一种基于模糊自适应PID的圆盘定量浇铸控制方式
2022-02-22袁峰
袁 峰
(江西瑞林装备有限公司,江西 南昌 330200)
在电解铜的冶炼过程中,通常需要将熔融状态下的铜水经过定量浇铸工艺,从而浇铸成具有特定重量规格的阳极铜板,之后将这些铜板经过电解后能够得到高纯度的铜。所以,阳极板的好坏直接影响到到电解铜的质量,因此,定量浇铸工艺质量的好坏对于出铜的质量有着直接影响,是整个电解铜冶炼过程中的重要环节。
目前,在国际上比较先进的圆盘定量浇铸设备主要是芬兰某公司研发生产的M28圆盘浇铸机,该设备技术成熟且运行可靠,几乎对整个圆盘浇铸领域形成了垄断的局势。早期,国内很多铜冶炼加工企业多半采用的手工浇铸,手动方式主要依靠传统工人的浇注经验进行控制,不仅生产效率低下,同时产品的生产精度也难以保障,极大的限制了企业的发展。而自动生产方式的应用有效的改善了传统手动模式的弊端,其主要依托PLC等元器件来实现反馈以达到自动控制模式。近期,虽然国内通过引进吸收国外先进设备,自主研发了一些自动化程度稍高的圆盘浇铸机,但浇铸的速度和精度都不高,究其原因主要由于浇注系统是一个非线性严重、时间滞后大、参数强耦合的复杂工艺系统,因此,加强圆盘定量浇铸设备的研究及其控制系统的研发迫在眉睫。
现阶段,尽管大多数圆盘设备系统技术要求即调节时间与超调量已经满足,但由于其会产生自身系统的稳态误差,所以,在PID控制算法被使用后,浇注系统的技术要求即超调量与调节时间不能同时满足,因此,传统的PID控制通常不能取得良好的精确效果。现将具有智能性的模糊控制与具有可靠性的PID控制相互结合起来,模糊PID控制类似人思考判断方式,将人的传统经验改写为模糊控制住规则,再结合控制器接受的在线反馈加以整定,所以能有效的适用于当前的浇注系统。
1 控制对象系统分析
艺流程简介:当铜水从阳极炉的出铜口经溜槽流向中间包,而中间包则相当于一个铜水存贮装置,它能够交替向两侧的浇铸包倾注铜水,浇铸包置于电子称上,所以,统称为定量浇铸装置,并对浇铸的阳极板重量加以控制;在整个浇铸过程中,圆盘处于运转及停歇的交替变换之中,当圆盘静止时,定量浇铸装置向铸模倾注铜水,浇铸之后,圆盘转动模位,浇铸下一块阳极板;当阳极板经过喷淋冷却后,再由预顶起先松动阳极板,为平衡预顶起装置对圆盘施加向上的作用力,通常需要在铜模上方对应预顶起的位置,设置相应的锁模机构;经过松动的合格阳极板由提取机取走,而不合格阳极板则从废阳极吊取走;而经过提取机取走的阳极板则放入水槽中进行冷却处理,之后自动排列成阳极垛,最后由叉车运走。
当空的铜模转至涂模位,由涂模系统对其喷涂BaS04混合物,以防阳极板“粘模”。通过不断的重复上述过程,即可实现连续浇铸。在整个浇铸包的重量通过三个点作用于称上,然后通过支撑连杆传递至传感器,而且整个浇铸系统是由液压系统控制的。因此,在浇铸铜水过程中,通过电液伺服阀来控制的浇铸包的倾斜速度。浇铸包顶起油缸的上升速度基本按照“先慢后快再慢”的程序,也就是在刚浇铸时,浇铸倾斜速度较慢,这样可以控制铜水飞溅;浇铸过程中,铜水浇铸速度较快,以缩短浇铸时间;而在铜水浇铸快结束时,浇铸包倾斜速度又减慢,进而有效的控制阳极板重量的精确度。通常,按此程序浇铸出的阳极板重量偏差控制在误差范围1%范围内。而且浇铸包返回过程中,油缸除了由电液伺服阀控制外,还需要由1个电磁阀控制,进而达到增快浇铸包的返程速度的目的。
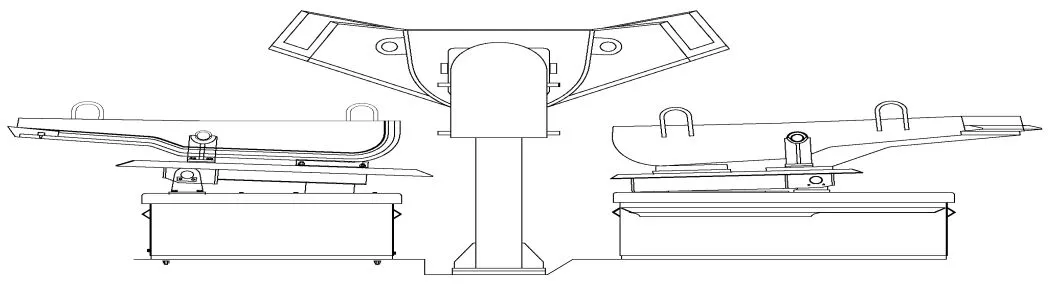
图1 中间整体浇铸包装置示意图
2 系统控制设计及其模型
根据定量浇铸的控制系统的特点对其进行相应的硬件配置,所以,可以把整个控制系统分为:比例阀控制器、液压动作装置、浇包装置、称重装置、重量反馈传感器、控制面板、CPU处理器等,采集、数据的滤波等,其所有的系统都是通过CPU处理器实现的,其组态结构如下:
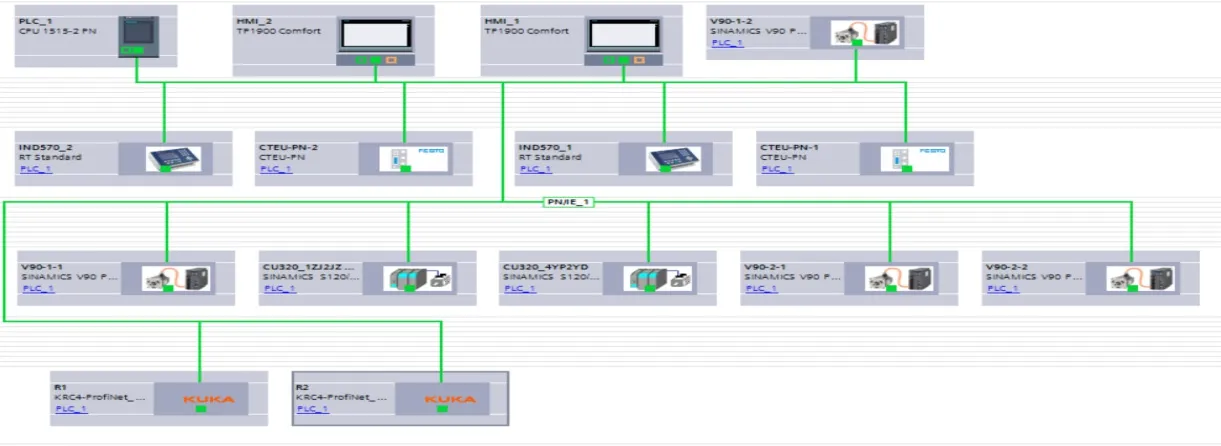
图2 圆盘浇铸控制硬件示意图
其中自动定量浇铸装置,主要由中间包、浇铸包、称重系统、液压系统、可编程控制器等部分组成,浇铸包中存储一定量的铜水,通常为500kg至600kg。浇铸过程是通过浇铸油缸的升降实现,每次浇铸360kg至420kg,误差要求±1%。同时,油缸由比例阀控制,比例阀通过接收控制器输出的-10v至10v的电压信号实现油缸的升降。而称重平台时刻测量浇铸包中剩余铜水的重量,从而间接得到浇铸出去铜水的重量,其结构图框如图4。

图3 浇铸装置示意图
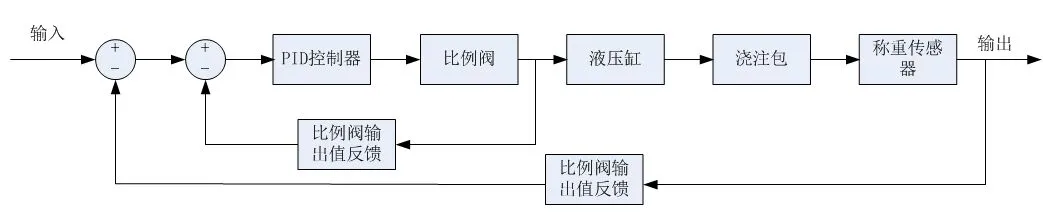
图4 浇铸控制结构方块图

图5 比例阀控制器曲线程序块
当液压站产生高压液压能后,那么液压站系统就可以通过比例阀控制器调节液压油量控制液压油缸动作,当每次开始浇铸时,那么比例阀控制器和液压缸变化的趋势是一个方向,因此,根据液压系统的基本原理,可将比例阀控制器的输出量和运行的时间在可编程控制器中简化成一个程序模型。
控制器输出电压与油缸动作速度成正比关系,即:

其中v为油缸动作速度,u为控制器输出电压,k1为速度比例放大系数。
实际上浇铸包是围绕支撑点做圆弧运动,这里为了分析方便,同时由于油缸运动范围远小于浇铸包运动圆弧半径,可近似的将浇铸包看成垂直上下运动。因此,倾转架上升的高度d为:

浇铸过程中,铜水的实际浇铸截面积是动态变化的,而且由流体运动学知识可知,铜水流动的连续性方程为:

其中,为铜水密度,v为流动速度,S为浇铸截面积。因此可以得到:

其中l为浇铸口横向长度。
根据浇铸设备的结构及物理知识,同时联立式1、式2和式4可得铜水浇铸的实时流量Q为:

其中,g为重力加速度,r为浇铸支撑点到油缸支撑点的距离,即浇铸包作圆弧运动的半径。
因此,浇铸铜水的重量为:

由式6可知,本公式的控制对象为类多次积分对象,因此,如果采用传统的PID进行控制,那么其控制速度显然是非常缓慢的,而且其参数整定也非常困难。因此,考虑到设备结构的特性,浇铸设备均在称重平台上,运动过程中对称重重量易形成干扰,同时,随着浇铸时间的推移,浇铸铜水的密度也会发生变化,因此,对于要求高精度控制来说,光用传统的模糊控制也是无法实现的。所以,这里结合模糊控制的快速性及PID控制的精确度高的特点,采用模糊PID控制思路,如图6,用模糊控制输出整定PID参数,达到快速精确的控制效果。
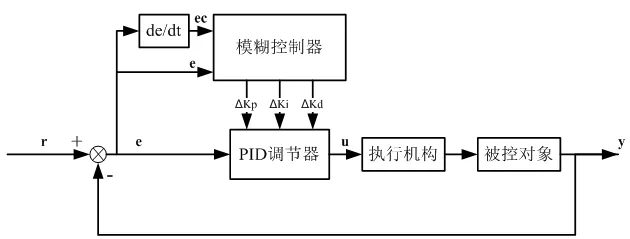
图6 模糊PID控制原理
3 基于模糊控制器系统的设计
3.1 输入输出量的选取
根据系统对象特点,选取浇铸铜板重量的误差e(即设定值与实际值之差)和重量误差的变化率ec(即de/dt,)作为定量浇铸模糊控制器的输入,那么在输出选取控制浇铸流量油缸的伺服比例电磁阀模拟控制量u(-10~10V)。
3.2 输入输出量基本论域、模糊论域的确定及其模糊语言变量
由定量浇铸系统的工艺要求,设定每块极板的浇铸目标重量为398kg,且假设可能出现的误差为1%。因此,在整个浇铸过程中,其系统实时检测到的浇铸误差范围,即e的基本论域为[-398,398],同时,考虑到为了防止浇铸开始时的飞溅情况,浇铸初期系统的铜液流量是一定的且相对较低。因此,实际上是以低流量浇铸一段时间后才开始进行模糊控制状态下的浇铸,同时,为了分析方便,可以假设浇铸98kg铜液后开始模糊PID控制,因此,实际浇铸重量误差e的基本确定为[-300,300],同时设定误差变化率ec的基本范围也为[-300,300]。输出控制量u的基本论域显然为[-10,10]。
模糊控制器只能够接受模糊论域中的数据,假设e和ec的模糊论域为[-6,6],u的模糊论域为[-7,7],其各自的模糊量化因子可由公式7得到:

其中:y为量化因子,x为基本论域中的值,n为模糊量化等级。
同时设E的模糊语言变量为:
T(E)={NB,NM,NS,NO,PO,PS,PM,PB}
Ec的模糊语言变量为:
T(Ec)={NB,NM,NS,O,PS,PM,PB}
U的模糊语言变量为:
T(U)={NB,NM,NS,O,PS,PM,PB}
3.3 语言变量隶属函数的选取和赋值
根据控制对象特点,其中E、Ec和U的隶属度函数均选取的三角分布(如图7所示),并且根据模糊论域与隶属度函数可以得到E、Ec和U模糊语言的赋值。

图7 三角形模糊隶属度分布图
3.4 控制规则及输出控制值
根据现场经验及相关专家经验值的总结与计算,得到若干条控制规则,将这些控制规则以语言的方式罗列即可得到定量浇铸模糊控制规则表。将模糊控制规则表中每种情况,通过模糊数学的关系运算,计算出每种情况下的模糊关系Ri(i=1、2、3、…、m,m为模糊控制规则条件语句数),总的模糊关系就是所有模糊子关系的或运算,即:

由式8计算出模糊控制器的总模糊关系,然后利用推理合成规则计算

其中,Ei和Ecj为由模糊论域及隶属函数确定的模糊语言的赋值,计算的结果可采用最大隶属度法进行模糊判决。最后就可以得到定量浇铸模糊控制器输出查询表。
3.5 模糊控制算法的实现
根据得到模糊控制输出查询表的前提下,在实际控制过程中,需要在每个控制周期,通过称重单元实时采集浇铸板的重量,通过计算得到e和ec,然后乘上量化因子得到相应的模糊量E和Ec,最后根据输出模糊赋值得到相应的输出值U再乘上输出控制量U相应的比例因子,做去模糊处理,即可得到实际控制量的值。
4 效果与结论
如图8为PID控制算法和模糊PID控制算法在MATLAB软件下,对圆盘定量浇铸对象模型的仿真效果。所以,从图中不难发现,采用PID控制时,系统的技术要求即超调量与调节时间不能同时满足,超调量大,达到稳态所用的时间长;而采用模糊PID控制时,模糊控制器由于其拟人的思考判断方法,使控制系统提前而改善浇铸重量的控制,模糊PID控制通过合适的模糊控制经验,与普通PID控制相关的结合起来,实现超调很小并且达到稳定状态所需时间短,系统的动态性能好。在河南豫光金铅股份公司铜车间的圆盘浇铸机的现场,定量浇铸采用了模糊PID控制算法,其浇铸精度控制在±2kg,远远小于1%,同时,浇铸时间每个循环控制在25s~30s。由此可见,本文所介绍的模糊PID控制算法是符合圆盘定量浇铸控制对象。
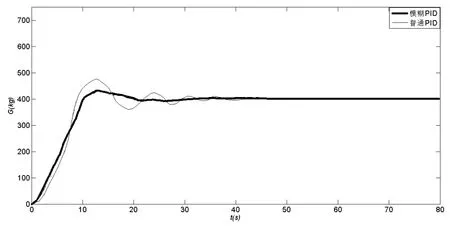
图8 MATLAB仿真效果对比图