西门子840C系统加工程序不执行的故障排除实例
2022-02-24牛志斌刘淑荣
牛志斌,刘淑荣
1. 东北工业集团公司 吉林吉林 132021
2. 长春工程学院 吉林长春 130012
1 序言
我公司一台从德国进口的采用西门子840C系统的数控主轴倒置式全自动硬车机床,一次长时间停机再运行时出现故障,加工程序执行中途进入死循环,在执行到子程序SPF80的N10语句时停止运行,如图1所示。这个语句内容是N10 M (NC010:PART CLAMPED IN CHUCK? YES/NO START!),提示:“工件是否在夹具中被夹紧,YES/NO,起动”,要求机床操作人员按机床操作面板上应答键“YES”或“NO”,然后按起动按键。但无论按哪个按键,运行几段程序之后又回到这个语句,无法进行切削加工。

图1 加工程序执行停止页面
2 故障分析
这是一台专用机床,加工程序是由德国机床厂家编制的。根据机床工作原理、加工程序运行和故障现象进行分析,认为应该是工件夹具的状态出现了问题。这台机床采用夹具内胀夹紧工件,同时尾座顶尖顶紧工件柄部的中心孔。检查夹具的状态显示页面,如图2所示。观察夹具的状态,在工件夹紧时,数据显示的是夹紧,但信息显示的是释放(RELEASED)和超程(OVERSTROKE),显示信息与状态不符。

图2 夹具状态显示页面
观察顶尖套筒的状态显示页面,如图3所示,很多数据是0,数据没有传送过来。由此说明,夹具和顶尖的状态数据都有问题。
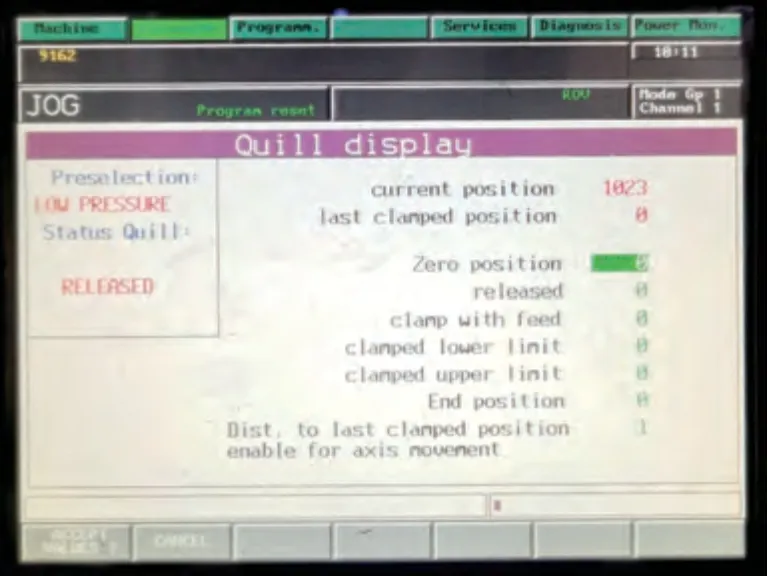
图3 顶尖套筒的状态显示页面
对加工程序进行分析,发现夹具和顶尖的功能是在子程序SPF403中用参数R813来预设置的,如图4所示。查阅机床说明书,R813是加工过程中夹紧装置预设置参数(Presel. clamping device for processing RP)。从SF403子程序可以看出:R813设置为0,夹紧和顶尖没有功能;R813设置为1,设置夹具外夹;R813设置为2,设置夹具内夹;R813设置为3,设置夹具外夹和顶尖同时动作;R813设置为3,夹具内夹和顶尖同时动作;R813设置为5,只用顶尖。在这个程序中R813已经设置为4,没有问题。

图4 夹具与顶尖功能设置
在执行加工程序过程中,观察参数R813的状态,其数值开始是0,瞬间变为4,但又变回0,说明工件夹紧预设置异常。
为便于观察,在子程序SPF403中R813赋值后,设置暂停指令G04 F300(见图5),暂停300s。然后执行加工程序,在程序执行暂停指令期间,检查R813的状态为4,说明已将R813赋值为4,没有问题。待暂停之后,执行其他程序时,R813又变为“0”[1]。

图5 SPF403增加暂停指令
这台机床的加工程序比较复杂,在执行加工主程序时,需要调用的子程序就有十几个,为了便于查阅和分析加工程序,将加工程序通过串行通信口下载到计算机中。
在计算机中用WORD打开下载的加工程序文件,进行检索查看,发现SPF5子程序(见图6)包含有关于参数R813的语句。
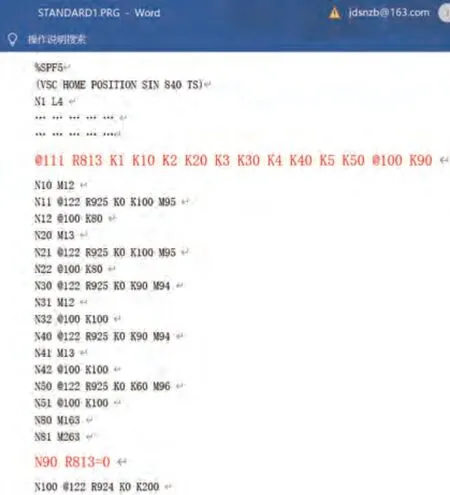
图6 子程序SPF5
根据编程手册对这段程序进行分析。@111 R813 K1 K10 K2 K20 K3 K30 K4 K40 K5 K50 @100 K90 语句的含义是:R813为1时跳转到N10语句,R813为2时跳转到N20语句,R813为3时跳转到N30语句,R813为4时跳转到N40语句,R813为5时跳转到N50语句,R819为其他数值时跳转到N90语句[2]。
因为之前R813设置为4,所以执行这段程序后应该跳转到N40语句。继续分析如下:N40 @122 R925 K0 K90 M94语句的含义是R925为0时跳转到N90语句,否则执行M94指令;N41 M13语句的含义是执行M13指令;N42 @100 K100语句的含义是跳转到N100语句。
如果R925的数值不是0,就应该执行M94(夹具与顶尖同时动作)、M13(设置内夹),将预置信号传递给PLC。由于检查参数R925的数值一直为0,所以执行N40语句时,程序不执行后面的M94和M13,直接就跳转到N90语句,将R813设置为0。至此,已经找到问题的关键是R925的数值被设置为
0[3]。
查阅机床说明书,参数R925为顶尖可用(Memory: tailstock available)设置参数。设置为0,系统程序认为顶尖不可用。继续检索程序发现在子程序SPF1(见图7)中对R925进行了处理。其中语句@308 R925 K8004 K6的含义是:将PLC用户数据位8004.6的数值送入参数R925[4]。
3 故障处理
利用系统功能,查看PLC用户数据位8004.6(见图8),发现其数值确实是0,将其更改为1后,加工程序恢复正常运行[5]。
4 结束语
这个故障就是系统PLC用户数据位8004.6由于偶然因素变为0而引起的。
在这个故障检查过程中,多次遇到西门子@高级编程指令,这在一般程序中是很少见的。由于故障原因是系统PLC用户数据的设置出现了问题,所以还要对西门子840C数控系统的结构有所了解。另外,下载加工程序到计算机中,使用WORD进行检索,可以达到事半功倍的效果。
