某不锈钢双壁管零件成形工艺
2022-02-19史东浩
史东浩
(航宇救生装备有限公司,湖北 襄阳 441003)
0 引言
我公司产品中用到某不锈钢双壁管,其作用是利用金属塑性变形来吸收碰撞动能。主要特点是双壁管零件受到冲击载荷时,经过特定的连接方式使其沿轴向发生连续的塑性变形,通过延伸变形还原成单壁管,在此期间,将冲击动能转化为塑性变形能和热能;在合理连接结构控制下,还可以在冲击回弹时,由单壁管通过压缩变形再次回复成双壁管,从而继续吸收冲击回弹能量,能起到多次连续吸收冲击及回弹能量的作用,是目前各类吸能元件中吸能效果最好的元件。其在要求耐受坠撞冲击的领域,作为保护人员的安全装置方面,取得非常可靠的效果。装备此类装置的产品在我单位年度经营指标中长期占据40%左右的份额,占据核心产品的地位,该元件属于核心零件。但该零件的生产一直存在合格率很低的现象,长期为30%左右。为满足交付需求,往往采用提高投产数量的方式组织生产,有时投产量达到需求量的5倍左右,导致产出100件左右的合格零件,需要超过4个月的生产周期,相应的成本居高不下。近年来随着市场竞争日趋激烈及产品升级换代的需要,降本增效提上日程,需要对该零件的生产过程进行全面提升,根据对相关资料的研究,结合生产实践验证,改善实际生产工艺中的部分环节,取得明显的效果。
该零件材质为1Cr18Ni9Ti不锈钢,其形状尺寸如图1所示。
图1 双壁管零件图
1 工艺分析
此类双壁管零件的成形工艺,在国内应用较少,从传统的冲压扩口、缩口、翻边等工艺发展起来的特种成形技术,它通过对金属薄壁圆管施加轴向压力并借助模具使管端材料逐步产生卷曲变形,得到双层管状工件[1]。
零件材质1Cr18Ni9Ti的伸长率δ5≥40%,具有很好的塑性,适宜进行变形工艺的操作。根据相关文献资料,这类零件属于大深度薄壁双层管件,不能使用自由翻卷方式,较好的工艺方式是拉伸翻卷成形,翻管工艺过程为:管坯→预成形加工管端法兰→预成形管坯的退火→拉伸翻管→双壁管件[2]。
工艺方案是将管坯一端制成内缩形式,另一端制成外扩的样式,再通过专用拉伸翻卷模具,固定管坯的两端,通过导向芯轴,施加一定的压力,进行相对运动,使管坯从扩口端向外通过模具圆角发生连续变形卷曲,经过一定的行程后,即可得到双壁管结构。
根据工艺过程和有关文献,设计专用拉伸翻卷模具,主要由上、下模组成,中间穿过导向芯轴,导向芯轴上端用来固定管坯的内缩端,上下模之间用来压紧管坯的外扩端,管坯的外扩端制成法兰形状,便于压紧。当管坯在模具上安装好后,从导向芯轴上端施加压力,管坯与导向芯轴一起下降,制成双壁管。
生产设备使用上海申联出产的微机控制电子式万能试验机WDW-50M,进行相关成形操作,使用该设备的优点是不用考虑翻卷时的启动载荷,可以直接连续加载,直到管坯开始变形,还可以直接观察变形过程中载荷变化情况,并自动以图表形式记录,有利于问题分析及工艺措施改进。
2 实施情况
2.1工艺过程
制定的翻管工艺过程直接参考相关文献,无需进行原则性调整,实际生产工艺为:管坯→管坯收缩端加工及线切割开槽→预成形管端法兰→预成形后退火处理→翻卷成形→双壁管件→调整加工。具体生产过程步骤介绍如下:
1)管坯准备。1Cr18Ni9Ti-G20×0.74(精密管),长度L=390 mm。
2)管坯加工。一端压制半球头,半球头端就是属于管坯收缩端,实际采用的旋压成形模,下顶上压的方式,在旋铆机上完成,中间留有直径φ12 mm的导向孔,半球头成形后该孔保留下来,因对后续生产不造成影响,不再进行加工。另一端线切割制开口槽,采用六槽均布方式,槽宽3 mm,根部为避免拉伸时应力集中,直接加工成圆角。
3)管坯预成形。将开槽部分扩张制成法兰端,此端用于在模具上压紧固定,翻卷时起到提供牵引的作用。
4)去应力退火。将卷边端头20 mm区域内进行去应力退火。用氧乙炔焰烧至1000℃,外观颜色呈暗红色,空冷即可。
5)翻卷成形。模具成形时,采用上压下拉将薄壁管翻转180°使其成为双壁管。将加工好的薄壁管毛坯穿过导向芯轴,固定在成形模具内,上模和下模将毛坯压紧,再放到拉伸试验机上进行压制,由于下模对导向芯轴和管坯底部无支撑,冲头向下的正压力在管坯法兰端压紧处变成拉力,即形成上压下拉态势,达到管坯的塑性变形力后,管坯开始翻卷,成为双壁管。
6)后续加工。从模具上卸下双壁管材,对管材进行简单的校调,使同轴度不大于φ0.5 mm,然后用线切割切除法兰盘端,再用车工除毛刺。
2.2 生产过程存在的问题

图2 管坯示意图

图3 预制槽端示意图
图4 法兰端示意图
图5 退火后图
图6 翻卷成形零件图
不锈钢双壁管生产过程中最重要的环节是翻卷成形,薄壁管材在载荷的作用下,沿导向芯轴运动,在扩口端被凹模圆角约束,一边向外扩大从圆角边缘滑出,不断发生翻卷变化。在整个变形过程中,管坯的扩口边界部分不断与凹模圆角处脱离接触,同时管坯管壁的材料不断填补进去,形成一个连续的变化过程。整个运动过程稳定均匀,就可以得到符合要求的不锈钢双壁管。从成形过程中,可以发现相关的关联因素比较多,当某些因素出现问题时,如管坯壁厚不均匀、材料缺陷、管坯弯曲、模具设计参数、模具使用方式等,在翻卷成形过程中拉伸试验机出现拉伸载荷数据大幅变化的现象,直至零件破坏。分析主要问题如下:
1)双壁管管坯去应力退火不均匀或材质内部缺陷,在模具中拉伸过程中容易产生裂纹,造成当管坯的这个区域进入变形区时,由于局部缺陷使管壁区材料抗拉应力严重下降,所受的应力超过管材抗拉应力,直接出现拉裂的现象,无法形成翻卷,造成工件报废,这种破裂只产生在变形区,被称为变形区破裂故障,故障件如图7所示。

图7 变形区破裂故障件
2)翻卷模具上提供活动翻卷元件的导向芯轴导向部分过短,成形过程中管坯中心轴线偏离模具定位中轴线,造成零件拉伸过程中出现轴对称失稳,造成零件破裂报废。轴对称失稳拉伸力曲线变化如图8所示,轴对称失稳故障件如图9所示。
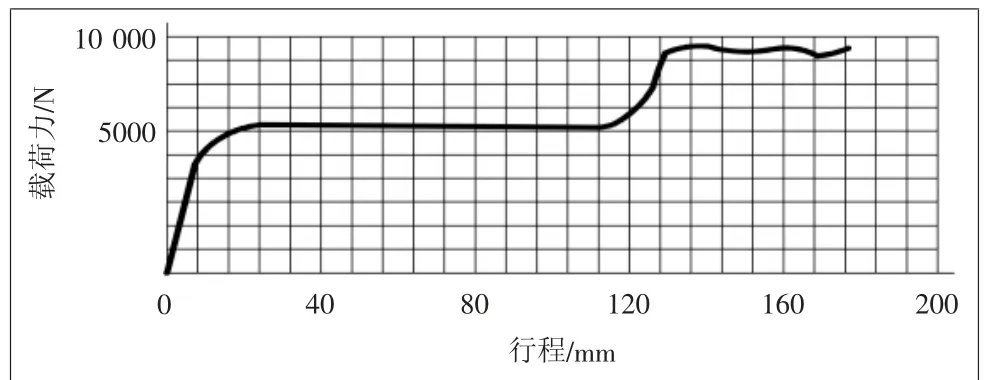
图8 轴对称失稳拉伸力曲线变化图

图9 轴对称失稳故障件
3)管坯零件的加工制造误差(圆度、直线度及壁厚等),会造成管坯局部位置材质结构差异大,拉伸过程中局部不翻卷而产生折叠,产生被称为金刚石失稳现象,造成翻卷失败。
4)翻卷成形时管坯两端的载荷不同轴,产生原因有模具上下模不同心,试验机工作台面歪斜、管坯弯曲等,也会造成拉伸时产生错移现象,产生歪斜管,得不到合格的工件。
5)管坯零件与拉伸模具芯轴之间在接触过程中会出现材料黏着,影响拉伸翻卷效果,降低工件合格率。
6)管坯与上模的接触区(含圆角部位)之间的相互摩擦力对翻卷也有很大的影响,摩擦力一旦增大接近或达到管坯材料塑性变形的范围,翻卷过程就会被中断,根据程度不同,会出现上述的各类故障。
根据以上工件故障分析,影响翻卷成形成功的主要因素有以下几方面:a.零件加工精度控制;b.翻卷模具设计的合理性;c.操作时的注意事项。
3 解决措施
3.1 零件加工精度控制
双壁管管坯零件初始加工尺寸精度为IT12级,在生产中发现按该尺寸精度加工出的双壁管零件在翻卷过程中载荷波动过大。通过数十件样件的工艺试验,对试验件壁厚测量及载荷力统计分析得出,壁厚是影响翻卷载荷力的主要原因之一,分析图如图10所示。
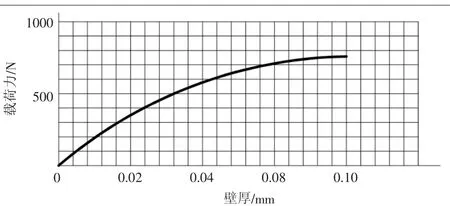
图10 双壁管管坯壁厚与载荷力关系图
按工艺试验的结果,采用逐步提高双壁管管坯零件尺寸加工精度的方式,对加工工艺做了相应调整,增加精密磨外圆工序,不仅提高管坯尺寸精度、圆度和直线度,而且对零件材料表面微裂纹等缺陷也起到很好的控制作用。经过生产实践,当零件壁厚尺寸公差控制在±0.01 mm范围内,圆度和直线度均控制在0.1 mm范围内,翻卷时载荷力变化比较稳定。
3.2 翻卷成形模的设计
翻卷成形模(如图11)由上下模组成,上下模的合模精度非常重要,在模具设计上,在上模增加定位套,并用钢珠使定位套与上模相配,形成自调式压紧机构,同时保证不锈钢管坯、上下模同心,避免在翻卷过程中因合模产生的间隙引起偏心摆动而造成失稳。

图11 模具结构示意图
当翻卷模具控制到以下条件时取得非常好的翻卷效果:下模提供活动翻卷元件的导向芯轴初始导向部分达到翻卷行程的30%,配合间隙在0.1 mm以内;导向芯轴与管坯之间间隙控制在0.1 mm以内;导向芯轴(含管坯零件)与上模之间导向孔间隙控制在0.4~0.6 mm范围内。
不锈钢毛坯材料为1Cr18Ni9Ti薄壁管,在翻卷过程中会与模具导向芯轴之间产生挤压和摩擦,造成材料粘连,影响翻卷成形效果。因此将导向芯轴的材料使用2A12—T4硬铝制造,表面做硬质阳极化,重铬酸盐封闭处理,镀层厚度为40~60 μm,这样模具表面硬度能达到σb=(1190±100)MPa,既能满足耐磨要求,同时配合黄油或二硫化钼进行润滑处理,有效避免材料粘连情况发生。
3.3 操作时的注意事项
模具在试验机台面安装时,注意清洁设备台面,调整工作台面水平度,保证模具安装垂直、可靠。
管坯件与上模接触配合区,每次新装工件时,用黄油或猪油进行润滑处理,在降低摩擦力方面取得非常好的效果。
经过历时2年多摸索和生产验证,上述的工艺方案取得了明显的效果,这类不锈钢壁管工件的生产合格率超过96%,生产周期缩短一半,近期生产成本核算,该工件的生产成本不到往年的1/10。
4 技术总结
1)不锈钢双壁管的翻卷成型要求必须保证管坯零件加工精度,包括尺寸、圆度和直线度等必须加以控制,才能保证翻卷质量。
2)翻卷成形工艺,模具设计是核心,保证细长管坯在翻卷过程中的稳定性,芯轴和下模导向必须足够长。同时采用自调式压紧机构,上下模合模具备自定心效果,是一种合理有效的设计。
3)生产操作是产品质量保障的重要环节,合理严谨的操作步骤及要求对产品质量保证起到很大的作用。
