合金钢连杆裂纹原因分析及解决措施
2022-02-21李波周鹏曾省建中车资阳机车有限公司
连杆是发动机中主要传动部件之一,它将活塞与曲轴联接起来,使活塞的往复直线运动变为曲柄的回转运动,以输出动力。在柴油发动机工作过程中,连杆承受膨胀气体交变压力和惯性急剧变化产生的动载荷,这就要求连杆应具有足够的强度和刚度。
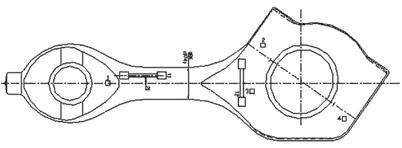
本文从合金钢连杆(图1)热处理裂纹质量问题入手,深入分析产生的原因,制定具有针对性和指导性的措施,通过采用合适的热处理工艺和操作,达到产品技术要求,并为后续相关产品的设计和生产提供经验和技术支持。

产品技术要求
各方案的生命周期费用如表7所示,从表7中可以看出,方案1与方案3的LCC值较高,方案2的LCC值最低,这表明地埋管地源热泵系统与加装壳管式换热器的地下水源热泵系统的经济性均不如空气源热泵系统,应优先采用空气源热泵系统作为本项目的冷热源方案。空气源热泵系统冬季虽易产生结霜等现象,但南昌地区冬季极端温度的天数较少,因此结霜对该家用空调系统的使用影响可忽略。
材质:42CrMoA 钢,按照GB/T 3077-2015 ,化学成分含量见表1。
根据RSSI-Pb关系模型,使帧内编码RS码的编码率能够根据链路的接收信号强度RSSI的变化而动态变化,从而减少帧内编码冗余,增加吞吐率.

该连杆技术要求较高,采用油基淬火液无法满足强度和冲击值的要求,选择水淬满足机械性能要求,但是却成为产生应力裂纹的根本原因。再者,该连杆经加热模锻后采用焊割方式去除大小头孔连皮,焊割后孔的边缘呈不规则及参差不齐的锯齿状,且焊割孔的大小不一致,部分产品由于焊割的孔较小,留有的连皮较多且10 ~15mm 的连皮厚度形成最危险淬裂尺寸(水淬时8 ~15mm),综上因素,在后序热处理水淬时成为应力集中初始源。
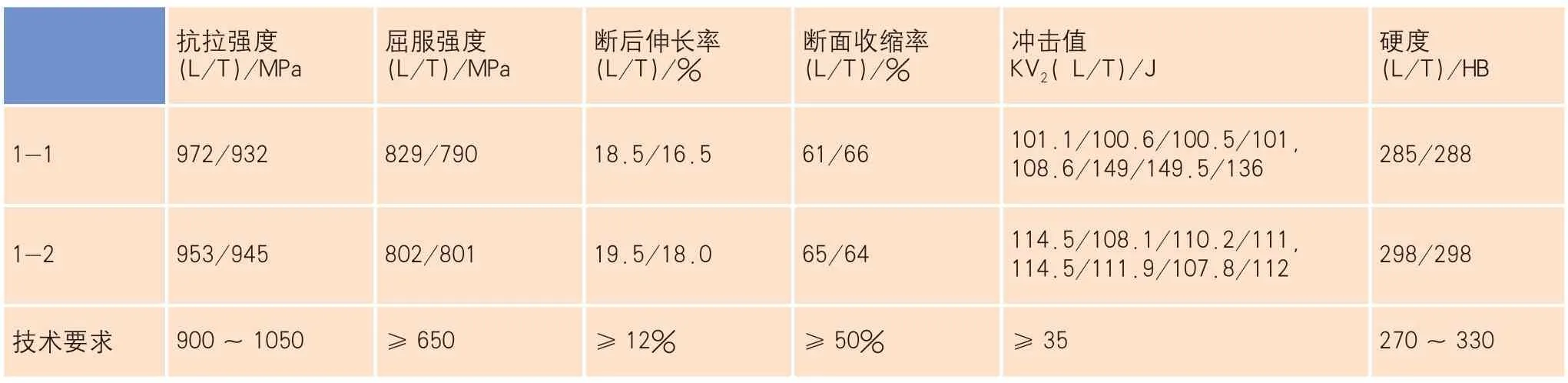
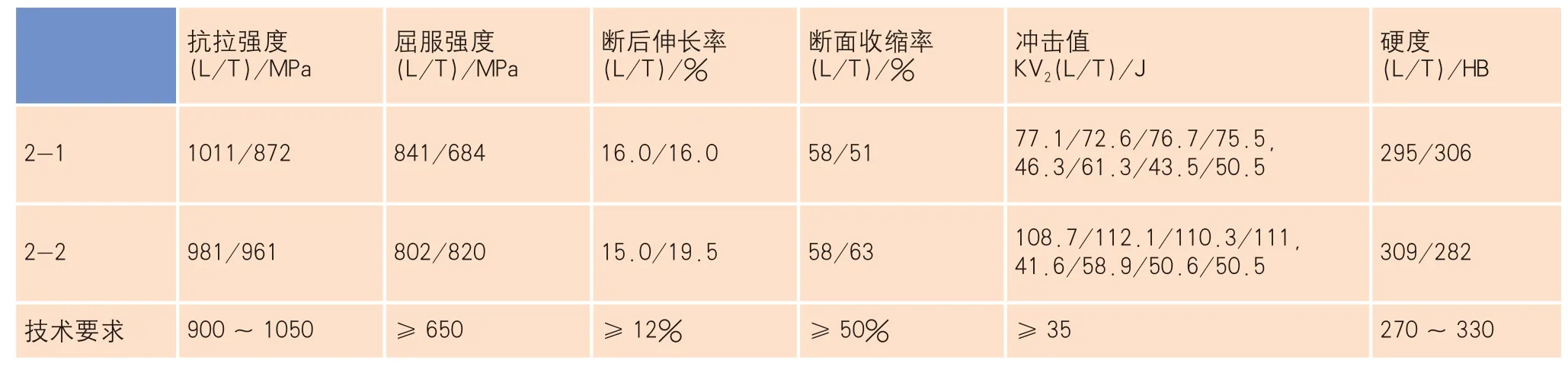
⑵产品交货状态为调质,每炉随机抽取一件实物试样取试(图2),按照纵向1 套、横向1 套(参考),达到的技术要求见表2。
这一项项看似不可能的挑战,映射的是海尔从来不给自我“设限”的企业精神,不断挑战自身极限、挑战科技极限、挑战行业极限,其背后底蕴则是海尔独树一帜的全球化创新模式。海尔家电产业副总裁、全球超前研发总经理王晔在现场介绍,海尔在全球建立了10大研发中心,遍布美国、日本、德国、韩国、印度、新西兰、墨西哥以及中国上海等,每个研发中心都是一个独立的研发总部,形成一个遍布全球的网络,其触角深及用户,从而可以快速孕育出一个个全球领先的产品。

质量问题发生及解决
“砥砺奋进著华章,不忘初心启新程”。四川美丰坚持以市场为导向,因地制宜制定销售政策,有利于市场推广、有利于经销商销售、有利于终端用户使用,美丰产品销量将会进一步增加,品牌影响力也会进一步增大。在即将到来的2019年,面对农资行业新的整合,四川美丰已扬帆起航。
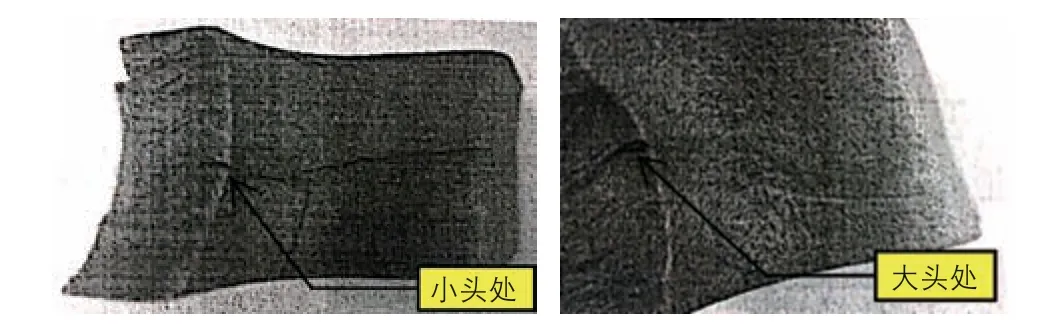
该产品在首批生产时,在热处理调质后进行磁粉探伤工序,发现个别产品的大小头孔处出现裂纹缺陷,裂纹为多条且垂直于大小头孔呈放射状展开,见图3。
由图1可知,双氧水投加量越多,COD去除效率越高,但是投加量超过1.5%时,去除效果变化幅度不大,综合考虑确定双氧水投加量1.5%为最佳投加量。
经调查:该产品经锻造后,采用焊割方式去除大小头孔处连皮,连皮厚度约10 ~15mm,焊缝边缘呈现锯齿状并有尖锐凸起及凹陷处。在此状态下产品直接进入热处理工序,热处理方式采用正火、调质,为满足900 ~1050MPa 的强度要求,淬火冷却采用水淬。
随机解剖出现裂纹的两件产品,按要求在纵向、横向取试并进行拉伸和冲击试验,所得结果见表3。
宏观观测,出现裂纹处有明显的挤压和切割痕迹,且痕迹处都有裂纹出现,裂纹由表面呈放射状扩展,切开后裂纹见图4。
⑵裂纹金相分析。
在裂纹部位取样进行化学成分分析,结果显示,材料符合42CrMoA 技术条件要求,见表4。

从表3 可以看出,采用上述热处理方式(水冷),产品机械性能中强度、冲击以及硬度都满足技术要求,屈强比达到0.85 左右,且冲击值都在100J 以上,远高于要求值(35J),表明产品热处理效果良好。

针对分析结果,在保证达到产品技术要求的前提下,分别调整以下工序和工艺参数。

⑵工艺及操作分析。
⑴锻件重98kg,经两次加热变形、采用整体锻造成形,具体生产流程为:下料→加热出坯→加热模锻→焊割大小头孔→热处理→镗孔→探伤→抛丸→防锈→发货。
从上述机械性能、金相以及工艺操作等分析可以判定:该裂纹为典型的热处理应力超过材料的断裂强度引起的淬火开裂现象。
图8中橡胶粉掺量为0%的PVA-ECC基准试件,其韧性数据基于文献[13]。图8结果表明,橡胶粉掺量为10%的复合材料各压缩韧性指数明显大于基准复合材料;当掺量提高至20%时,压缩韧性指数基本与基准试件相同。因此,从压缩韧性角度分析,10%的橡胶粉掺量有利于提高试件压缩韧性、延性及耗能能力。同时,前述结果表明,10%掺量试件抗压强度与基准试件相近。
⑴机械性能检测。
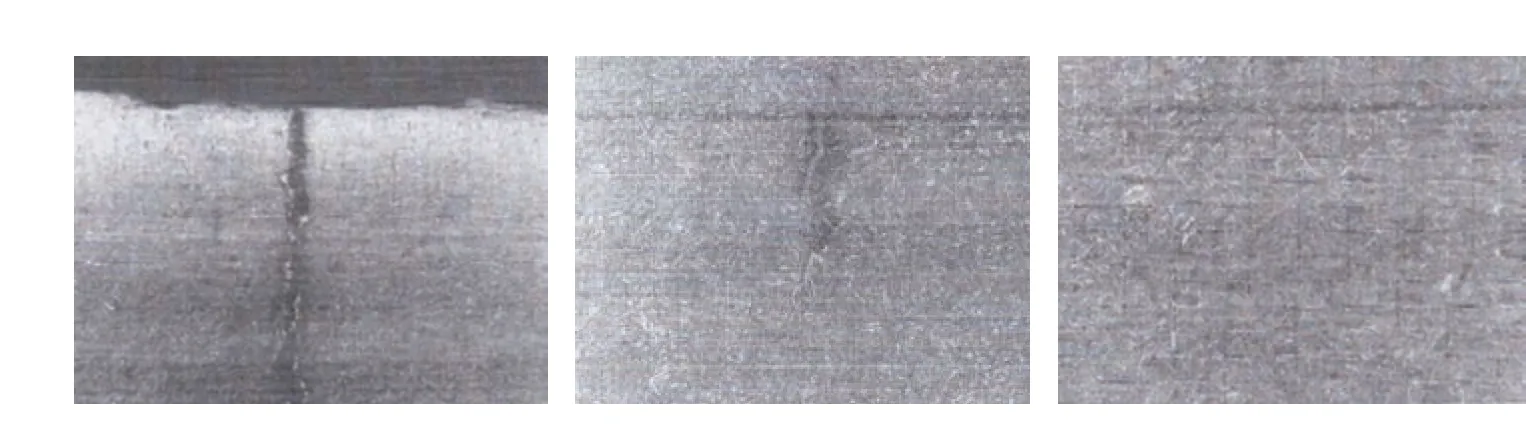
分别在裂纹开口、中间及尾部取样,制样后抛光状态观察,裂纹开口较小,刚直曲折扩展且尾部尖细,开口、中间及裂纹尾部两侧未观察到脱碳现象和非金属夹杂物,图5。产品的非加工面有约0.3mm 的脱碳层,金相组织为均匀的回火索氏体,无过热过烧现象,见图6。
后来在东铁列车上,她又看到他,啜着牛奶,看一份报纸。仔细看他,竟觉得面熟,再看依然面熟。她鼓起勇气问:请问你是秉隆先生么?
⑴调整生产流程为:下料→加热出坯→加热模锻→焊割大小头孔→镗孔→热处理→探伤→抛丸→防锈→发货。
产品经焊割去除大小头孔连皮后进行镗孔并对孔的根部进行清除及倒角处理,降低最危险淬裂尺寸,消除应力集中点,再进入热处理工序进行正火、调质。
⑵调整热处理参数:排除油基淬火液和清水两类介质,改为冷却速率在其之间的水溶性介质,要点是控制好水溶性介质浓度,并适当调整淬火和高温回火温度,以满足产品技术要求。
本文在消费者的效用基础理论模型中加入了影响消费者公共服务消费的影响因素,结合国内外学者的研究成果,形成了新的理论模型。假定消费者选择行为符合预算约束的效用函数,将私人消费商品x的价格标准化为1,并且所有居民依法享有均等的公共服务消费水平。我们用z表示个人的公共服务消费量,价格为pz,Z为社会公共服务消费总量。用ym表示人均收入,ti表示税收份额,T表示总税收。那么,个人的效用函数可以表示为:
我县自启动中小学教师继续教育课程资源建设项目以来,在世界大学城安乡县教师进修学校空间内大批量上传了各类资源,之后又致力于我们安乡县教师网的建设,为最大限度将每一次培训的成果辐射到全体教师,网站管理员会继续探索在教学科研这个模块下增加培训成果专栏,外围链接部分增加更多本县优秀教师个人空间的展示。
选取产品执行上述整改措施,热处理后进行磁粉探伤检测未出现裂纹等缺陷,随机选取两件实物试棒按要求进行纵向、横向取试,得到如下数据,见表5:
根据表5 性能数据可知:按照调整后的工艺流程和热处理工艺执行后,产品满足技术要求并避免了裂纹等缺陷的产生。
结束语
⑴通过调整生产流程,从根本上降低了热处理裂纹产生的风险;

