汽车冲压件拉毛刮锌的分析及处理
2022-02-28曾平川杜敏唐荣刘超洋杨运良一汽大众汽车有限公司成都分公司
随着汽车工业的飞速发展,汽车领域的竞争也越发激烈,各大汽车企业为了抢占市场,都在追求能快速高效生产出优质的产品来吸引消费者,而这一切的根基都源于冲压单件的品质。冲压模具的状态稳定与否,不但影响到单件质量,也直接决定了整车的品质。因此,快速有效解决模具在工作中出现的问题、降低生产消耗、让状态稳定的模具高效投入生产是模修人员工作的核心目标。
拉延模具型面基体材质分析
汽车覆盖件拉延模型面基体都采用GGG70L 球墨铸铁铸造而成,球墨铸铁的特点是:石墨呈球状,对基体的割裂作用减至最低限度,基体强度利用率可达70%~90%,因此球墨铸铁具有比灰口铸铁高得多的力学性能,抗拉强度可以和钢媲美,塑性和韧性大大提高,通常抗拉强度为400 ~900MPa,伸长率为2%~18%,同时,仍保持灰口铸铁的某些优良性能,如良好的耐磨性和减振性,缺口敏感性小,切削加工性好等,其焊接性能和热处理性能都优于灰口铸铁。但是相较钢件、铜件,其组织疏松,存在大量的铸造气孔和细小砂眼,如图1 所示,经常会在加工过程中发现夹渣。针对这种缺陷,现用的方式就是整体降铣(在原有基础上降低加工高度再次整体铣削)或局部清除夹渣后焊接处理,而这种方式只能掩盖较大的砂眼,并不能消除细小砂眼。
拉毛的形成与分析
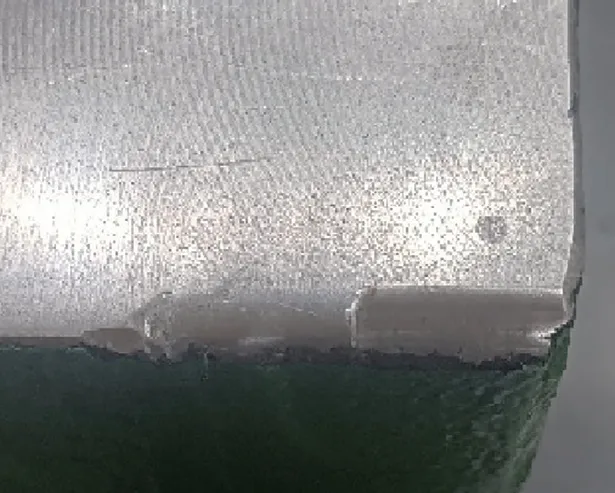
板料在拉延成形过程中,通过模具R 角向型腔内流动,在流动过程中,板材表面紧贴模具凸R 角,这时只要板料表面被异物、砂眼、粗糙表面划伤,就称之为拉毛。拉毛区域的镀锌层被破坏,防腐性能大大降低,直接降低汽车的防腐年限,同时也增加了生产用时和返修工时投入。板料表面状态如图2 所示。

冲压件拉毛刮锌主要是由模具引起的,具体原因主要有异物(打磨残留砂砾、粒度较大灰尘)、基体砂眼、表面粗糙和基体硬度不足四个方面。
⑴异物。模具在上线生产前都会经过全面清擦,清擦后都会进行清洁度检查,确保清洁后才能开具模具传票告知此模具可进行生产,所以模具内部异物造成拉毛的情况并不多。用于生产的板料在落料过程中都会进行清洗,其表面的清洁度是经过检验的,虽偶有异物带入,但概率较低也可以忽略。
①准备球头冲子,要求硬度高于模具硬度即可,球面要求圆滑,表面粗糙度值达到Ra0.4μm,如图11 所示;
队主官是学员在校期间与朝夕相处的人,对学员的军事训练成绩负直接责任,学员骨干是军事基础训练的执行者。两者的训练安全意识、施训方法直接决定了学员的训练成绩、训练安全意识。首先,应定期组织学员队主官、骨干进行科学施训方法的学习,使他们掌握科学的施训方法避免因盲目训练而造成的训练伤。其次,学员队主官应关心爱护学员,与学员交心谈心及时了解学员的身体、心理状况,避免因身体、心理状况不佳而导致的训练伤。最后,要求每次组织军事训练,尤其是具有一定危险的军事项目训练时必须有一名主官坐阵现场。
⑵砂眼。模具表面存在的铸造砂眼是无法完全消除的,当板料流过模具R 角时,由于强大的压力使板料产生挤压变薄,当模具砂眼达到一定直径时,在挤压力作用下,板料局部就会向砂眼内凸进,此时,砂眼口部的锐边就会刮掉凸进砂眼内的多余板料,这样就让板料表面出现了伤痕,如图3 所示,也会在砂眼内留下积屑瘤,如图4 所示。当下一张板料再经过时积屑瘤就会对板料表面形成持续划伤,在划伤过程中,积屑瘤由于刮削堆积作用,会逐渐积累变大变厚,零件表面的拉毛痕迹就会越来越深,直至无法接受而停线处理。


⑶表面粗糙。当模具R 角处表面粗糙度值大于Ra0.4μm 时,如图5 所示,在强大压力作用下,两侧锐边会对板料产生刮擦,并逐步发生碎屑堆积直至板料被严重划伤到肉眼可见状态而停线处理,如图6所示。


⑷基体硬度不足。模具基体在无砂眼和表面粗糙度符合要求情况下本身是不会造成板料拉毛的,但是由于硬度不足,很容易被板料上附带的小颗粒损伤,当损伤达到可刮伤板料的程度时,拉毛即随之产生。
盖地(2008)指出:增值税作为企业上缴国家的最主要的税种,在现行利润表中了无痕迹,而以其为计税依据计算附加税却在利润表中列示,不具合理性,也不符合税负转嫁理论和商品价值论,现行的增值税会计处理方法影响财务报表质量。[3]
拉毛处理方法及效果
基于PoS的共识机制还包括PPCoin[21]、Casper[22]、Snow-White[23]等。
脱水工序的配药系统(絮凝剂制备系统)常因为进口脉冲水表故障而导致系统停运,严重影响生产的正常运行。本文通过阐述进口脉冲水表的工作原理,通过技改创新,将国产水表与电磁流相结合,解决了进口远程脉冲水表的问题。
使用油石、砂纸、抛光轮等工具对模具型面进行抛光,使模具表面非常光滑,减小与板料之间的摩擦,从而降低拉毛的产生。但这种方式并不能解决砂眼拉毛的问题,最多只能让拉毛的频率有所下降。
采用表面淬火或表面涂层(如电镀)等方式,如图7 所示,可以有效提高模具表面硬度,大幅度降低模具表面被划伤风险,增加模具表面的承受力。但是在进行表面淬火或涂层过程中经过高温或化学腐蚀,模具基体的砂眼会再次放大,淬火时由于高温将铸件内部有机物燃烧掉,使砂眼孔口变得尖锐;而电镀时由于尖端堆积作用,使原本已经磨钝的砂眼孔口再次变锐,往往出现的情况是涂层或淬火回来的模具,拉毛情况会更加严重,要经过多批次的生产将砂眼孔口锐边磨钝后才会相应减低。

拉毛处理新工艺
⑴特点及用途。胶堵法就是采用高强度金属粘接剂(暂用AB 胶)对砂眼进行填补,使砂眼的空腔填满,锐边被封闭,从而来消除砂眼位置的凹陷,避免板料挤压凸进砂眼,这样就从根本上消除了拉毛缺陷。其优点是操作简便,效果显著,缺点是油污清除不净时易脱胶,主要适用于模具铸造区域。
紧跟海铁联运的发展步伐,宁波海关通过增进与沿线海关合作,鼓励“渝甬”“宁波舟山港-南昌”等多条海铁联运班列常态化双向运行,打造内陆节点城市换装中欧班列模式。“通过打造便利的通关环境,采用口岸直报及大通关等多种通关模式,让这条迈向全球的开放大通道更高效便捷,让内陆地区的外贸产品在国际市场上更具竞争力。”宁波海关相关负责人表示。
⑵工艺流程。
②用火焰烘烤需要粘接的区域,将渗入基体的油渍烤干,以确保粘接效果;
③勾兑粘接剂,如图8 所示;

④将粘接剂附于砂纸背面,施加压力在粘附区域来回按压,确保粘接剂最大量进入砂眼内部,如图9所示;
⑵工艺流程。

⑤等待粘接剂完全凝固后用600 目以上的砂纸对粘接表面进行流料方向抛光,模具R 角表面填补前后状态如图10 所示。

①清洁模具表面油污;
⑴特点及用途。凹陷法就是利用球头冲子对较大的处于型面以外的砂眼进行轻微锤击,使砂眼适当向下凹陷,避免砂眼锐边与板料接触来消除板料流动时产生的拉毛。其优点是操作简便,无需添加材料,效果显著,缺点是敲击后会在模具上留下凹坑,走料后会形成走料线痕迹,主要适用于模具型面以外区域。
油箱表面增加0.64 m2的肋板,同时将油箱体积增加100 L、200 L(图9),油液最终温度为94.7 ℃,92.4 ℃。结果表明同时增加肋板和油箱体积也无法将油液温度降低到80 ℃(图10)。
我坐月子的时候,一天吃一只,把鸡全吃了。妈每天帮我带孩子,洗洗涮涮,从不让我沾凉水。没满百天,她就说:“我知道你在家待不住,挂着油站。你去吧,去上班吧!”
运筹帷幄才能决胜千里。为有效应对洪灾,云南电网公司高度重视,及时向相关部门和金沙江沿江重点防御单位传达了省防汛抗旱指挥部的要求,并在11月5日、7日,召开专题会议,通报水情,研判形势,对沿江重点防御单位的防范准备工作情况进行再部署、再检查,要求按最坏的预测,做最充分的准备,确保各项工作安排落实到位,各类风险在控。重点强调了要围绕群众的安全转移和安置来开展工作,对转移地点、转移路线、转移方案、联络方式再检验、再落实
由此可见,在图形与几何的教学过程中,教师要避免生硬地把数学概念公式等特点机械灌输给学生的教学做法,而应根据数学知识的特点以及数学操作的难易程度,让学生们亲自动手去试一试,如此教学,不仅可以激发学生的操作兴趣,而且还可以降低学生理解数学知识的难度,加深学生印象,起到显著的教学效果。

②找准砂眼中心位置,锤击冲子使砂眼空洞周围向下凹陷0.1mm 左右,如图12 所示;

③利用1000 目以上砂纸对锤击部位进行进料方向抛光,砂眼凹陷法修复前后模具表面状态如图13所示。

⑴特点及用途。锤击法就是对模具R 角进行细密锤击,使铸件表面金相组织重新排列,消除铸造时留下的砂眼空洞而达到消除砂眼拉毛的方法。其优点是操作简便,无需添加材料,效果显著,缺点是遇到铸件夹渣时可能会整体脱落,不能保证原有R 角的尺寸,对锤击精确度要求较高,否则容易在无关区域留下敲痕。主要适用于模具精加工之前,模具R 角需要加大的情况。
⑵工艺流程。
①准备合适的手锤(要求手锤工作面光滑无坑);
“丯”甲骨文作。于省吾《甲骨文字诂林》:“其构形中划直,三邪划作弯环之势,象以木刻齿形。”[4]徐灏《段注笺》引戴侗说“丯即契也,又作 ,加刀,刀所以契也。又作契,大声。古未有书先有契,契刻竹木以为识,丯象所刻之齿。”所以“丯”的字形当是象在木上契刻以记事,而与草无关。从“丯”取义的字也多与契刻有关,如:、 、害、砉。
②对需求区域进行细密锤击,如图14 所示;
③对锤击后的区域进行精密机械加工或手工精密修整;


