半自磨机结构与筒体衬板研究进展及发展趋势*
2022-02-24陈天乐肖庆飞任英东谢浩松张志鹏
陈天乐,肖庆飞,任英东,谢浩松,张志鹏
(昆明理工大学 国土资源工程学院,省部共建国家复杂有色金属资源清洁利用国家重点实验室,云南 昆明 650093)
0 引言
19世纪末,随着筒体磨机的问世及其在矿山生产中的成功试用,人们就发现矿石中的一部分大块颗粒能作为磨矿介质进而实现自磨,从此自磨技术开始在工业领域得到了应用。选矿厂渐渐发现处理硬度较大的矿石时,自磨工艺会出现很大的不适应性,磨机处理能力显著下降。为了解决“难磨粒子”对磨矿效率的影响问题,选矿厂开始在自磨机中添加一定量的钢球,半自磨的概念应运而生[1-3]。自20世纪70年代半自磨工艺在工业上应用以来,该技术已经成为选矿厂碎矿磨矿作业中的常规工艺,也是当今世界各国新建选厂和技术改造中普遍采用的碎磨工艺[4]。与常规碎磨工艺相比,半自磨工艺具有以下优点:
a.设备数量少,工艺流程短,人力成本低;
b.破碎比大,单机处理能力远远大于传统工艺;
c.适应性强,可根据不同矿物特性和选厂条件选择合适的流程;
d.减少了粉尘污染,处理黏性较大、潮湿的矿物更具有优越性[5]。
在国内外研发制造水平不断提高和市场对矿业资源需求急剧增长的双重驱动力下,选矿碎磨领域对半自磨工艺的依赖度会越来越高,半自磨机将会朝着高效化、大型化、智能化的方向发展。
1 半自磨机衬板研究进展
1.1 几何结构
衬板是磨机的组成部件,据报道,衬板的成本占半自磨总成本的37%。衬板包括筒体衬板、格子板、矿浆提升格、给矿端衬板、排矿端衬板等,本文仅讨论磨机筒体衬板。与球磨机相比,半自磨机具有直径较大、入磨粒度较大、钢球充填率较低、大块矿石自身需要充当磨矿介质等特点,因此对半自磨机衬板的设计提出了更高要求。一方面要求其对磨机载荷的提升能力更强;另一方面要求其具有更加良好的冲击性能,以防止尺寸较大的矿块频繁冲击造成衬板疲劳磨损和断裂损坏[6]。表1列举了不同直径磨机和单个钢球的冲击速度和冲击能量对比。

表1 不同直径磨机和单个钢球的冲击速度和冲击能量对比[7 ]
不合适的衬板设计会导致其在使用周期内被砸坏,同时还会增加磨矿介质的消耗,这会导致选厂产量降低、材料成本增加。据资料统计,国内许多选厂磨矿系统半自磨机设备运转率仅为80%,这对选厂的产能和效益有巨大的影响[8]。筒体衬板的结构是磨机内待磨物料和磨矿介质运动的决定性因素,对磨矿效率具有重要作用。为了延长筒体衬板的使用寿命,以往选厂内半自磨机筒体衬板设计改造的核心思想是单纯地增加提升条和底板的厚度,在提高衬板质量的同时减小了磨机的有效容积,忽视了衬板几何结构与排列方式对磨机性能的关键性影响,改造效果往往不佳[9]。
半自磨机筒体衬板的平面几何结构如图1所示。
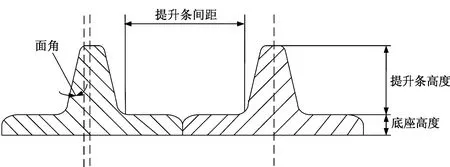
图1 半自磨机筒体衬板的平面几何结构
筒体衬板主要由底座和提升条构成,关键几何参数如下:
a.衬板的形状,特别是提升条部分的几何形状目前主要有L型、T型、波型等。不同形状的衬板对磨矿介质的提升位置及抛落势能影响均不同。以L型衬板为例,优点是对钢球的提升位置较高,粗碎效果好;缺点是容易出现空砸现象,衬板损坏较快。四川会东矿业有限公司某选厂发现磨机使用的T型衬板磨损不对称,对此进行了结构改造,将磨损面厚度增大、非磨损面厚度减薄,改造前后衬板总质量不变,使用效果良好[10]。孙珊珊等[11]通过EDEM和ANSYS耦合的方法设计了一种新型结构的波形衬板,在主提升条两侧各增加高度为主提升条1/3的副提升条,发现新型波形结构衬板的区域最大磨损量较传统的波形衬板明显下降,而且一定程度上增强了衬板的提升能力。
b.提升条高度为底座表面至提升条顶部的垂直距离。肖贤煌[12]通过离散元仿真的方法探究了提升条高度对磨机性能的影响,在等比例缩小的φ480 mm×260 mm的磨机中,当衬板提升条高度为17 mm时,仿真过程中黏结键的断裂速度最快,磨机的磨矿性能最佳。青海某金矿选厂根据筒体衬板磨损情况对其结构进行了改造,将提升条高度由原来的150 mm提高至170 mm,同时提升条底座厚度减少了10 mm,在衬板自身质量变化不大的情况下,衬板的使用寿命延长了约1 400 h。
c.提升条面角(倾角)是提升条工作面与底座垂直方向的夹角。提升条面角影响磨机载荷的运动轨迹和能量传输,其设计应实现提升和冲击性能最大化。付开进[13]发现改变提升条面角会改变物料在磨机内的冲击点,随着提升条面角的增大,提升作用降低,处于抛落状态的物料和磨球数量减少,对物料的冲击破碎作用减弱。江西德兴铜矿结合现场生产情况和生产厂商建议,将其φ10.34 m×5.19 m半自磨机提升条面角由50°改为60°,成功地将衬板使用寿命提升至4个半月,达到了选厂预期目标[7]。
d.提升条间距由衬板的排列决定,合理提升条间距可以最大限度地提高物料的提升率、减少提升区死区面积[14]。若提升条间距过小,会使介质在上升过程中产生相互夹持的现象,导致介质抛得过远乃至直接冲击衬板,使得衬板的使用寿命急剧缩短。杨福新[15]认为,在一定的提升条数量范围内,随着提升条数量的增加,被提升条提起的矿料也会随之增多,磨矿介质被提升的高度同样明显提高,半自磨机冲击磨碎矿料的效果也越好。
e.整体式衬板的提升条和底座都在同一块衬板上。衬板提升条磨损程度直接决定了半自磨机筒体衬板的使用寿命,考虑到底座的使用寿命往往高于提升条,基于等寿命更换准则,越来越多的生产商、选矿厂倾向于采用分体式衬板,即将提升条和底座分开设计。紫金矿业某铜冶炼渣厂半自磨机—球磨机流程(SAB流程)中半自磨机因筒体衬板腐蚀较为严重,对衬板结构进行了优化,从提升条和底座的整合性入手,用压条型衬板替代原有的整体式衬板[16]。分体式衬板不仅解决了整体式衬板提升条失效后底座浪费的问题,同时在铸造、热处理加工工艺方面也有一定的优势;缺点是较整体式衬板安装周期长、更换复杂。
1.2 衬板材质
在研究衬板几何结构的同时,针对磨机衬板材质的研究也取得了长足进步。伴随着材料工业的发展,出现了数百种钢和铁衬板、复合衬板以及橡胶衬板。目前国内磨机衬板材质主要分为耐磨钢、耐磨铸铁两大类[17],表2给出了几种典型衬板材质的性能比较[7,18]。
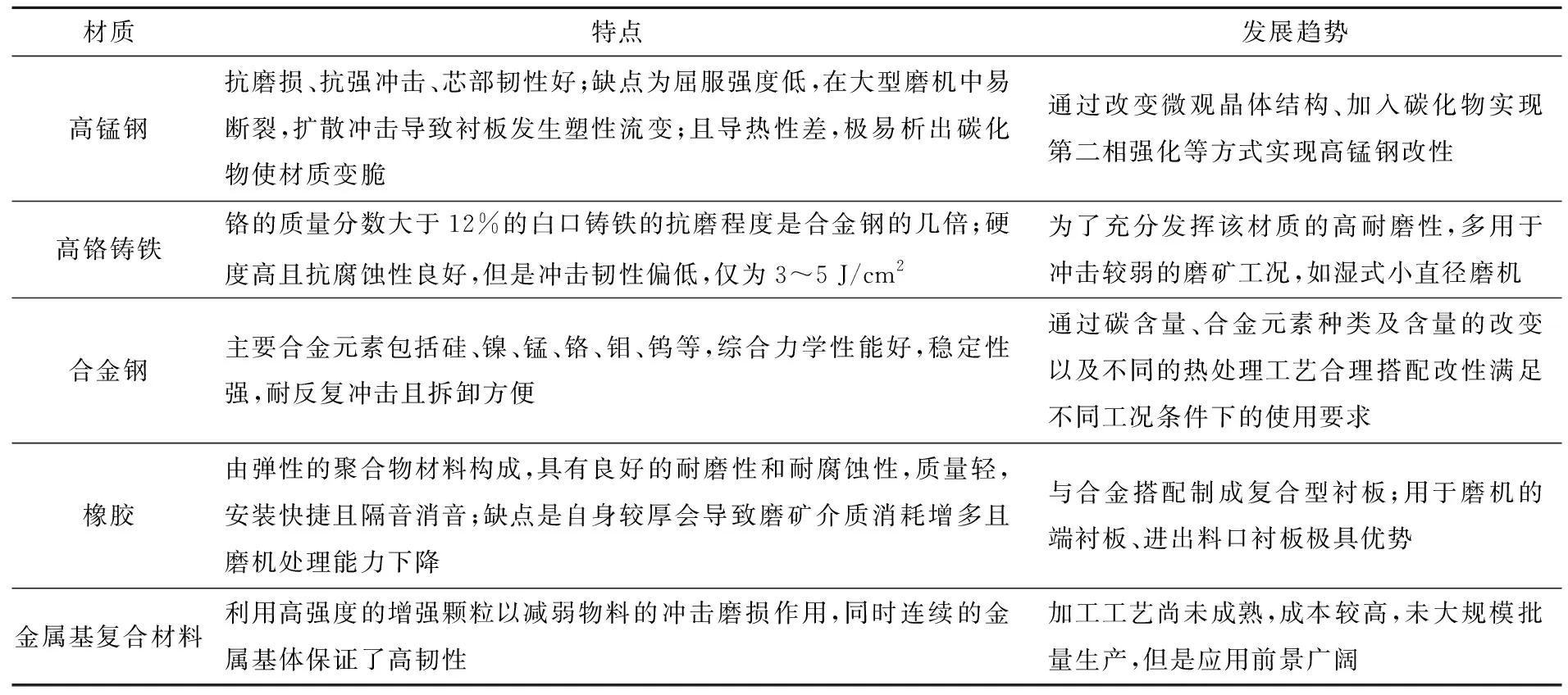
表2 典型衬板材质的性能比较
在半自磨机问世之时就出现了衬板磨损的问题,由于当时磨机直径小而未对衬板的磨损引起足够重视;随着磨机规格不断增大以及自动化程度的提高,衬板磨损的问题日益突出。磨机筒体衬板可以更换,但自身必须具有有效的抗冲击和耐摩擦磨损的特性,因此矿山和生产厂商非常关注衬板材质以便降低维修更换成本及提高磨机运转率。
国内半自磨机筒体衬板以合金钢或铁质为主,未来主要研究内容包括两方面:①研发新合金材料;②对已有合金材料调整金属含量,采用不同的热处理方式改变材料的硬度和金相组织,以满足不同工况的要求。在相同的生产处理工艺条件下,合金钢的性能取决于合金元素的种类及其含量,下面列举了主要的合金元素及其对材料性能的影响:
a.碳。碳元素是对合金钢材料性能影响最大的元素,一般来说,随着碳质量分数的增加,合金钢的强度和硬度也会随之提升,但是其耐磨性、延展性会随之下降。崔方明等[19]认为,当合金钢中碳质量分数保持在0.30%~0.55%时,其洛氏硬度(HRC)可达到48~51,冲击韧性可达到50 J/cm2,具有最佳的耐磨性能。
b.硅。硅元素是铁素体的形成元素,可强化铁素体,在提高材料的屈强比的同时可以极大地提高合金钢的淬透性。LUNIKA等[20]通过试验发现,在Cr-Mo系列合金钢中,当硅质量分数为1.0%时,合金钢具有最佳的抗拉强度和冲击韧性。
c.锰。锰元素强化基体的作用很大,是奥氏体稳定化元素,在低含量范围内可增加回火脆性,在高含量范围内可粗化组织,产生二次硬化,但是随着锰元素含量的升高,合金钢的耐腐蚀性和冲击韧性会降低 。
d.铬。铬元素是合金钢中使用最广泛的金属元素,可提高合金钢的抗氧化性和耐腐蚀性,可与碳元素结合形成多种碳化物而进一步提高合金钢的耐磨性。陈弛文等[21]认为当合金钢中铬的质量分数超过2.5%时,抗拉强度增加不明显,但冲击韧性下降明显,因此在合金钢的制备中,铬的质量分数不宜过高。
e.钼。钼在合金钢中可固溶于铁素体、奥氏体和碳化物中,它是缩小奥氏体相区的元素,可降低或消除合金钢的回火脆性,对改善钢的延展性、韧性及耐磨性有利。有研究表明,钼可以使变形强化后的软化温度以及再结晶温度提高,并极大提高铁素体的蠕变抗力,促使特殊碳化物析出,因此钼是提高钢的热强性的最有效的合金元素。
f.铜。铜元素能够有效提高合金钢的耐腐蚀性(包括耐气蚀性)。曹国良等[22]认为铜元素形成的难溶性盐对金属表面空隙和裂纹有修复作用,其不仅可以提高合金钢的耐全面腐蚀性能,而且还可以提高其耐点蚀性能。
g.镍。镍元素能在不降低钢可塑性的情况下提高钢的强度,有非常高的耐酸碱腐蚀性能,同时能改善钢的低温韧性,降低钢的临界冷却速度,提高其淬透性。黄汝清等[23]认为在Fe-Cr合金钢中加入镍可使其金属表面生成钝化膜的能力增强,从而进一步提升合金钢的耐腐蚀性能。
铜陵冬瓜山选厂φ8.53 m×3.96 m半自磨机衬板使用寿命过短,没有达到设计预期水平;为了解决此问题引进了珠光体Cr-Mo合金钢衬板,其主要成分有:ω(C)0.7%、ω(Si)0.4%、ω(Mn)0.65%、ω(Cr)1.8%~2.5%、ω(Mo)0.5%~0.8%和ω(Ni)0.5%~0.8%;该材质衬板使用寿命超过了4个月,在现场具有较好的使用效果[24]。 目前国内外合金钢衬板已经广泛使用,但是材质质量和稳定性方面还有待提高,在铸造手段、热处理工艺、合金化配比普适性等方面还有待深入研究[25]。
2 半自磨机结构研究进展
2.1 环形电机(无齿轮传动)
进入21世纪后,随着矿业市场需求的激增以及重型机械制造业的快速发展,为了提高选矿厂处理能力以及降低投资及生产成本,扩大选厂规模是各大矿业公司的必然选择,其中大型稳定高效磨矿设备的选择尤为关键。随着半自磨机的大型化,磨机的驱动电机随着磨机直径的增大,其传动电机功率相应增加;为了有效提高磨矿作业对矿石性质变化的适应性,对变速电机的需求日渐增加[26]。传统磨机驱动方式是齿轮传动,电机通过固定在筒体两旁的大齿轮带动小齿轮向磨机提供传输动力,由于齿轮机械性能的限制,单个电机对齿轮的最大传动功率一般不超过8 000 kW;若采用双电机驱动,功率最大可达16 000 kW。我国西藏甲玛铜矿φ10.37 m×5.19 m半自磨机和乌山铜矿φ11.0 m×5.4 m半自磨机均采用双电机传动,但存在两台电机功率平衡的问题。智利埃斯康迪达铜矿选厂φ10.97 m×5.18 m半自磨机齿轮直径达13.2 m,配备了两台功率为6 714 kW的同步电机,在运转过程中受机械传动效率的影响一直不能满负荷运行,而且增加了磨机的日常维修量,未达到预期的效果[27]。国内外部分选厂齿轮传动半自磨机数据见表3。
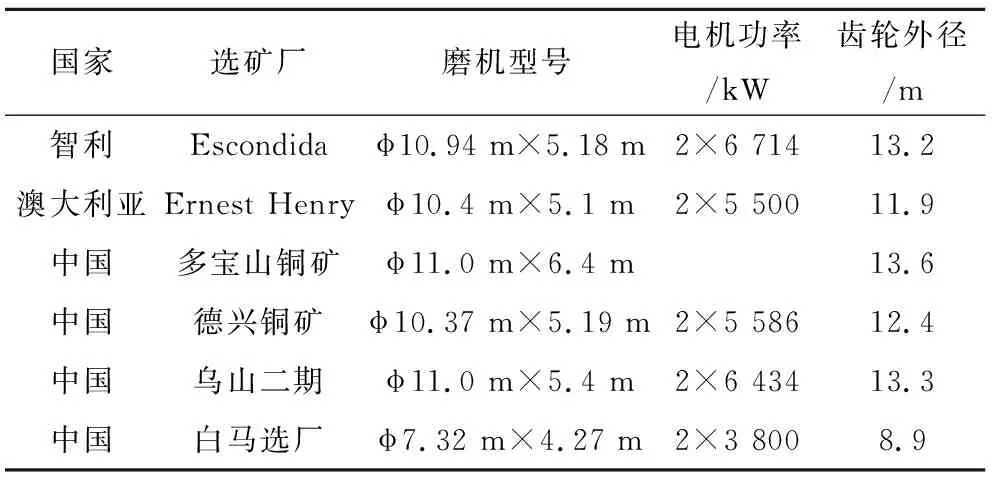
表3 国内外部分选厂齿轮传动半自磨机数据[28-29 ]
受齿轮传动方式的限制,大功率半自磨机的发展在很长一段时间内停滞不前。20世纪80年代无齿轮传动(环形电机)在磨机驱动上的使用打破了这一限制,为磨机的进一步大型化创造了条件。无齿轮传动有3种不同的传动方式,分别是环式、悬臂式和直连式。驱动磨机筒体运转的多为环式传动方式,该电机占地面积小且易于运输和安装。原理是将环形电机的转子固定在磨机筒体周围,整个磨机就像一个电机,磨机筒体像电机的转子,而环形电机则像普通电机的定子,具有天然的变速功能[30]。无齿轮传动虽然初期投资较高,但是与常规的齿轮传动相比具有以下优点:传动功率大、具有较高的传动效率、传动链短减少了能量损失、方便磨机调速以实现变速驱动、占地面积小且运转率高、维护量较小。
世界上第1台矿用无齿轮驱动的半自磨机出现在1987年,型号为φ9.8 m×5.2 m,安装在智利丘基卡马塔铜矿选矿厂[31]。迄今为止,世界上传动功率最大的环型电机安装在澳大利亚中信泰富Sino铁矿的自磨机上,其额定功率高达28 000 kW[32]。无齿轮传动发展至今已有30多年的历史,全球主要的生产厂商有美卓、富乐、奥托昆普等公司。迄今为止,全世界已经有60多台大型半自磨机使用了环形电机,环型电机在磨机上的使用使得半自磨机大型化成为可能;同样对于额定功率超过16 000 kW甚至更大的传动装置,环型电机传动是目前唯一的选择[33]。
2.2 新型筒体支撑结构
磨机的大型化对磨机主轴承的承重性能提出了更高的要求。据资料统计,江西德兴铜矿大山选矿厂φ10.37 m×5.19 m半自磨机空载情况下仅自身质量就达1 431 t,满载运行质量更是超过了2 000 t[34]。传统的磨机承重采用的是耳轴支撑,磨机筒体轴承通过端盖与双侧耳轴相连,结合处为铸铁铸钢件。在这种支撑结构下,筒体整个质量将通过轴承直接传递给耳轴和端盖,磨机轴承和筒体法兰连接处发生故障甚至断裂的情况时有发生,这对铸件的质量有着极高的要求。与传统的耳轴支撑方式不同,新型的磨机筒体支撑是将滑动轴承安装在筒体的座环上,这样整个筒体的负荷不需要通过端盖转移到耳轴上,而是由滑动轴承直接承重[27]。与耳轴支撑承重相比,筒体支撑承重有以下优点:①成本降低。不需要再制造锥形端盖和耳轴等复杂且质量要求极高的重型铸件,改善了受力状态的同时减少了磨机发生结构故障的风险。②磨机质量降低。磨机筒体支撑结构采用的是平面端盖,端盖受到的力较小,这样可以采用较轻的钢结构构件来减轻磨机整体质量。③易于检修。采用筒体支撑结构的磨机占地面积较小,可以在不排放筒体内物料的情况下进行检修,大大缩短了检修时间,减小了工作难度。④易于在线检测。在滑动轴承内可以设置压力、磨音、位移传感器,可以随时检测磨机的负荷,以及摆动、偏心等工作状态。我国金川矿业公司选矿二车间φ8.53 m×3.96 m半自磨机采用的就是静压滑动轴承,检测系统内有温度、油压、油差等检测元件,可以实现对筒体支撑系统关键部位的检测与报警[35]。
筒体支撑轴承能够轻松适应不同结构长径比的磨机,伴随着现代选矿工艺的发展和磨机不断向大型化发展的趋势,筒体支撑轴承在今后会逐渐替代耳轴支撑轴承,成为大型选矿厂的主要选择。
3 展望
1)节能降耗是半自磨机的发展方向
随着计算机和设计开发软件的普及,筒体衬板的设计和在不同工况下的模拟都已经成为了现实[18]。在满足实际生产需要的前提下,采用新型结构衬板可以提高磨机的磨矿效率;同时研发生产高性能、低成本的新型耐磨材料可以制造出集高强度、高韧性、高性价比于一体的新型衬板。
2)大型化是半自磨机发展的必然趋势
研发和工艺制造水平的提高推动磨矿设备朝着大型化的方向发展,在此背景下,一方面新型传动机构和轴承支撑体系丰富了磨机的结构配置,另一方面与半自磨机配套的关键铸件也需要随之大型化,这将是制约超大型、特大型设备稳定运行的关键所在。
3)半自磨机自动控制技术朝着集成化、网络化、智能化方向发展
自动化技术与半自磨工艺的有机结合不仅要求其准确及时地调节生产设备,以满足稳定生产的需要,还要求在宏观上对整个生产系统进行优化、诊断、调控、决策等,控制系统必须要完成多个目标、多个层次的控制任务,而不是简单地局限在数字计算上。只有这样,才能最大限度地发挥自动控制技术的优势,才能更好地服务于选厂的日常生产。
