激光测距仪在提升机上的应用
2022-03-01王志虎
张 虎,高 云,王志虎
(东风汽车动力零部件有限公司,湖北 十堰 442000)
在汽车装备行业中,提升机作为物体移载设备,因其占用空间小、移载效率高、布置灵活方便等优点广泛应用于冲压、焊装、涂装、总装等车间里。传统提升机解决方案为使用若干数量接近开关检测提升机的位置,在定位精确度、安装维护便利性上存在天然局限性,对后期设备改造柔性应对差。激光测距作为近年来逐渐普及的高端测量技术,能很好地克服传统使用接近开关进行测距定位的局限性。本文介绍激光测距仪在提升机上的应用,详细说明激光测距在提升机上的实现方案。
1 硬件设计
1.1 硬件方案(图1)
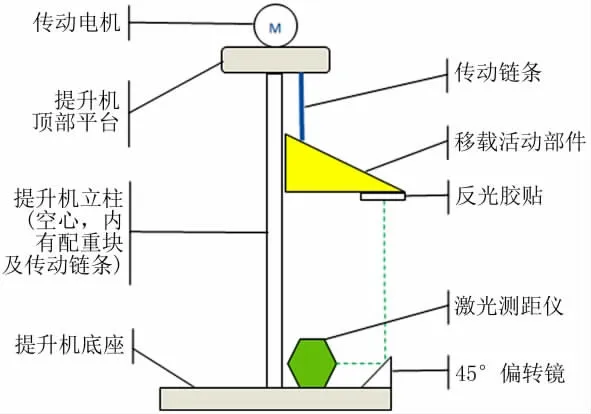
图1 激光测距硬件实现方案
1.2 应用环境
其应用环境要求如下:①提升机测距范围在0.2~30m;②提升机上移载部件速度小于6m/s;③提升机定位精度±3mm;④支持RS485通信。
根据现场应用场景需求,选用一款劳易测AMS 300i系列激光测距仪传感器。AMS 300i系列型号技术参数如图2所示。
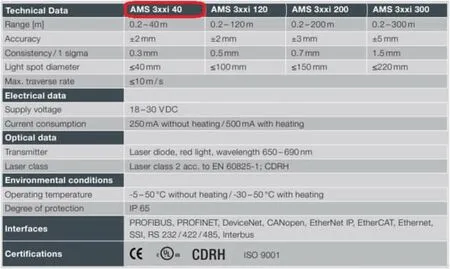
图2 AMS 300i系列型号技术参数
1.3 测距实现
激光测距实现的相关元件清单见表1。

表1 激光测距相关元件
测距信息采集的硬件连接如图3所示。

图3 测距数据采集拓扑示意
RS485通信模块上有2个通信端口CH1、CH2,可以同时外接2路设备。激光测距仪上有电源POWER端口、通信BUS IN端口、通信BUS OUT端口。当RS485通信模块下只连接一个激光测距仪时,BUS OUT信号端口使用终端电阻连接;当现场连接多个激光测距仪时,BUS OUT信号端口使用通信线连接至后一个激光测距仪。RS485两线制通信在同一总线上最多可以挂接32个节点。
PLC模块与RS485通信模块组态在一起,使用通信线将RS485通信模块与激光测距仪连接,并连接好激光测距仪的电源线,配置好RS485通信模块与激光测距仪的通信参数,由PLC发送读取测距指令,激光测距仪的原始测距数据即可传回PLC模块,供其进行分析处理,进而控制提升机的动作。
2 软件设计
2.1 通信参数配置
三菱RS485通信模块参数配置如图4所示。激光测距仪通信参数配置见表2。配置好通信参数,RS485模块与激光测距仪即可实现通信。
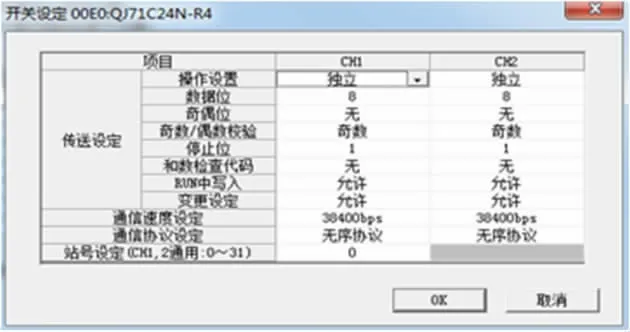
图4 RS485通信模块参数配置
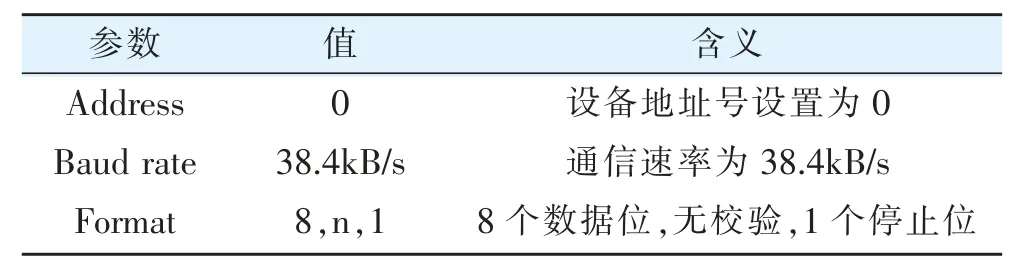
表2 激光测距仪通信参数配置
2.2 测距指令
AMS 300i系列激光测距仪控制指令详见表3。PLC模块发送激光测距控制指令,可以与激光测距仪进行信息交互。
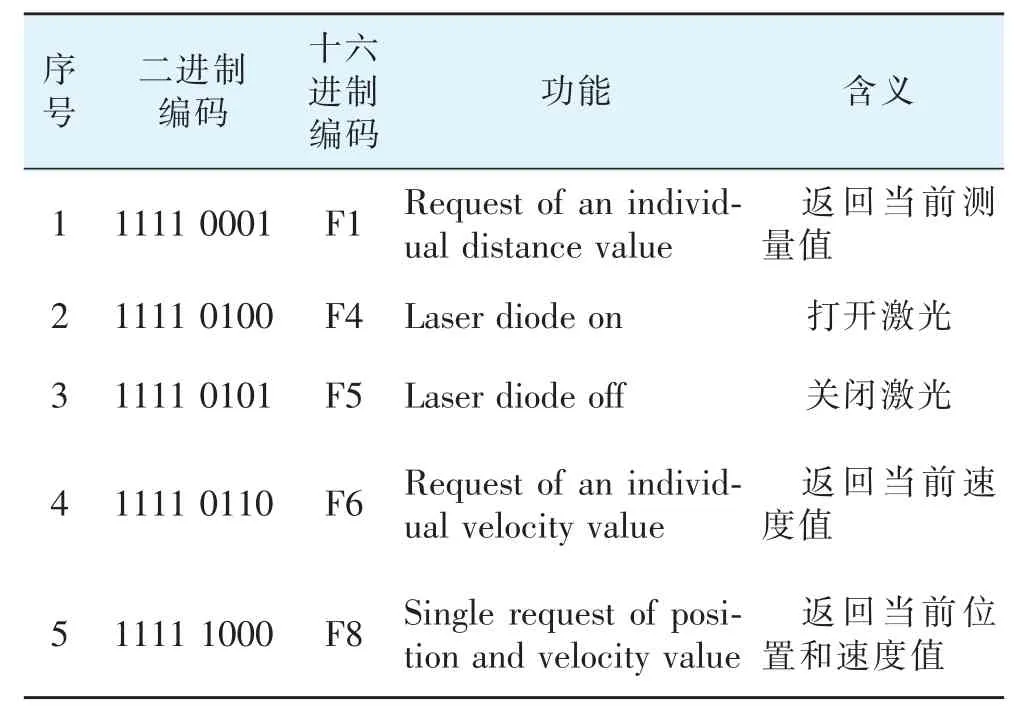
表3 AMS 300i系列激光测距仪控制指令
例如:发送命令C0F131,可以返回当前测量值。其中C为固定位,0为激光测距仪传感器设定的默认地址,若更改则为实际地址;F1为返回当前测量值指令;31为校验位。
2.3 程序控制思路
通过PLC模块读取激光测距仪上的测距信息,获得了提升机当前高度后,可以判断提升机上移载活动部件的当前位置区域,进而通过控制提升机上的传动电机,带动移载活动部件进行相应高速、低速、启动、停止等动作。提升机上位置区域示意如图5所示。
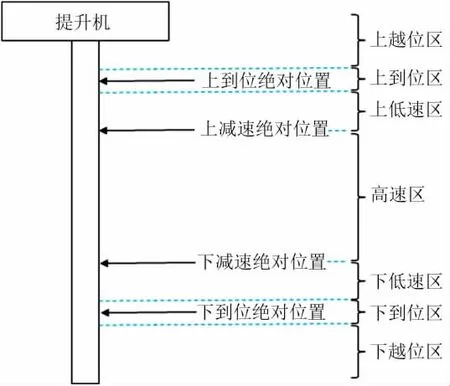
图5 提升机上位置区域示意
在PLC模块读取的测距信息中,下到位、下减速、上到位、上减速为一个绝对位置值。在实际的提升机动作中,考虑到机械动作的惯性,提升机到位为一个区间,而不是一个绝对位置点,当获得的测距数据在此区间,即表示提升机运动到位。区间的大小由绝对位置与机械定位精度共同确定,机械定位精度可以根据实际需求设定,满足现场装备工艺要求即可。
3 安全性考虑及应对
提升机作为移载设备,其安全性是非常重要的。使用激光测距仪传感器时,提升机的安全可以从硬件设计、软件设计、操作理念等方面进行处理。提升机安全性考虑及应对见表4。
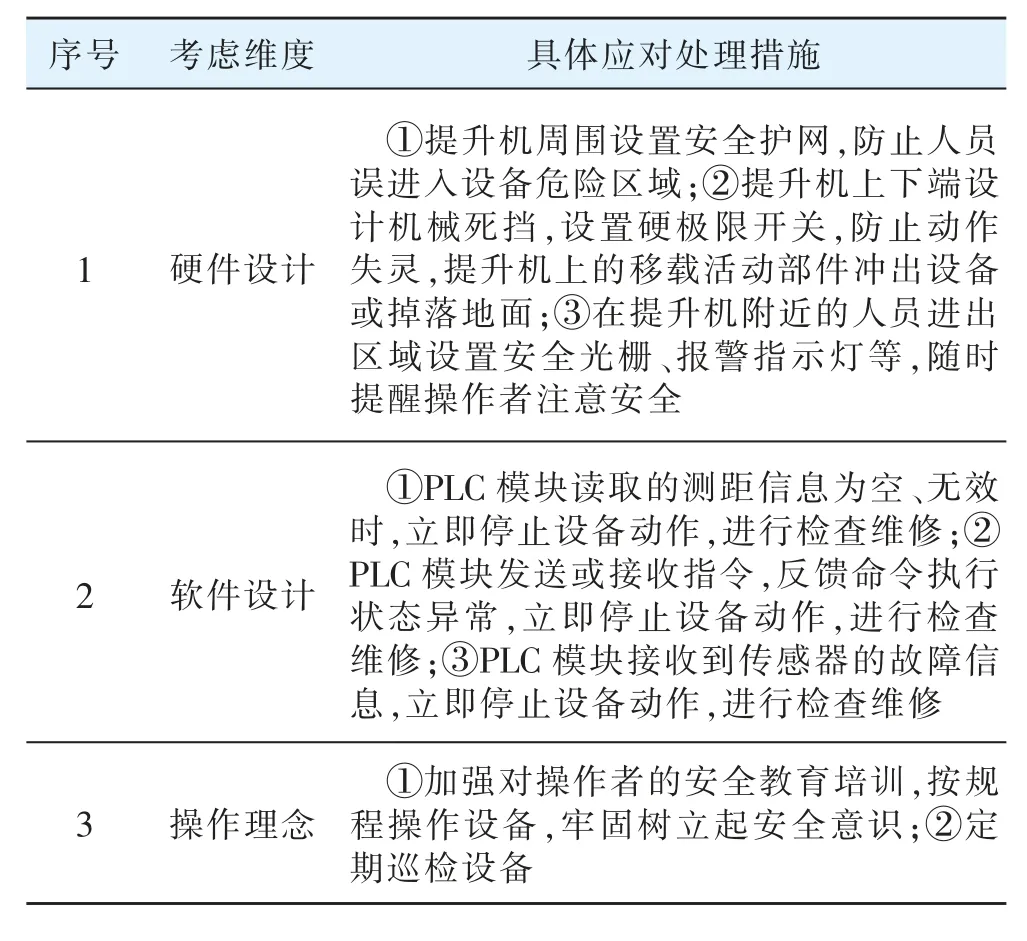
表4 提升机安全性考虑及应对
4 与传统解决方案的比较
提升机传统解决方案是使用接近开关进行检测定位,判断移载活动部件位置和控制提升机运作。其在测量定位精度、安装维修便利性、编程设计难度上存在天然局限性。而使用激光测距作为提升机的解决方案,可以很好克服这些缺点。在成本与应用环境要求上,激光测距解决方案相对较高。提升机解决方案优劣势对比见表5。
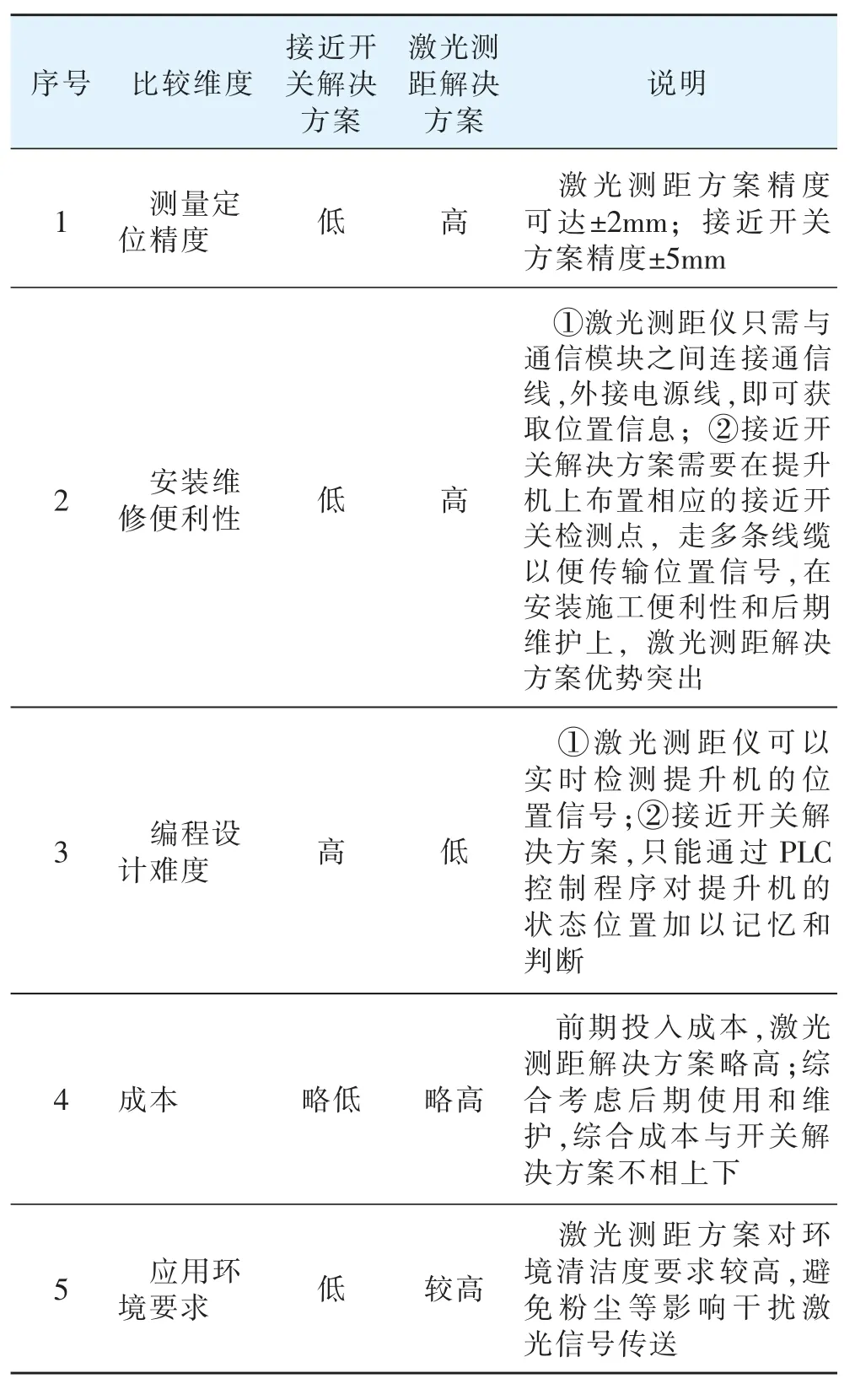
表5 提升机解决方案优劣势对比
5 结束语
在汽车装备行业中,激光测距以其极具特色的优势,对传统的测距解决方案加以替代,不仅提高了定位精确性实时性,而且产品易于安装,便于维修,针对客户的后期改造和新增需求也能柔性地加以应对,这是传统接近开关解决方案所不能比拟的。
随着激光测距技术的进一步普及应用,相关产品的大批量生产,激光测距解决方案在价格方面必然能进一步降低,其优势将更加突出,从而推动该项技术更深更广泛地应用,提升行业的整体竞争力。