PU涂层球墨铸铁管件喷涂工艺及其装备探讨
2022-02-19郄航刘善江储安林苏建钢刘晓凯
郄航,刘善江,储安林,苏建钢,刘晓凯
(芜湖新兴铸管有限责任公司,安徽 芜湖 241002)
0 引言
国家标准GB/T 13295中所述球墨铸铁管件公称口径从DN80到DN3000,型号有三通、弯头、盘承、盘插等上百种类型,常用规格上千种[1]。该产品最大的特点是多品种、多规格搭配使用,为满足需求生产过程中通常采用多规格共线生产的模式。给各工序生产带来不小的困扰,轻则降低效率,重则带来质量隐患。
近年我公司承接大批的PU涂层管件订单,在批量生产中为了提高效率、提升质量,对各规格管件的PU涂层喷涂生产问题进行了梳理,并提出了相应的解决方案。
1 管件PU涂装原工艺及存在的问题
通常承接小批量PU涂层的订单时,因单件小批生产,采用天车吊装、人工喷涂的方式,如图1所示,每个管件既需要喷涂内壁,也需要喷涂外表,在将工件加热到规定温度后一次性喷涂完成,按工艺要求须在整个喷涂过程中,保持工件本体温度在40~60 ℃范围,才能保证涂层表面质量[2]。

图1 天车吊装、人工喷涂
因手工喷涂效率低,涂层厚度及温度控制不精准,且在喷涂过程中工件固定在一个工位,使喷涂死角部位不便喷涂,容易产生局部滴流缺陷,以及花纹状、麻点状外观缺陷;且因多品种多规格共线生产,产品规格切换时需要更换吊具及喷涂设备,难以满足批量化连续生产要求。
2 喷涂工艺设计
通过在实践中探索,为方便组织批量喷涂生产,将喷涂工艺过程、每个环节的工艺要求细化,对每道工序的工艺参数进行固化,分工序控制过程产品质量,确保顺利生产。工艺流程为:毛坯表面打磨→精细抛丸→预热(40~80 ℃)→喷涂。
以上工序需逐一检验,以下道工序就是客户的理念严格把关工序自检;而下道工序则必须将上道工序视为自己的供应商,严格把好进货检验关,发现问题及时反馈给上道工序,处理后再流转。否则一个工序的不合格导致后续工作全无效。
毛坯表面处理必须确保表面轮廓清晰、完整,为精细抛丸打下基础,是精细抛丸基材处理的最后一关,既要外观好,还要有一定的表面粗糙度,为涂层建立有效的附着力打下基础。工件表面质量如图3所示。

图3 工序检验合格的毛坯
经精细抛丸表面粗糙度达到要求后可进入预热工序,预热须保证烘烤房的温度、烘烤时间,两者缺一不可,是保证PU涂层质量的关键。毛坯表面处理可以说是关键工序,是保证喷涂的基础,但也只是充分条件,而必要条件是喷涂预热合格,而预热不到位则喷涂后一定是废品。预热达到表面温度后还要保证达到烘烤时间,保证工件蓄热足够,在出烤房后能保持在喷涂工艺温度范围内,同时让喷涂操作有足够的时间进行。否则导致喷涂后流平性差,产生花纹缺陷及附着力不够等问题。为确保检验状态明确,在上述工序中工件建立流转质量验收单,每道工序验收后签字方可流转。
图2 涂层花纹状缺陷
为保证涂层质量,喷涂是最后一道工序,喷涂要重点保证喷涂的效率和喷涂均匀性。喷涂是跟时间赛跑,必须在工件烘烤达到工艺温度后,在工件温度下降之前,在喷涂的最低要求温度以上完成喷涂[3]。在比较简陋的条件下,要让各种规格的工件翻转自如,在工件的内表面、外表面各个部位均匀喷涂,是比较难的。尤其要实现连续生产,多规格快速切换,就必须考虑喷涂装备,采用机械化是必要条件。
通过喷涂装备机械化,使工件在回转状态下实施喷涂,喷涂结束后维持匀速旋转,直到涂层表干,能有效保证上述工艺要求。机械化喷涂效率更高、涂层厚度更稳定,且因喷涂过程中工件各部位的温度差较小,能更好地保证涂层的质量均匀性。因工件的品种规格繁多,要实现机械化回转喷涂,须将工件分类,分别设计相应的回转式装备,通过将工件在回转过程中喷涂,实现喷涂均匀、连续、高效。
3 喷涂工装选型设计
按照喷涂工艺要求结合工件大小及外形特征,将管件分为直管类、短管类、细长类三大类分别进行喷涂方案设计。
3.1 直管类
直管包括双盘短管、盘插、穿墙管等,其管体通常较长,长径比大于1以上,内壁和外壁皆需要喷涂,长径比大于1时更需要喷枪从两头分别伸进内腔进行喷涂。
该类管件喷涂时需要工件在回转的同时要留出喷枪的活动空间,需要将工件两头保持开放外露,管身外壁外露,便于喷涂。
1)工件回转方式。直通类管件可采用卧式托轮装置支撑其两端,托轮装置带无级变速驱动机构,实现工件均匀回转,通过调节控制机构调节转速达到喷涂所要求的转速,如图4所示。然后手持喷枪从工件的外表进行喷涂,如图5所示。

图4 托轮回转支撑装置

图5 回转中喷涂
2)喷枪运动方式。当喷涂工件外表时,工人站在工件外侧,保持喷嘴与工件之间一定的距离,固定在一个高度,即可实现对管件圆周表面进行喷涂,当需要喷涂管件内壁时,喷枪伸入工件内壁进行喷涂即可。喷涂过程中需要保持工件匀速回转,且喷涂结束后需要继续保持工件匀速转动,直到涂层表干后,停机卸下工件[4]。
对于长径比为1左右的工件可以手持喷枪从工件内孔一端伸进去喷涂完全程,对于内壁长度大于1 m以上的工件则只能从两头分别喷涂。如果需要控制喷涂时间,可以采用2把枪,同时从工件两头进行喷涂,缩短时间,如图6所示。

图6 两头对喷
3.2 短管、弯管类
盘承、盘插管件较短,在托轮上支撑不稳,回转过程中容易掉落,可采取一头装卡固定的方式,如图7所示,如此夹紧后,通过设备带动工件匀速旋转即可喷涂,喷涂方法同上述直管类。
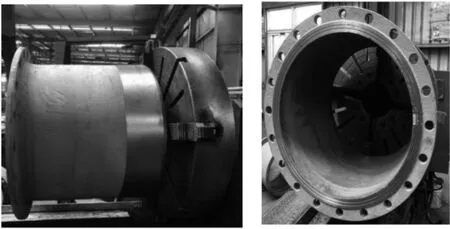
图7 盘插类短管件悬臂式装卡喷涂
对11.25°、22.5°的弯头管件,采用装卡一头、另一头悬伸的安装方式,但因弯管结构特殊不能直接安装,需在弯管的一端加装工装张紧后安装到设备上,采用内撑式工装才能将工件装卡牢固,保持其在回转时稳固,不致于晃动影响喷涂,并可避免在回转过程中产生振动影响涂层均匀性,如图8所示,喷涂时管件的外壁、内壁均可从一头进行喷涂。
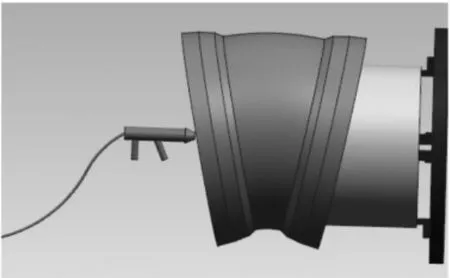
图8 弯头类管件悬臂式装卡喷涂
3.3 细长管件
除以上两种外,还有一种常见的细长工件,且规格较小,小于DN500以下的规格通常手工普通喷枪无法伸进管件内孔进行喷涂,如果长径比大于2,达到3甚至4的工件,其喷涂难度就更大。如图9所示,对上述这类DN200~DN500规格、长径比大于2以上的工件,采用以下方法实现回转喷涂:

图9 细长管件
1)回转方式。仍然采用本文第一种方案来实现。
2)喷涂。喷涂需采用一种新式喷枪,叫旋转式喷头,从圆周上喷出料来,且不停回转,实现对内壁均匀喷涂。如图11所示,通过一根细长杆支撑,让旋转式喷头伸进细长工件内壁进行喷涂,喷涂过程需调整好喷头进给机构移动速度,通过工件匀速回转,喷枪均匀移动,实现工件内璧喷涂[5]。
4 结语
综合分析管件的特点,找出其内在的规律,按长径比、大小规格分类,分别设计不同的喷涂工装,可确保实现回转式喷涂PU涂层,通过装备改进确保喷涂工艺要求得到落实,且通过采用专用装备来实现效率提升、质量稳定,实现管件产品批量化喷涂。喷涂后,对接口部位刷上红色环氧漆,成品如图11如示。
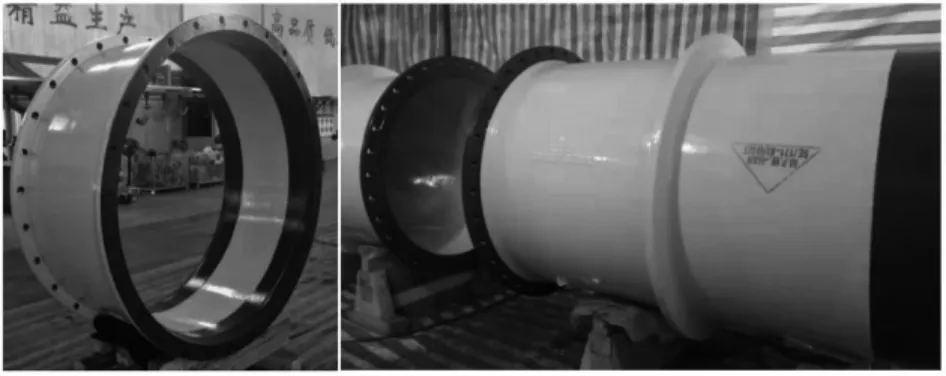
图11 管件成品
专用装备的设计可通过管件工厂自行设计、制造或者与专业厂家合作完成,但是喷涂工艺需要管件工厂自行设计提出,才有可能找到专业设备厂家合作开发适用的专机,以此提升管件加工装备的自动化水平,促进管件行业的发展。
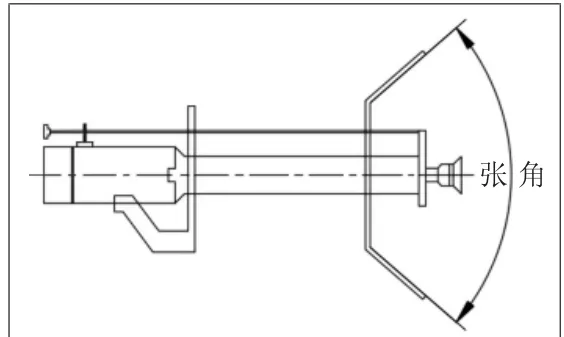
图10 旋转喷杯
