墙壁开关按钮高低差研究
2022-02-26陈栋栋潘小军宛俊杰
陈栋栋 潘小军 宛俊杰 郭 涛 王 震
(宁波公牛电器有限公司 慈溪 315314)
引言
墙壁开关从拇指开关,到中板开关,再到现在的大板开关。大板按钮开关已经成为一种流行趋势。越来越被人们接受和喜爱。为了适应市场需求,开关行业推出大板开关。虽然结构多样,但是原理基本一致。由于大板按钮的结构特点,也暴露处一些之前其他结构都未发生的质量问题。按钮高低差就是其中一个。
本文旨在通过对大板按钮高低差进行研究分析,找出影响按钮高低差的因素,为以后墙壁开关按钮设计提供了参考依据。
1 按钮高低差简介
1.1 按钮高低差定义
高低差:多位开关按钮在静止状态下与相邻按钮垂直安装平面方向高度差值。
墙壁开关从之前的功能电器,渐渐发展成为如今的装饰开关。不但要满足开关功能要求,还要满足家居装饰作用。而多位开关按钮的高度不一,高低差作为开关的外观特质,不但影响开关外观质量,也影响用户体验。更是体现企业的设计能力和制造水平。由于按钮高低差影响因素较多,按钮高低差也是开关行业的难题,至今都未能有效解决。
1.2 按钮高低差测量判定
按钮高低差测量判定通常采用塞尺测量法和投影测量法。
塞尺量测法:通过采用标准塞尺比对相邻按钮之间台阶差,确定相邻按钮之间的高低差值。
投影测量法:通过采用投影仪对开关进行侧面投影,标记相邻按钮轮廓,对并按钮轮廓进行尺寸标记。确定相邻按钮之间的高低差值。
2 按钮高低差分析
2.1 常见开关产品高低差类型
通过大量市场调研和数据分析整理,现在市面上大板按钮开关结构类型主要有以下几种:
1)跷板式开关结构(如图1);
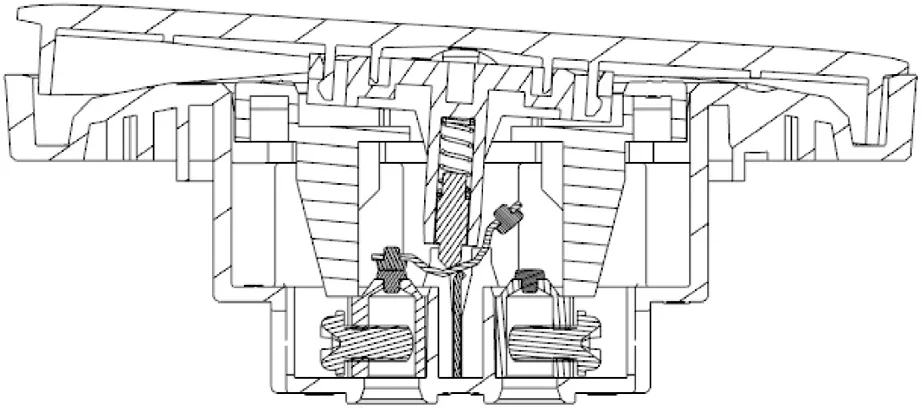
图1 跷板式开关
2)摆杆式开关结构(如图2)。
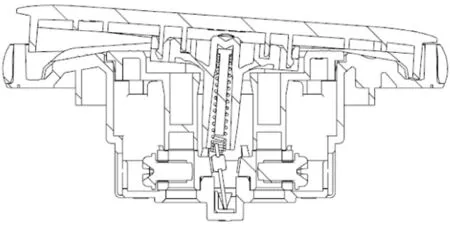
图2 摆杆式开关
其中上述两种结构中,根据按钮与过渡件装配方式又可以分类2种:
1)按钮与过渡件一体式结构;
2)按钮与过渡件分体式结构。
考虑按钮高低差主要由于装配误差和零件尺寸公差引起。产品零件数量和安装方式直接影响按钮高低差。故本文以跷板式结构,按钮与过渡件分体式大板开关为分析对象。
为符合国标GB/T 16915.1要求和便于产品安装,现在市面上大板按钮开关主要以按钮可拆卸结构为主,该结构方式为按钮与过渡件通过扣位进行装配[1]。过渡件与压板通过轴孔结构进行装配。压板与固定架通过扣位进行装配。
通过开关的装配方式,影响开关按钮高低差的主要零件是按钮、过渡件、压板、固定架。由于篇幅原因,本文将以4位开关高低差为例。
影响按钮高低差主要因素是关键零件的尺寸公差及零件翘曲变形。为便于分析,把尺寸公差和零件翘曲变形进行分开研究。
2.2 设计阶段计算分析
尺寸链计算分析,根据开关零部件装配关系,在不考虑零件翘曲变形的影响下,绘制尺寸链图。由于按钮拨打需要角度翻转,涉及直线尺寸和角度尺寸,所以该尺寸链为平面尺寸链[2]。
考虑该平面尺寸链复杂,进行分步计算。
首先计算按钮拨打角度尺寸公差。通过开关结构绘制尺寸链矢量简图(如图3)。
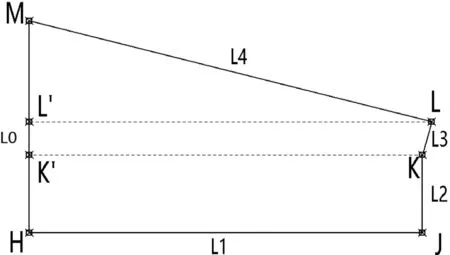
图3 按钮角度尺寸链
由几何关系有:

尺寸链各边向AG投影,得:
AG=AC1+C1D1+D1E1-E1G
其中尺寸各边与AG夹角为αi,
L0=L2cosα2+L3cosα3+L4sinα4-L5cosα5
同理,绘制高低差尺寸链简图(如图4)。
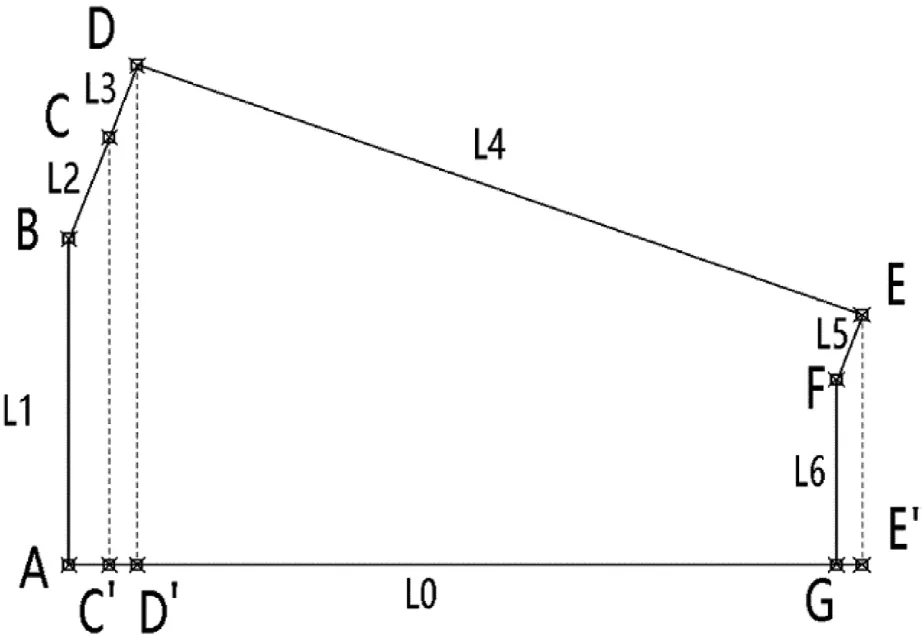
图4 按钮高低差尺寸链
由几何关系有:

尺寸链各边向LH投影,得:
MH=JK’+K’L’+L’M
其中尺寸各边与LH夹角为βi,
L′0=L′2+L′3cosβ3+L′4sinβ4
可知:αi+βi=90°,α2=α3=α4=α5。
2.3 零件翘曲变形翘曲变形的影响分析
通常PC料作为生产开关零件的最主要原料,大面积使用。而开关零件加工主要以注塑工艺为主。由于模具结构的复杂性,通常存在模内冷却不充分,凸模、凹模存在温差,浇口位置和尺寸不合理等因素。导致零件翘曲。从而影响按钮高低差。
通过对开关现有结构零件模流分析,设定注塑参数及材料参数。并定义按钮高低差方向为Z方向。
分析结果显示按钮翘曲变形0.49 mm(如图5)。

图5 按钮模流分析结果
压板翘曲变形0.14 mm(如图6)。
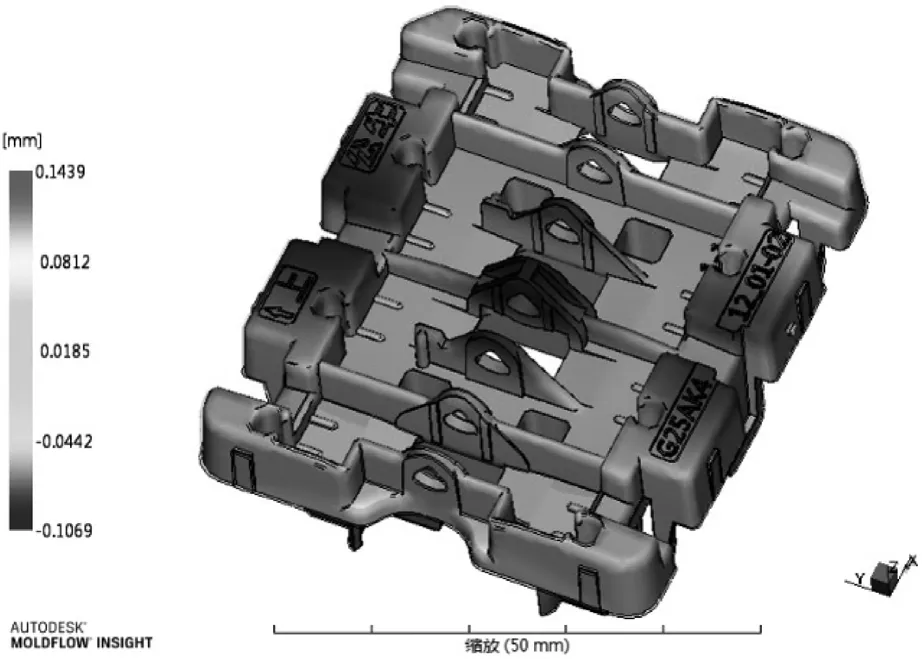
图6 压板模流分析结果
固定架翘曲变形0.13 mm(如图7)。
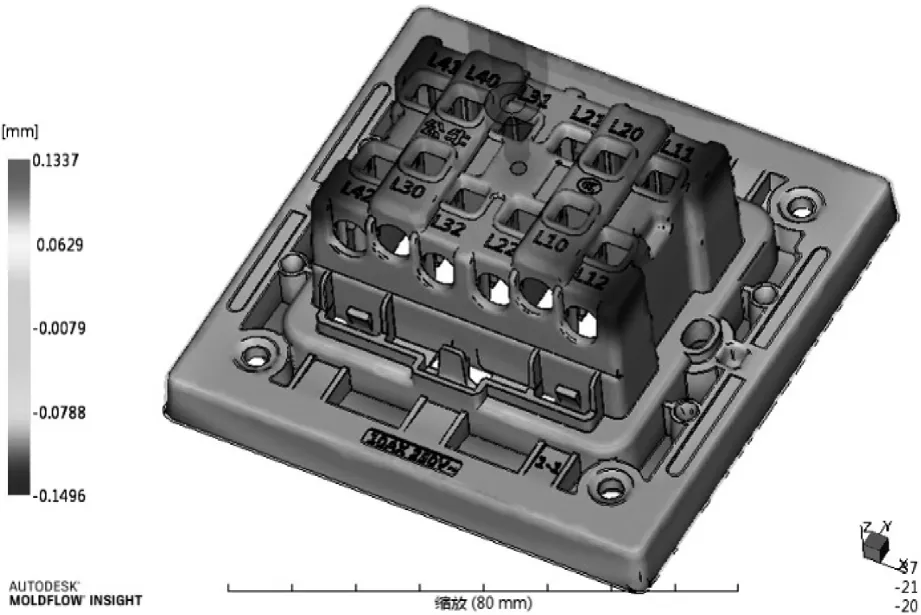
图7 固定架模流分析结果
模流分析结果显示,按钮、压板、固定架注塑过程都会产品翘曲变形。
2.4 成品装配后的变形情况分析
通过开关装配关系和尺寸链计算分析。零件翘曲对开关按钮高低差的变动值(如表1)。
从表1结果可得,按钮、固定架、压板的翘曲变形对开关按钮高低差影响较大。如何控制上述关键零件的翘曲,是解决开关按钮高低差的关键因素之一。
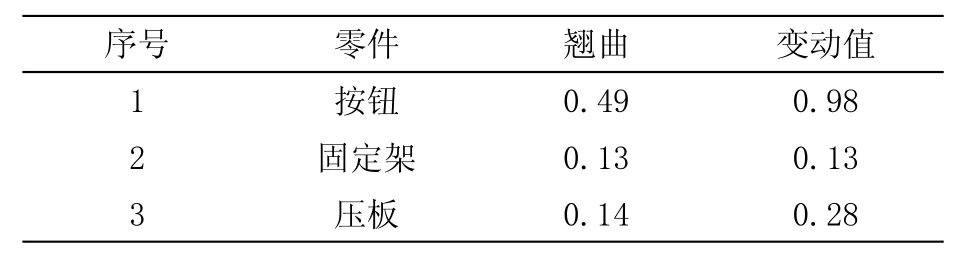
表1 零件翘曲对按钮高低差变动值
3 按钮高低差改善
3.1 零件翘曲改善
1)优化按钮模具进浇平衡,保证按钮注塑压力一致性。
2)对左右两侧按钮采用预变形设计。
3)提高固定架凹模温度,改善凸模、凹模温差。
3.2 成品装配改善
调整压板扣位,增加压板左右两侧扣位,有效改善压板翘曲对按钮高低差影响。
3.3 优化零件装配的尺寸链
减少零件配合的尺寸链,按钮直接与压板配合,不与过渡件配合。
4 结论
通过对按钮高低差的定义和分析,我们可以得知,关键零件的尺寸公差和翘曲变形影响程度较大。在后续产品设计和注塑生产过程中,需要对零件关键尺寸进行检验和监督,通过对新产品的关键尺寸和翘曲变形进行控制,保证后续产品按钮高低差符合设计要求,同时提升产品外观质量和用户体验。
