变电压电解加工对槽侧壁锥度的改善研究
2022-02-25陆嘉文朱栋任明珠张晓博
陆嘉文,朱栋,任明珠,张晓博
(南京航空航天大学 机电学院,江苏 南京 210016)
0 引言
质子交换膜燃料电池是一种将燃料中的化学能直接转化为电能的发电装置,具有能量转化效率高,无污染等特点,在新能源汽车等方面有着广泛的应用[1-2]。双极板是燃料电池的关键,金属双极板相比石墨双极板在强度、延展性、加工工艺、导电导热性能等方面更具优势,具有很大的发展前景[3-4]。
槽结构是双极板的主要结构,双极板槽结构传统的成型方式主要有液压成型、冲压成型和铸造成型。电解加工因其加工效率高、表面质量好、无残余应力、无工具损耗等特点[5-6]逐渐被应用于双极板槽结构的加工中。NATSU W等人利用射流电解加工的方法在304不锈钢表面加工出多槽结构[7]。JIANG X C等通过调整阴极沿流程方向的尺寸,减小了槽沿流程方向加工深度的变化[8]。
电解加工在金属板槽结构方面的应用日趋成熟,但仍有很多问题需要解决,如加工槽侧壁时产生的锥度问题。本文针对电解加工304不锈钢槽结构时存在的锥度问题,采用变电压的加工方法[9-10],开展变电压单槽电解加工的仿真和实验。
1 单槽变电压电解加工方法介绍
在单槽恒电压电解加工过程中,由于杂散腐蚀等原因,槽的侧壁存在锥度问题。通过调节加工过程中的电压参数,来改变不同加工时间的材料溶解速度,以影响槽侧壁的成形(图1)。
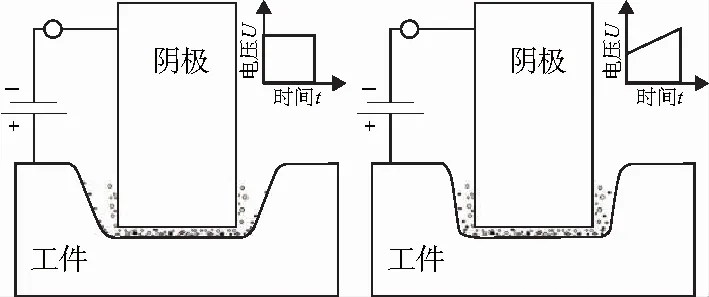
图1 槽的振动电解加工过程
线性变电压是加工过程中调节电压的主要方式之一,在加工过程中易于实现。通过改变电压变化的范围,可得到不同的线性变电压曲线(图2),进而控制电解加工的杂散腐蚀,改变试件的侧壁锥度。
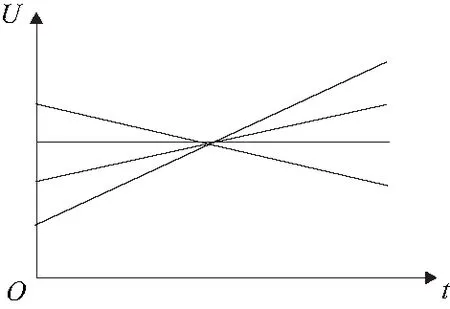
图2 线性变电压曲线
本文主要通过采用改变加工过程中电压的方法,对槽的侧壁锥度进行改善。
2 变电压对槽锥度影响的电场仿真
以14V为中心电压,开展线性变电压的电场仿真研究,分析不同变电压参数对槽侧壁锥度的影响情况,验证变电压改善槽侧壁锥度的可行性。
根据实际的加工初始状态构建单槽电解加工的二维截面电场仿真模型(图3)。工件阳极与工具阴极的初始间隙取0.1mm,工具阴极的进给速度为0.1mm/min。双极板槽的深度一般在0.5mm~2.5mm之间[11-12],取工具阴极进给量为0.7mm。工件表面不加工部分用绝缘块压住,采用小间隙代替两重合的边界。
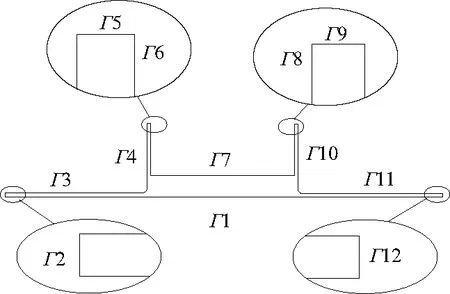
图3 单槽电场仿真模型
电极间隙内的电场分布满足拉普拉斯方程[13]:
式中:φ为电极间的电势;x、y为二维平面上的笛卡儿坐标。
根据实际的加工参数设置仿真模型的边界条件(表1)。
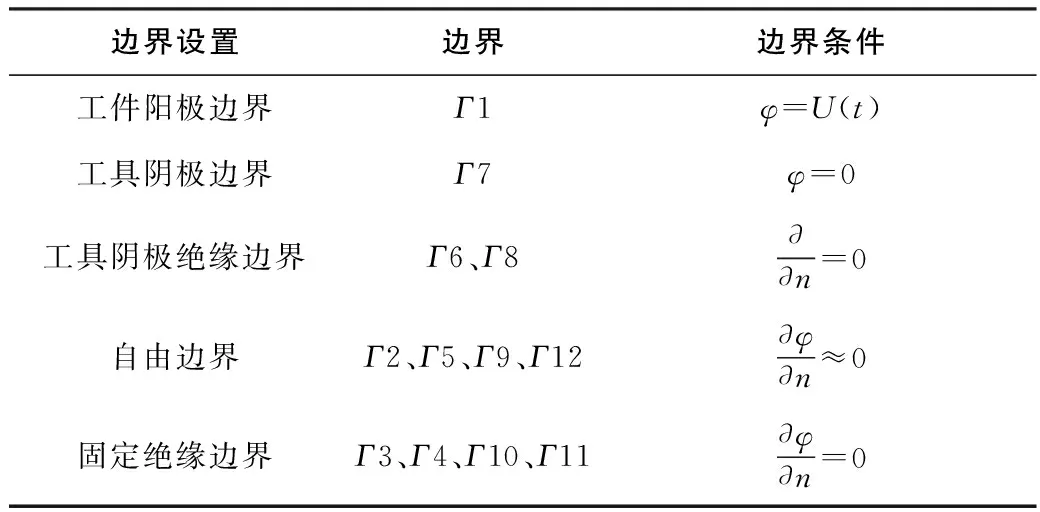
表1 仿真模型边界条件
以14V为中心电压,开展16~12V、14V、12~16V、10~18V以及8~20V的线性变电压仿真,得到在不同变电压仿真下槽的截面轮廓(图4)。通过比对不同仿真参数下的槽侧壁轮廓,可以发现线性变电压对锥度改善有明显的效果。16~12V线性变电压时,锥度问题相对14V恒压更加明显;12~16V线性变电压时,锥度问题相对于14V恒压得到了改善;随着调压范围的增大,改善效果更加明显,在8~20V线性变电压时,槽的下部宽度大于上部宽度,出现了负锥度。
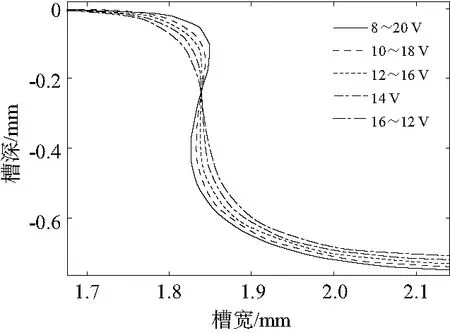
图4 变电压仿真下槽的单侧轮廓线
仿真研究结果表明:采用线性变电压,通过调节加工过程中的平衡间隙,可有效地改善槽的侧壁锥度。
3 变电压单槽振动电解加工实验
为了验证仿真结果的可靠性,开展以14V为中心的线性变电压单槽振动电解加工实验,研究线性变电压对槽侧壁锥度的改善情况。
3.1 实验内容
实验在自主研制的振动电解加工机床上进行,实验采用最大电流为5 000A的稳压脉冲电源,通过斩波器来实现电压与振动的耦合控制。夹具采用环氧树脂材料,其具有良好的刚性和绝缘性。采用双入口进液的方式,确保加工过程中流场的稳定。过滤系统和冷却系统能有效保证加工过程中电解液浓度和温度的稳定性。通过加工系统中的电流、电压、温度、压力和流量传感器,可实现对加工过程中参数的实时监测(图5)。
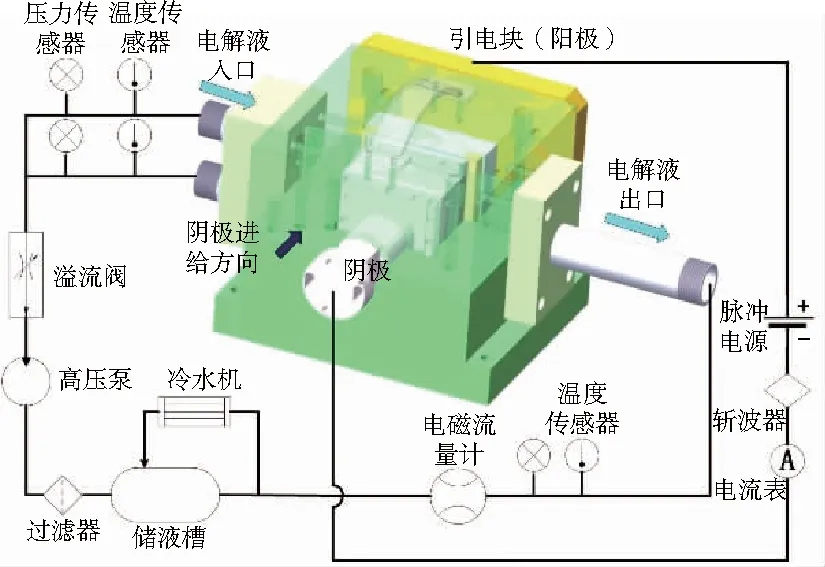
图5 单槽电解加工系统原理图
实验所采用的工件和工具阴极使用材料为不锈钢304(图6)。工件通过压板固定在阴极引电板上,加工过程中绝缘压块通过弹簧紧贴在工件压板表面。工具阴极宽度为2mm。侧壁进行绝缘处理,避免阴极侧壁对加工槽锥度的影响,工具阴极随机床主轴做振动进给运动。

图6 工件、阴极及其剖面示意图
采用的电解质溶液是质量分数为20%的硝酸钠溶液,入口压力为0.8MPa,电解液温度控制在30 ℃。实验采用振动进给加工,振动频率为10Hz,振动幅度为0.25mm,机床主轴进给速度为0.1mm/min。加工初始间隙为0.1mm,总进给量为1mm。单个振动循环的通电时间占振动周期的1/9。
采用不同的线性变电压参数(表2),开展变电压振动电解加工实验,分析不同变电压参数下槽的侧壁锥度情况。

表2 变电压振动电解实验电压参数
3.2 结果分析
电解加工槽结构不可避免地会出现加工圆角,为减小加工圆角对槽侧壁锥度的影响,在分析锥度时,去除圆角对锥度的影响(图7),本文的锥度计算公式为
式中:H为去除加工圆角影响后的槽高度;X为去除圆角影响后的槽侧壁单边跨距。图7中,R1为槽的顶部圆角,R2为槽的底部圆角;θ为槽的锥度。θ越大,槽的锥度越大;θ>90°时,槽为负锥度。

图7 锥度评价标准示意图
在工具显微镜下对不同变电压参数得到的试件进行观察,获得加工后槽的截面轮廓(图8)。由图8可以看出,14V恒电压加工条件下,槽的侧壁有明显的锥度;当电压由16V线性减小到12V时,槽侧壁锥度明显减小;当10~18V线性变电压加工时,槽的侧壁基本垂直,锥度改善效果明显;当进一步扩大变电压范围时,线性变电压范围为8~20V时,槽侧壁甚至出现了负锥度。
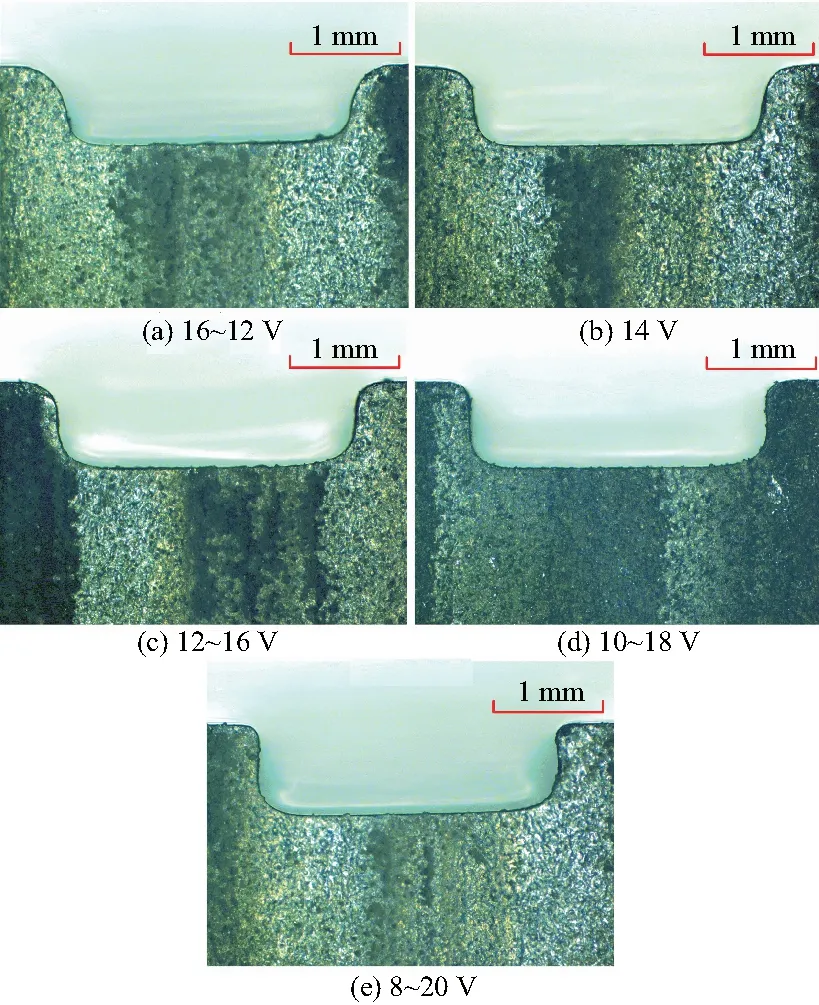
图8 变电压振动电解加工下槽的截面轮廓图
提取变电压振动电解加工下槽的轮廓截面线(图9)。从图9中可以看出,随着初始电压的减小,结束电压的增大,槽侧壁锥度逐渐增加,实验结果与仿真结果相符。
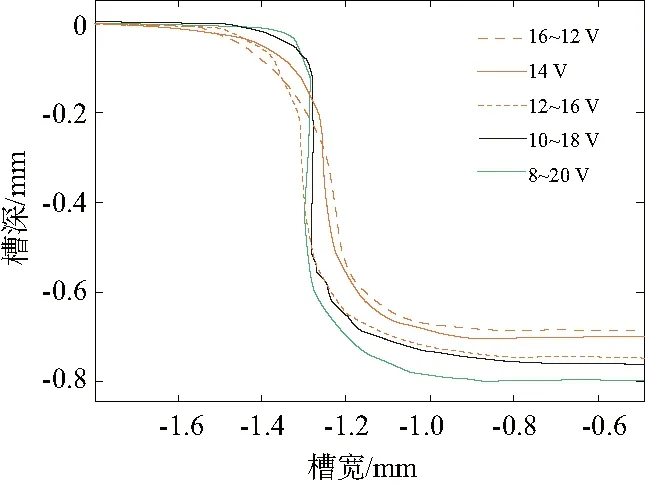
图9 变电压加工下槽的单侧截面轮廓线
通过锥度计算,获得试件的侧壁锥度值(图10)。锥度值随着加工前后电压差的增大而增大,合理调节线性变电压的参数,能够改善由于杂散腐蚀等原因造成的锥度问题,将槽的侧壁控制到近似垂直。在10~18V线性变电压振动电解加工时,槽的侧壁锥度值为89.3°,接近于垂直。由不同变电压参数加工出的槽侧壁锥度值可得,线性变电压振动电解加工可以有效改善槽的侧壁锥度。
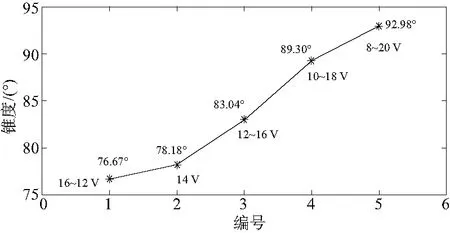
图10 变电压振动电解加工下槽的锥度
4 结语
本文针对304不锈钢开展变电压振动电解加工仿真和实验,以改善槽的侧壁锥度。根据仿真和实验结果,可以得出以下结论:
1)开展变电压单槽电解加工电场仿真,仿真结果表明变电压能改善槽的侧壁锥度。
2)开展变电压单槽振动电解加工实验,电压由10~18V线性变化时,能有效加工出侧壁近似垂直的槽。