选区激光熔化ZL205A合金组织和性能研究
2022-03-02夏伶勤张凌峰
夏伶勤,陈 光,张凌峰
(浙江机电职业技术学院 增材制造学院,浙江 杭州 310059)
1 引言
ZL205A合金是一种高强高韧铝合金,具有高比强度和刚度,已被广泛应用于航空航天、军工领域。但其铸造性能较差,另外,众所周知航空军用零件批量化需求数量不多,且零件的形状和结构日益复杂化,采用传统的铝合金铸造成形技术已难以满足军用品的市场需求。激光选区熔化技术是一种新兴的金属快速成型技术,其在获得高致密度和高精度构件方面具有突出的优势,随着近年来激光选区熔化技术的成熟,铝合金的选区激光熔化技术成为研究的热点。铝合金激光选区熔化技术的研究和应用多集中在铝硅合金,而铝铜合金激光选区熔化成形的报道较少,主要原因在于铝铜合金的结晶温度范围较宽,成形效果不佳。欧阳奇等研究了退火温度对激光选区烧结铝铜合金性能的影响。
本课题采用雾化法制备的ZL205A合金粉末,设计了激光密度、扫描速度单一影响因素的对比试验,测试试样的致密度、显微硬度以及显微组织。分析了激光密度和扫描速度对激光选区熔化成形ZL205A合金的致密度、显微硬度的影响。
2 实验材料与方法
2.1 实验材料
实验材料为北京航空材料研究院制备的ZL205A铝合金粉末,其化学成分元素含量见表1。

表1 ZL205A合金粉末化学元素含量(单位:wt%)
本实验所用的ZL205A合金粉末由气雾法制作而成,粉末材料的粒度为15~60 μm,平均直径为36 μm,90%粉末的粒度在58.4 μm以下。粉末形态如图1所示,从图中可以看出,有少量微型粉末、不规则粉末和空心粉末。实验前需将合金粉末进行真空预热处理,预热参数中,温度为100℃,保温3小时,确保合金粉末中的水分完全蒸发以免水发生分解在激光加热熔化过程中形成气孔,同时能够提高合金粉末的流动性。
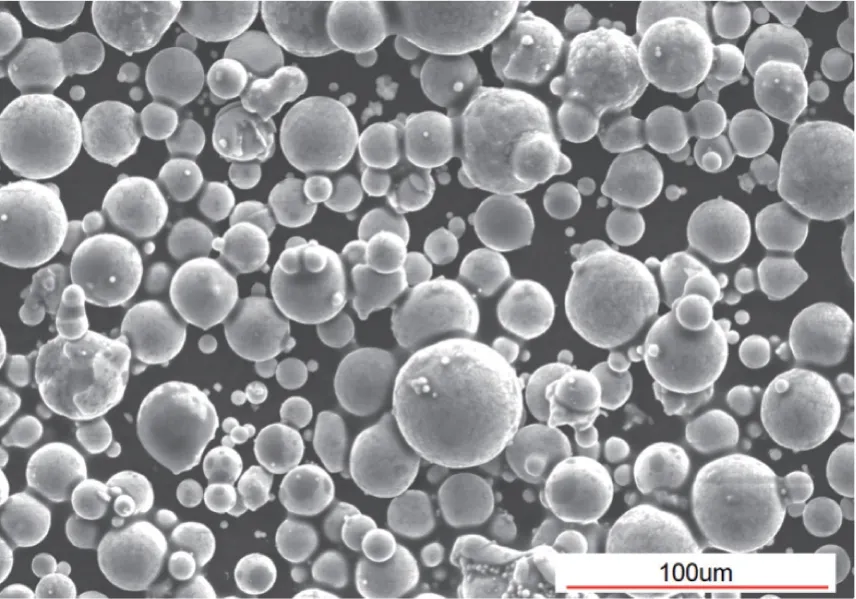
图1 ZL205A合金粉末的微观形貌
2.2 实验方法
采用西安铂力特增材技术股份有限公司开发的金属打印机(BLT-A300)制作样品。采用德国蔡司 EVO 18 扫描电镜测试粉末的微观形貌和试样的显微形貌。使用多功能密度仪(达宏美拓,AR-300PM)测量打印样品的密度,测量精度为 0.001 g/cm。使用显微硬度计(HV-1000)载荷为 50 mg 加载 10 s 进行硬度测试。
3 实验结果与讨论
3.1 工艺参数对致密度的影响
SLM成形ZL205A合金致密度随单一影响因素扫描速度或激光功率的变化规律如图2所示。通过前期的研究基础,将激光功率设为200W,测试致密度随扫描速度的变化规律,由图2可以看出,当扫描速度较低时,致密度随扫描速度的增加而增加,扫描速度为1 200 mm/s对致密度达到最大值94.5%,之后致密度随扫描速度增加而降低。将扫描速度设为1 200 mm/s,测试致密度随激光功率的变化规律,由图2还可以看出,样品的致密度随激光功率的增加而增加,激光功率大于220 W之后,增速放缓。

图2 致密度随扫描速度和激光功率的变化规律
当扫描速度低于800 mm/s时,试样的致密度低于92%,性能无法满足实际零件需求。造成这种结果的原因是激光扫描速度过低时,单位时间内ZL205A合金粉末吸收的能量过多,瞬时熔化的液态金属过多,造成液态金属及金属粉末的飞溅。部分飞溅的液态金属凝固后恰好回落到激光扫描轮廓区,成为局部微区团聚形成了球化凸起。形成的球化凸起破坏了新一层铺粉的连续性和平整性,在凸起周围容易产生夹杂、气孔等缺陷,而这些缺陷的存在导致致密度较低。当扫描速度大于1 500 mm/s时,试样的致密度明显下降。出现这种现象的原因是激光扫描速度过快时,ZL205合金粉末吸收的能量过少,吸收的能量不足以将粉末完全熔化,未熔化的粉末混合在熔化后凝固的金属里,形成夹杂等缺陷,导致试样致密度较低。当扫描速度在1 100~1 400 mm/s之间,试样的致密度均高于94%,此时成形速度也适中,适合将来实际生产。
当激光功率低于160 W时,试样的致密度低于91.5%,无法投入使用。激光功率较低时,ZL205合金粉末吸收到的能量较少,尤其不同扫描道次之间重叠部分合金粉末熔化不充分,容易产生较多的不规则孔隙等缺陷。当激光功率大于230 W之后,高能激光照射的熔池区域与非熔池区域存在较大的温度差,冷却时层内收缩不均匀,从而容易发生翘曲变形,不利于零件加工。
3.2 工艺参数对显微硬度的影响
SLM成形ZL205A合金显微硬度随着单一影响因素扫描速度或激光功率的变化规律如图3所示。通过前期的研究基础,将激光功率设为200 W,测试显微硬度随扫描速度的变化规律,由图3可以看出,显微硬度随扫描速度先增大后减小。将扫描速度设为1 200 mm/s,测试显微硬度随激光功率的变化规律,由图3可以看出,显微硬度随激光功率的增大也是先增大后减小。
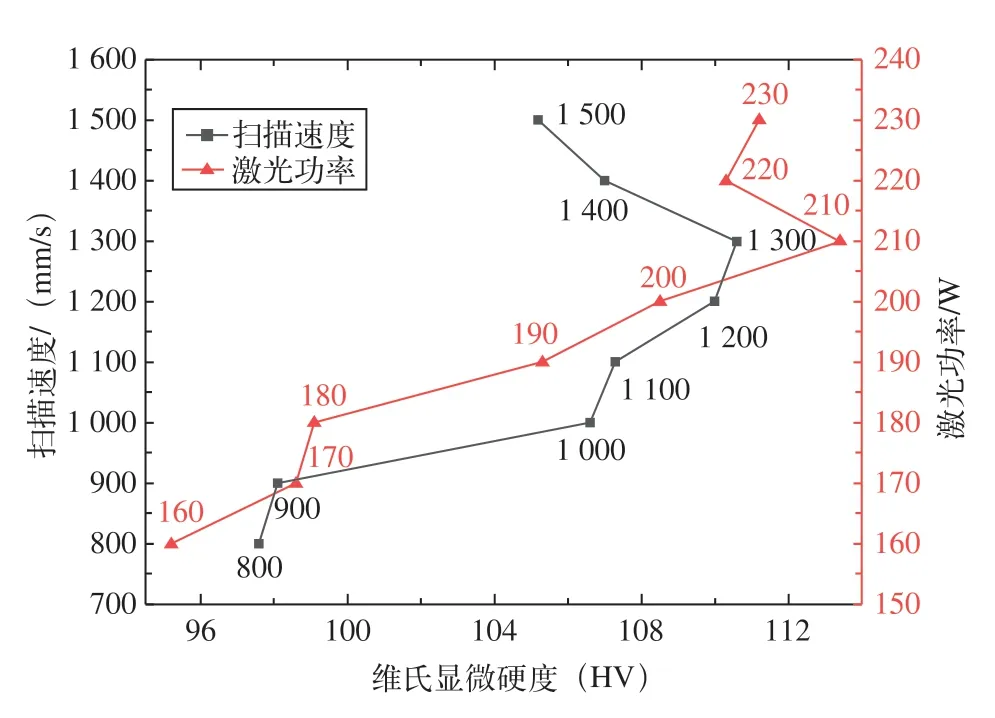
图3 显微硬度随着扫描速度和激光功率的变化规律
当扫描速度为1 300 mm/s时,ZL205A激光粉末烧结试样的显微硬度达到最大值110.6 HV,扫描速度大于1 000 mm/s,熔化的液态金属快速冷却后晶粒较小,显微硬度较大。扫描速度大于1 500 mm/s,冷却速度虽然更快,但试样中未熔化金属粉末引起气孔或球化等缺陷较多,降低了显微硬度。
当激光功率为210 W时,试样显微硬度达到最大值113.4 HV,激光功率过低或过高,对显微硬度都下降,由于功率过低时,温度梯度小,金属粉末冷却速度相对较慢,晶粒粗大硬度下降。而功率过高时,冷却速度快,晶粒细小,但过多的缺陷是导致硬度下降的主要原因。因此,激光功率在190~220 W之间,是适合ZL205A合金粉末激光熔化烧结的合理区间。
3.3 显微结构
本文选取SLM工艺参数为扫描速度1 200 mm/s、激光功率200 W、扫描间距0.08 mm、铺粉层厚0.04 mm的制备样品。利用光学显微镜和扫描电镜对ZL205A合金粉末SLM成形试样的显微形貌进行研究。腐蚀过后的SLM成形ZL205A合金试样的金相图和SEM图如图4所示。可以看出,ZL205A合金粉末SLM试样显微组织存在较多的裂纹和不规则大小的孔洞,裂纹相对均匀分布,但孔隙分布不均匀。如图4a所示的显微组织,可以观察到条状和椭圆状的熔化道,每个小区域由很多扇形组织组成,这是由于激光扫描过程中,会将已经凝固的金属部分熔化而成,属于金属增材制造成型的典型形貌。由图4b可以看出,孔隙四周及表面是光滑的,而孔隙两侧形貌差别很大。一侧是重熔后的熔化道形貌,另一侧是极为细小的蜂窝状形貌。为进一步确认蜂窝状形貌的成分,后续可借助EDS能谱进行定性分析。
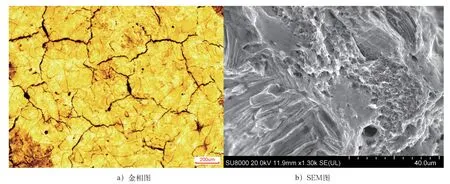
图4 SLM ZL205A合金的显微结构
4 结束语
1)在扫描速度 800~1 500 mm/s,激光功率 160~230 W的范围内,随着扫描速度的增快或激光功率增大,ZL205合金粉末激光选区熔化成形试样的致密度和显微硬度都呈现先增后减的趋势。
2)ZL205 合金粉末激光选区熔化成形试样的最优成型参数是扫描速度 1 100~1 400 mm/s,激光功率190~220 W。
3)ZL205A 合金粉末SLM试样显微组织存在较多的裂纹和不规则大小的孔洞。
