见,黏度、酸值无异常变化,说明齿轮油的状态良好;从油液中金属元素含量看,硫、磷元素与新油含量相差无几,表明极压添加剂没有异常消耗;铁元素含量较低,表明设备运行良好,没有异常磨损。同时,在日常检修中,也未发现轴承、齿轮有异常磨损,说明国产齿轮油达到了进口油品的效果。
结束语
磨煤机是燃煤电厂的关键设备,关系到汽轮机组能否长满优运行,因此对磨煤机的耗材更替非常慎重,轻易不会改变磨煤机厂家的规定要求。通过在企业E磨煤机成功实施进口齿轮油的国产化替代,不仅满足了设备运行要求,也为企业降低了运行成本,如果进一步加以推广,将具有更大的经济效益。
