瓷砖包装线中装箱系统的研究与设计
2022-02-18张明松蔡振宇张琰彬陈梓奇
张明松 , 蔡振宇 , 张琰彬 , 陈梓奇
(1.三峡大学机械与动力学院,湖北 宜昌 443002;2.三峡大学水电机械设备设计与维护湖北省重点实验室,湖北 宜昌 443002)
当前国内的瓷片砖自动包装还不成熟,现有研究成果中的高速包装瓷砖技术在包装箱封箱和瓷砖堆垛上都有许多不足。大部分的自动化瓷砖高速包装技术都还是依靠人力去做,不仅包装劳动的强度高,而且现有的瓷砖包装技术生产的质量和效率也不理想,不适应国内瓷砖市场的高速包装需求。还有一小部分专门生产瓷砖的商家将国外的自动化生产线包装技术加入国内生产线,其中最大的问题是无法完全适应繁杂的瓷砖高速包装生产过程,自动化瓷砖生产线的高速包装效果无法发挥出来,则不能满足国内的需求。工人付出很多劳动力和机器配合是我国现存的现象,而且在工作中时常有可能会发生意外[1-3]。本文针对瓷砖包装线中的装箱系统进行研究和设计,进一步加强瓷砖包装线的自动化、可靠性、稳定性。
1 装箱系统整体方案设计
国内许多学者针对瓷砖生产线进行了较多的研究[4-8],装箱系统是瓷砖包装生产线的套袋装箱部分,本文针对此部分复杂流程,设计了一种自动化装箱方案,实现套袋和装箱两个步骤同时进行,节约了时间成本和人力成本。本装置主要由四工位旋转模块、套袋模块、套箱模块三个部分组成。三个模块组合在一起可以实现一摞瓷砖同时套袋套箱,整体设计方案如图1所示。
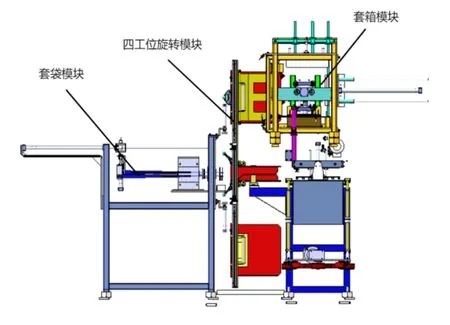
图1 装箱系统整体设计
四工位机构分别设置1号位、2号位、3号位、4号位,其中1号位是套袋部分,2号位是套箱部分,3号位是推箱部分,4号位是预备假箱,如图2所示。
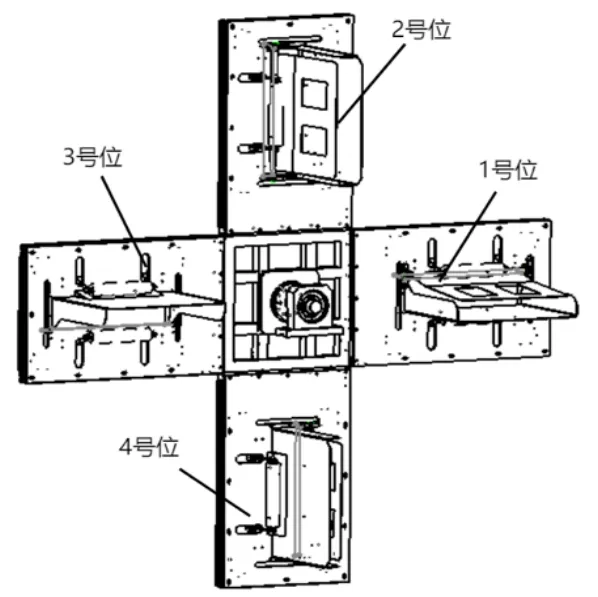
图2 四工位机构
瓷砖包装过程:1号位通过套袋模块将袋套在假箱上,夹带机构将袋固定在假箱上,逆时针旋转90°;2号位通过套箱模块,将纸箱套在假箱外部,同时夹持机构将袋和纸箱夹紧,最后再旋转90°;假箱达到水平状态,生产线中捆扎好的瓷砖通过假箱后,瓷砖就完成了套袋和装箱的工作。工作流程如图3所示,由于假箱上分别设置套袋和套纸箱,每个部分都需要假箱达到精准的位置,所以在四工位旋转模块中利用分割器对四个假箱进行精准定位,从而使每个假箱都能到达理想的工作位置。

图3 工作流程
2 装箱装置模块设计
2.1 套袋模块
套袋模块主要是由气动装置和持袋机构组成,如图4所示,其中选择气动装置的主要目的是因为结构简单、安装方便并且成本低。
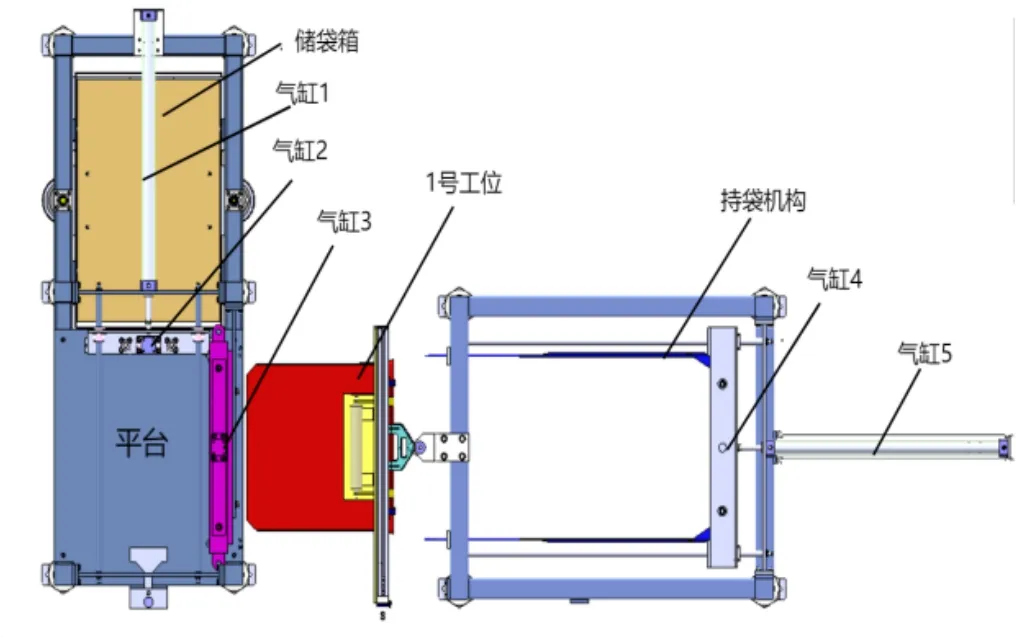
图4 套袋模块
套袋模块工作流程:气缸1控制气缸2的位移,气缸2主要是将包装袋从储袋箱中吸附运送到平台上,从而使可吸附的包装袋平铺在平台上;气缸3再将包装袋上部分吸附从而产生一个缺口,可以使持带机构通过气缸5的驱动伸入包装袋;再通过气缸4驱动使持袋机构撑开包装袋,持袋机构退回时即可将包装袋套入1号假箱工位,假箱上的夹持机构则将包装袋固定在假箱上,防止包装袋掉落。
2.2 套箱模块
套箱部分主要是由气动系统和推箱机构组成,其中推箱机构的运动由链轮链条传动,气动系统主要由气缸1和气缸2组成。其中气缸1安装吸附装置可以产生负压,可将纸箱吸附固定在工作位上。
如图5所示,推箱机构将空箱推到气缸1处,气缸1与气缸2将空箱固定,当2号工位定位完成时,气缸2驱动推杆将空纸箱套入假箱,最后夹持机构将纸箱夹紧。

图5 套箱模块
2.3 四工位旋转模块
四工位旋转模块由假箱、转盘驱动机构、夹带机构组成,如图6所示。在四工位旋转装置中,利用分割器可以驱动转盘实现90°旋转的间隙运动并同时保证运动的精准性,四工位假箱的作用是支撑塑料袋和纸箱。本模块主要在3号工位旋转定位之后,将捆扎好的瓷砖通过推砖装置通过假箱,与此同时,3号工位的包装袋和纸箱将包裹瓷砖运往传送带。至此整个装箱套袋部分结束。
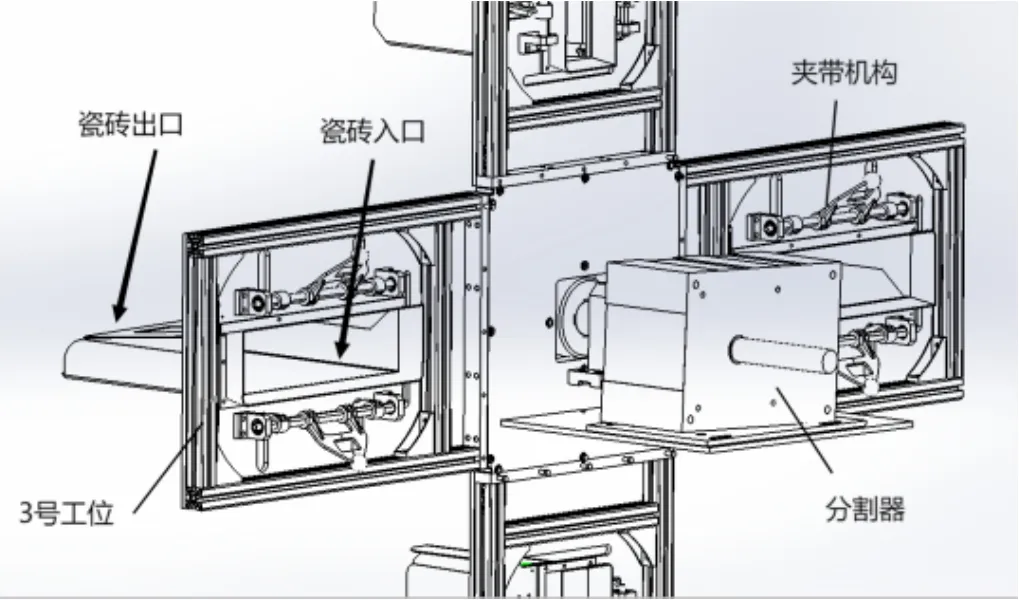
图6 四工位旋转模块
3 参数设计
3.1 分割器
四工位旋转装置的间歇运动,需要用分割器来实现,其中分割器不仅可以实现间歇运动,还能使推向装置精准定位,广泛用于负载运动。分割器对于精确定位具有非常重要的作用,分割器使四工位装置水平对齐,能够使推箱装置更好地将瓷砖推到下一个传送带上,减少瓷砖的磕碰,更大程度地解决了瓷砖在四工位装箱系统中的难点,提高了生产效率并降低了失误率。
此装置所需分割器条件:1)可承载大直径盘面;2)适用于重负载;3)高精度旋转驱动。所以选择DA超薄桌面型分割器。
此系列设计特性与平台桌面型功能相似,驱动运转上可承受超大轴向负载及垂直径向压力,在输出端有一凸起固定盘面及大孔径空心轴,可搭配设置动能、静态自动化周边设备,可将动力源的电、油、气管路置于空心孔内,此系列机种广泛应用于重负载、直接自动化设备的各类机构及专业机械等,作同步自动化间歇驱动。
依据表1,按要求选择工位数为4、驱动角为90°的DA超薄桌面型分割器。
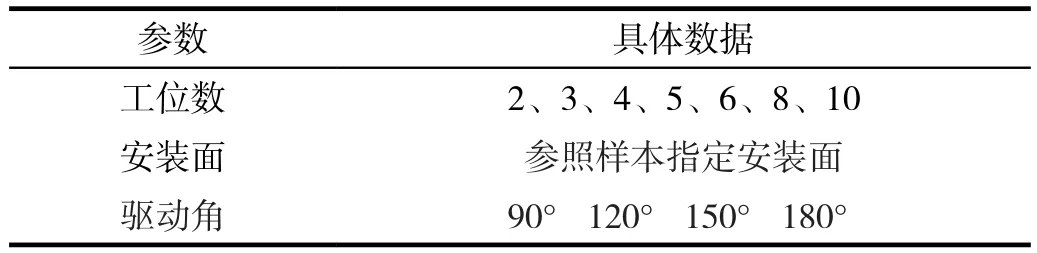
表1 DA超薄桌面型分割器参数设计
3.2 驱动轴的设计
由《机械设计手册》查得[9],材料力学性能数据如表2所示。

表2 45钢材料力学性能
E=2.15×10e5MPa。
并且初步选择和估算每个轴的材料直径和长度,材料为45钢、调质和热处理。材料Q235,45钢A的取值范围如表3所示。

表3 材料Q235,45钢A的取值范围
按照轴的许用切应力的计算公式[10]:

其中,轴的直径为d,因为需要开一个键槽,所以轴的直径需要增大,故驱动轴直径取d=130 mm。
3.3 轴上受力分析
驱动轴上的轴转矩:

其中,P为轴传递的额定功率(kW);n为轴的转速(r/min)。

轴的所受轴向力的合力为0,因此,驱动轴所受总转矩为 T1=6 207.5 N·m。
3.4 电机的选型
3.4.1 工作电机所需功率Pw
由工作的阻力和运动的参数来确定工作电机所需功率。
已知主轴的转矩为T1=6 207.5 N·m,主轴的转速为n=60 r/min~70 r/min,则主轴所需功率:

所以Pw=39.0 kW~45.5 kW。
3.4.2 输出功率Pd
因为在机械传动的时候会产生一些不必要的损耗和热量,所以输出的功率要减去额外产生的热量。

其中,η为电机和轴承之间的传动效率,η取0.8~0.9,故:

3.4.3 电机输入额定转速
电动机的输入转速为1 000 r/min。
3.4.4 电动机型号的选择
输出的转速为60 r/min~70 r/min,传动比为15~17,所以选择电机的输出转数为60 r/min,额定功率48 kW。
4 结语
本文分析和研究瓷砖包装线中的装箱系统,区别于传统生产线复杂的装箱流程,通过模块化设计装箱套袋部分,实现瓷砖的装箱套袋同时进行,提高了瓷片包装生产线的可靠性、平稳性、高效性。通过对轴的位置和尺寸进行计算和校核,对电机的型号进行选择,计算出来的尺寸能符合瓷片包装生产线的性能要求。