无缝内衣机驱检一体化调色控制技术
2022-02-14姚杰森史伟民彭来湖
姚杰森 史伟民 彭来湖

摘 要:针对无缝内衣机在调色编织过程中由于执行驱动开环控制,时延不可控导致添纱、剪纱、换纱等动作不稳定的问题,深入分析内衣生产的调色工艺原理及驱动控制特性。以提高调色编织工艺控制稳定性为目的,提出一种无缝内衣机驱动与故障检测一体化的调色控制技术方案,根据驱动特性与回路电流特性,设计关键硬件电路与软件程序。测试结果表明,该方案稳定可靠、低功耗、工作效率高、能有效对故障信息进行判定,满足无缝内衣机调色控制要求。
关键词:无缝内衣机;特性分析;脉冲宽度调制;电流检测
中图分类号:TS103.7
文献标志码:A
文章编号:1009-265X(2022)01-0115-07
Abstract: In view of the problems in the color blending and knitting process of the seamless underwear machine, such as the instability of actions like yarn addition, yarn cutting, and yarn change, due to the implementation of drive open-loop control and uncontrollable time delay, the color blending principle and drive control characteristic of underwear production are deeply analyzed. For the purpose of improving the control stability of color blending and knitting, a color blending control technology scheme that integrates the drive and fault detection of seamless underwear machine is proposed. According to the driving characteristics and characteristics of loop current, key hardware circuits and software programs are designed. The test results show that the proposed scheme is stable and reliable, with low power consumption, high working efficiency and effective judgment of fault information. So it can meet the color blending control requirements of seamless underwear machine.
Key words: seamless underwear machine; characteristic analysis; pulse width modulation; current detection
无缝内衣机是一种采用一次成形技术的针织圆纬机,其编织织物具有良好的延展性、弹性与舒适性[1]。国内无缝内衣机发展迅速,但其控制系统在稳定性以及功能性方面仍存在不足,在高速或长时间工作时织物会出现横纹、乱花现象[2],导致织物质量下降,甚至会有严重损坏纺织设备的可能,给纺织企业造成巨大损失。因此对国产无缝内衣机控制系统性能优化已经成为当务之急。
本文从无缝内衣机的调色工艺原理以及工况要求出发,分析驱检一体化原理,提出一种驱动与故障检测一体化的调色控制技术,实现优化控制、故障检测等目的,以进一步提高生产质量和生产效率,具有一定的经济效益和社会效益。
1 调色工艺分析
无缝内衣机具有八路换纱装置,织物每横列由一路换纱装置负责,通过换纱操作变换纱线种类与颜色,每路换纱装置上有由15个电磁阀驱动的8个梭子和1个开针钩,其中1#2#梭子穿包芯纱作底纱,3#梭子穿扎口线或橡筋纱,按照图1(a)的A-C轨迹工作;6#梭子穿锦纶纱或棉纱作为主面纱,按照图1(b)的B-A-C-D或B-A-C-E-F轨迹工作;4#5#7#8#梭子主要用于调色操作,其中7#8#梭子穿色纱,按照图1(a)的A-C轨迹工作;4#5梭子穿锦纶纱,按照图1(b)的B-A-C-D轨迹工作[3]。在编织时,1#或2#梭子运动到C工作点位,使织针在选针区域中勾取包芯纱,根据织物编织要求,若选择色纱作为面纱,则7#或8#梭子運动到C工作点位,织针勾取色纱与底纱同时成圈;若选择锦纶作为面纱,则4#或5#梭子按照轨迹运动,织针勾取锦纶纱与底纱同时成圈。
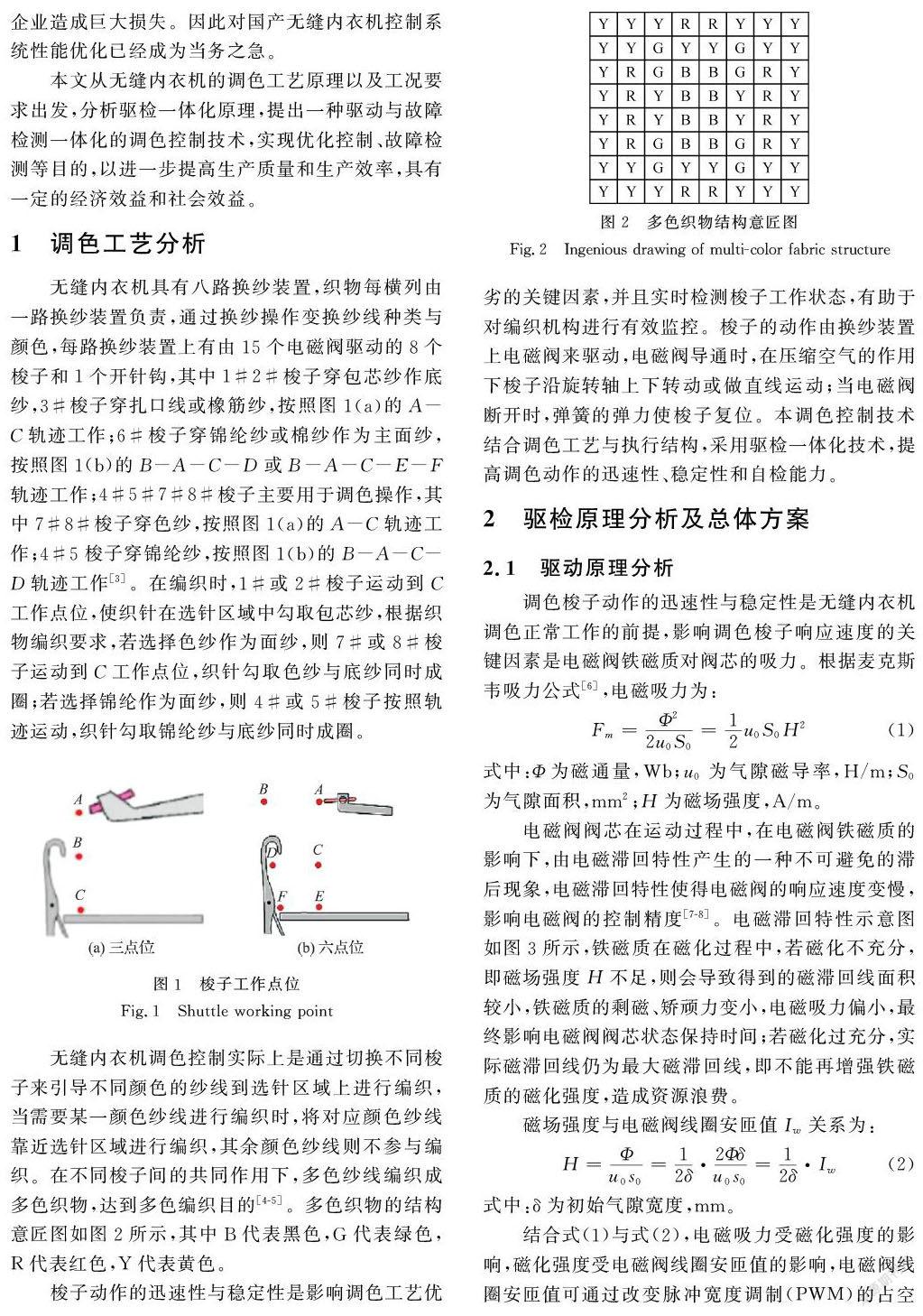
无缝内衣机调色控制实际上是通过切换不同梭子来引导不同颜色的纱线到选针区域上进行编织,当需要某一颜色纱线进行编织时,将对应颜色纱线靠近选针区域进行编织,其余颜色纱线则不参与编织。在不同梭子间的共同作用下,多色纱线编织成多色织物,达到多色编织目的[4-5]。多色织物的结构意匠图如图2所示,其中B代表黑色,G代表绿色,R代表红色,Y代表黄色。
梭子动作的迅速性与稳定性是影响调色工艺优劣的关键因素,并且实时检测梭子工作状态,有助于对编织机构进行有效监控。梭子的动作由换纱装置上电磁阀来驱动,电磁阀导通时,在压缩空气的作用下梭子沿旋转轴上下转动或做直线运动;当电磁阀断开时,弹簧的弹力使梭子复位。本调色控制技术结合调色工艺与执行结构,采用驱检一体化技术,提高调色动作的迅速性、稳定性和自检能力。
2 驱检原理分析及总体方案
2.1 驱动原理分析
调色梭子动作的迅速性与稳定性是无缝内衣机调色正常工作的前提,影响调色梭子响应速度的关键因素是电磁阀铁磁质对阀芯的吸力。根据麦克斯韦吸力公式[6],电磁吸力为:
Fm=Φ22u0S0=12u0S0H2(1)
式中:Φ为磁通量,Wb;u0为气隙磁导率,H/m;S0为气隙面积,mm2;H为磁场强度,A/m。
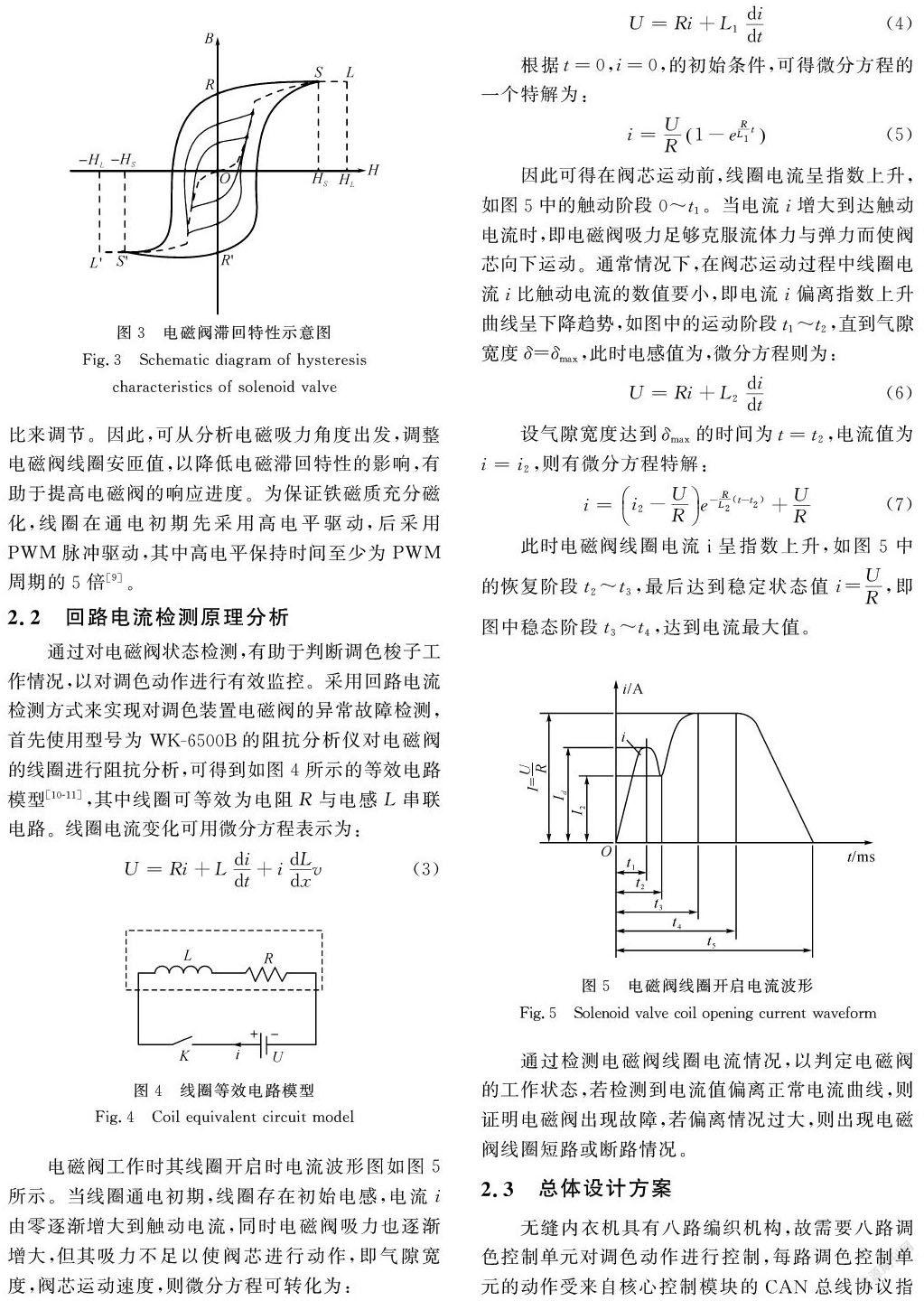
电磁阀阀芯在运动过程中,在电磁阀铁磁质的影响下,由电磁滞回特性产生的一种不可避免的滞后现象,电磁滞回特性使得电磁阀的响应速度变慢,影响电磁阀的控制精度[7-8]。电磁滞回特性示意图如图3所示,铁磁质在磁化过程中,若磁化不充分,即磁场强度H不足,则会导致得到的磁滞回线面积较小,铁磁质的剩磁、矫顽力变小,电磁吸力偏小,最终影响电磁阀阀芯状态保持时间;若磁化过充分,实际磁滞回线仍为最大磁滞回线,即不能再增强铁磁质的磁化强度,造成资源浪费。
磁场强度与电磁阀线圈安匝值Iw关系为:
H=Φu0s0=12δ·2Φδu0s0=12δ·Iw(2)
式中:δ为初始气隙宽度,mm。
结合式(1)与式(2),电磁吸力受磁化强度的影响,磁化强度受电磁阀线圈安匝值的影响,电磁阀线圈安匝值可通过改变脉冲宽度调制(PWM)的占空比来调节。因此,可从分析电磁吸力角度出发,调整电磁阀线圈安匝值,以降低电磁滞回特性的影响,有助于提高电磁阀的响应进度。为保证铁磁质充分磁化,线圈在通电初期先采用高电平驱动,后采用PWM脉冲驱动,其中高电平保持时间至少为PWM周期的5倍[9]。
2.2 回路电流检测原理分析
通过对电磁阀状态检测,有助于判断调色梭子工作情况,以对调色动作进行有效监控。采用回路电流检测方式来实现对调色装置电磁阀的异常故障检测,首先使用型号为WK-6500B的阻抗分析仪对电磁阀的线圈进行阻抗分析,可得到如图4所示的等效电路模型[10-11],其中线圈可等效为电阻R与电感L串联电路。线圈电流变化可用微分方程表示为:
U=Ri+Ldidt+idLdxv(3)
电磁阀工作时其线圈开启时电流波形图如图5所示。当线圈通电初期,线圈存在初始电感,电流i由零逐渐增大到触动电流,同时电磁阀吸力也逐渐增大,但其吸力不足以使阀芯进行动作,即气隙宽度,阀芯运动速度,则微分方程可转化为:
U=Ri+L1didt(4)
根据t=0,i=0,的初始条件,可得微分方程的一个特解为:
i=UR1-eRL1t(5)
因此可得在阀芯运动前,线圈电流呈指数上升,如图5中的触动阶段0~t1。当电流i增大到達触动电流时,即电磁阀吸力足够克服流体力与弹力而使阀芯向下运动。通常情况下,在阀芯运动过程中线圈电流i比触动电流的数值要小,即电流i偏离指数上升曲线呈下降趋势,如图中的运动阶段t1~t2,直到气隙宽度δ=δmax,此时电感值为,微分方程则为:
U=Ri+L2didt(6)
设气隙宽度达到δmax的时间为t=t2,电流值为i=i2,则有微分方程特解:
i=i2-URe-RL2(t-t2)+UR(7)
此时电磁阀线圈电流i呈指数上升,如图5中的恢复阶段t2~t3,最后达到稳定状态值i=UR,即图中稳态阶段t3~t4,达到电流最大值。
通过检测电磁阀线圈电流情况,以判定电磁阀的工作状态,若检测到电流值偏离正常电流曲线,则证明电磁阀出现故障,若偏离情况过大,则出现电磁阀线圈短路或断路情况。
2.3 总体设计方案
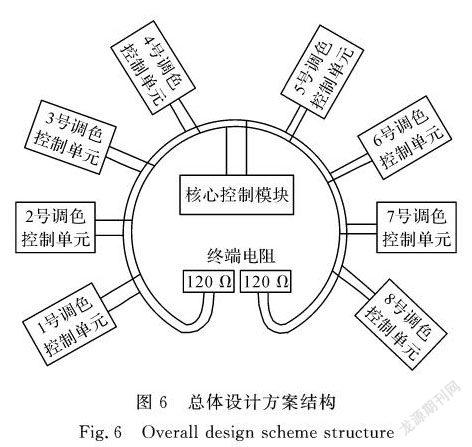
无缝内衣机具有八路编织机构,故需要八路调色控制单元对调色动作进行控制,每路调色控制单元的动作受来自核心控制模块的CAN总线协议指令来决定,无缝内衣机调色控制总体设计方案如图6所示。八路调色控制单元等间距安装在圆形针筒外侧,通过差分传输模式下的CAN总线与核心控制模块的CAN接口连接组成CAN圆形网络,并采用2个阻值为120Ω的终端电阻以减少CAN总线上的信号反射干扰[12]。
3 硬件设计
3.1 控制单元框架
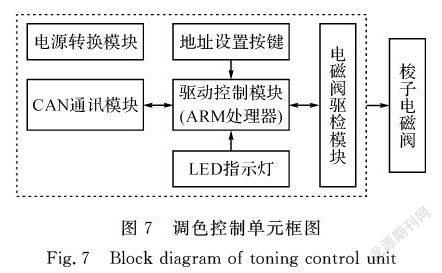
通过对无缝内衣机调色工艺特性和调色梭子控制方式进行分析与研究,可得到调色控制单元框架如图7所示,由驱动控制模块(MCU)、电源转换模块、地址设置按键、LED指示灯、CAN通讯模块及15路电磁阀驱检模块组成。电源转换模块为其他模块提供电源;当CAN通讯模块接收到数据指令帧后,驱动控制模块从该帧数据中提取属于自身地址编号的动作信息,并根据动作信息驱动对应电磁阀动作;当发生异常故障情况时,LED指示灯从呼吸灯状态切换到频闪状态,以显示调色控制单元检测到的异常。
3.2 关键驱检电路设计
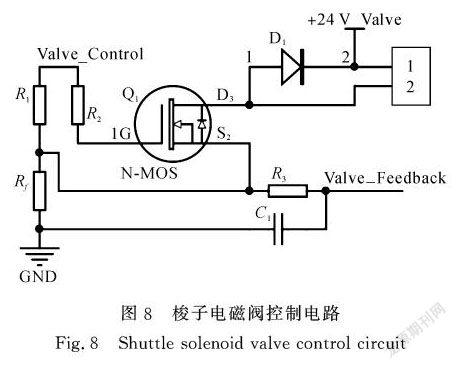
电磁阀驱检模块为调色控制单元关键模块,如图8所示,其中Valve_Control为电磁阀控制引脚标识符,MCU通过该引脚输出由驱动特性分析得到的PWM脉冲;Valve_Feedback为线圈电流检测引脚标识符,MCU通过该引脚输入值进行模数转换与计算,得到线圈回路电流值;Q1为N沟道场效应管(MOS管),作为输出开关控制电磁阀驱动输出;D1为二极管,用于防止电磁阀线圈在通断瞬间产生过大的反电动势而对电路造成损伤,通过二极管构成泄放回路则有效将感生出来的反电动势予以泄放;Rf为采样电阻,用于检测计算电磁阀线圈工作电流变化情况。
通过检测电磁阀线圈电流变化情况,结合线圈回路电流特性以判断电磁阀工作状态,若MCU检测到电流值偏离正常工作电流曲线,则判定为出现异常故障事件,偏离过大则有线圈短路或断路的情况。
4 程序开发
调色装置控制单元需要实时性较强的运行环境,采用FreeRTOS作为平台框架对调色装置进行调度与管理,其任务调度器能够在各个任务间迅速切换[13-15],满足多任务调度操作。
4.1 电磁阀驱动任务程序
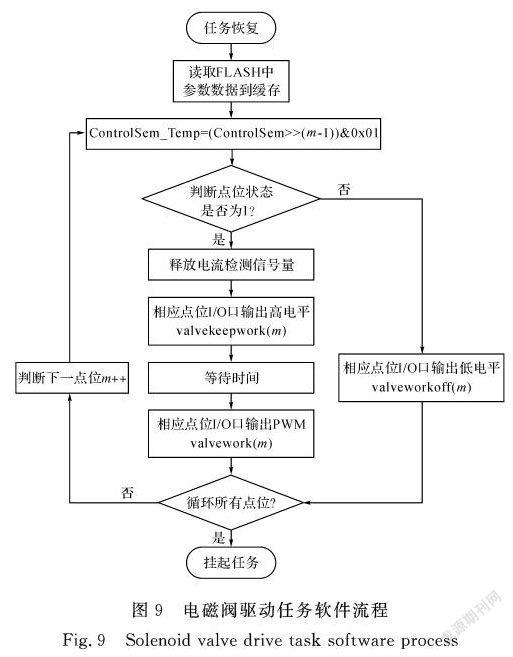
当CAN接收处理任务将指令数据帧解析后,通过释放电磁阀控制信号量指示电磁阀驱动任务做出动作。电磁阀驱动任务程序先从FLAH中读取驱动配置信息到缓存区,然后根据动作指令数据,判断具体各个点位的通断状态,若需要断开则直接将相应驱动IO口输出低电平;若需要导通则相应驱动IO口需要先输出高电平一段时间后,切换到PWM脉冲输出模式,同时释放相应电流检测信号量。电磁阀驱动任务软件流程如图9所示。
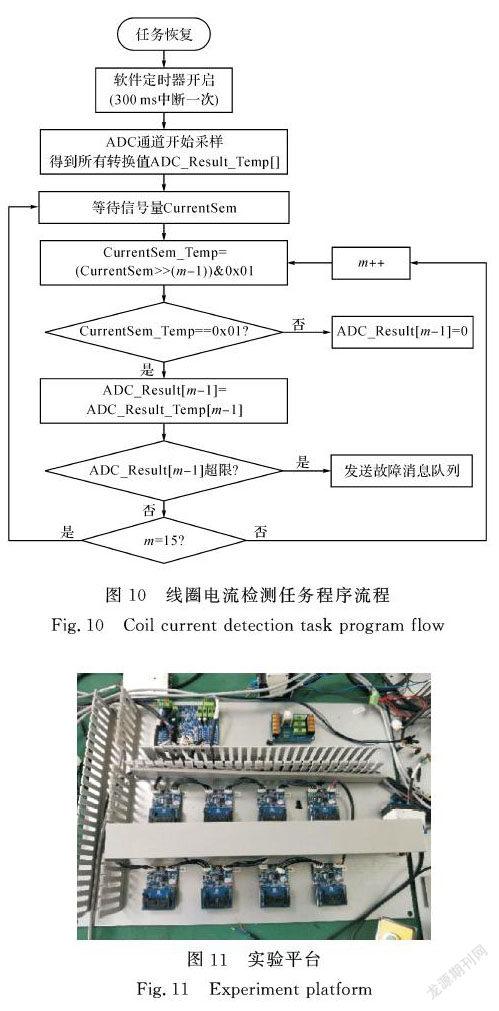
4.2 线圈电流检测任务程序
线圈电流检测任务程序通过软件定时器来实现,设定定时时间为300ms,即每300ms对ADC引脚的模拟量进行采样,并将转化后的数字量存储
在临时数组ADC_Result_Temp[]中。当请求到相应电流检测信号量后,抽取相应临时数组数据位到检测结果数组ADC_Result[]中,其余检测结果数组数据清零。最后依次检验检验结果数据是否超限,若出现异常,则通过故障事件消息队列传递给故障处理任务以产生报警信息。线圈电流检测任务程序流程如图10所示。
5 测 试
5.1 测试平台搭建
将八路调色控制单元以级联形式搭建如图11所示的实验平台,通过人机交互平台将控制指令逐级下发,并通过示波器对电磁阀控制情况进行观察,以验证调色控制单元的驱检功能。
5.2 驱动测试
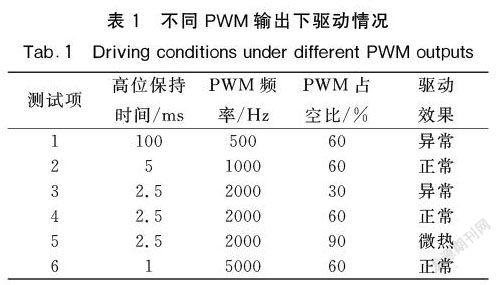
调色梭子动作的迅速性与稳定性是无缝内衣机调色正常工作的前提,采用6组驱动输出项作为测试,以对比在不同PWM驱动输出下,调色控制单元对调色梭子的驱动能力。对比情况如表1所示。
从测试项1、2、4、6可得到,在占空比固定的情况下,PWM频率偏小,无法正常驱动电磁阀,此时电磁阀不断进行开关动作,不能提供稳定的压缩控制来驱动调色梭子;当PWM频率增大,电磁阀驱动趋于稳定;PWM频率偏大,对电磁阀驱动稳定性提升不大,反而增加调色控制单元的开关损耗。从测试项3、4、5可得到,在PWM频率固定的情况下,占空比过小则无法正常驱动电磁阀,此时电磁阀处于断开状态,无法提供压缩空气来驱动调色梭子;当占空比增大,电磁阀驱动趋于稳定,并提高响应速度;占空比偏大,并长时间处于导通状态时,电磁阀产生微热现象,若继续长时间导通,则对电磁阀造成损害。
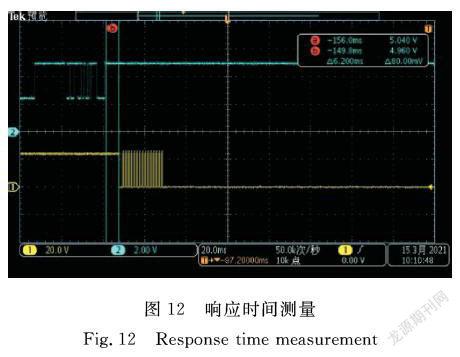
对比6组测试项,得到第4组驱动情况较好,即PWM频率为2000Hz,占空比为60%时电磁阀以较优的驱动性能使调色梭子以稳定、迅速的状态运动到指定点位,符合调色工艺驱动要求。通过示波器对比指令下发到动作执行时间,可截取观察到调色控制单元的驱动响应时间,如图12所示,响应时间约为6 ms,满足調色动作要求。
5.3 检测测试
在电磁阀正常导通后,通过短路接线端口以模拟电磁阀短路状态,对调色装置控制单元进行测试,验证能否实现故障处理。结果显示调色控制单元LED指示灯加快闪烁频率,通过CAN调试工具可观察到异常反馈指令,说明产生异常报警,同理,通过迅速断开电磁阀以模拟电磁阀断路状态,可观察到同样异常故障处理情况。经多次试验,验证了本调色控制单元软件具有实时性与可靠性。
5.4 现场测试
以浙江某纺织厂的一款型号为RFSM20的无缝内衣机为测试对象,将八路调色控制单元安装在机器上,在连续工作运行编织8 h的情况下,观察织物组织与花型图案来判断控制系统的可靠性与稳定性。现场测试照片如图13所示,测试结果表明,RFSM20无缝内衣机运行稳定,织物无横纹、乱花等现象,调密装置能够准确根据大量的动作指令,有效实现调色工艺,提高控制系统的工作效率,满足现场工作要求。
6 结 语
对无缝内衣机调色工艺进行分析,并针对调色装置电磁阀的驱动特性与回流电流特性,提出一种无缝内衣机驱检一体化调色控制技术方案,通过实验测试结果表明,该控制技术可靠性好、运行稳定,减少横纹、乱花现象的产生,减少干扰,提高工作效率,满足无缝内衣机的控制要求。
参考文献:
[1]许少宁,汝欣.无缝内衣机控制系统设计[J].现代纺织技术,2016,24(6):51-55.
XUShaoning, RU Xin. Design of seamless underwear machine control system[J]. Advanced Textile Technology, 2016, 24(6): 51-55.
[2]邓淑芳.2014中国国际纺织机械展览会暨ITMA亚洲展览会无缝内衣圆机述评[J].针织工业,2014(7):10-11.
DENG Shufang. 2014 China international textile machinery exhibition and ITMA Asia exhibition of seamless underwear circular knitting machine[J]. Knitting Industry, 2014(7):10-11.
[3]曹斌.无缝针织内衣机成圈机构原理与工艺的研究与分析[D].杭州:浙江理工大学,2011.
CAO Bin. Research and Analysis on the Principle and Technology of Loop Forming Mechanism of Seamless Knitting Underwear Machine[D]. Hangzhou: Zhejiang Sci-Tech University, 2011.
[4]汝欣,史伟民,彭来湖,等.无缝针织内衣机的花型准备系统及数据安全[J].纺织学报,2016,37(11):130-135.
RU Xin, SHI Weimin, PENG Laihu, et al. Pattern preparation system and data security of seamless knitting underwear machine[J].Journal of Textile Research,2016,37(11):130-135.
[5]陈莉,叶介茂.基于数学函数的针织物花型设计方法初探[J].纺织学报,2008,29(7):38-40.
CHEN Li, YE Jiemao. A preliminary study on the pattern design method of knitted fabrics based on mathematical functions[J].Journal of Textile Research, 2008, 29(7):38-40.
[6]安新磊,喬帅,张莉.基于麦克斯韦电磁场理论的神经元动力学响应与隐藏放电控制[J].物理学报,2021,70(5):46-65.
AN Xinlei, QIAO Shuai, ZHANG Li. Neuron dynamic response and hidden discharge control based on Maxwell's electromagnetic field theory[J].Acta Physica Sinica, 2021, 70(5): 46-65.
[7]宗书宇,肖峻,刘志柱,等.高速开关阀电磁滞后特性的联合仿真研究[J].现代制造工程,2019(8):62-67.
ZONG Shuyu, XIAO Jun, LIU Zhizhu, et al. Co-simulation study on electromagnetic hysteresis characteristics of high-speed switching valves[J].Modern Manufacturing Engineering, 2019(8): 62-67.
[8]戴佳,黄敏超,余勇,等.电磁阀动态响应特性仿真研究[J].火箭推进, 2007,33(1):40-48.
DAI Jia, HUANG Minchao, YU Yong, et al. Simulation study on the dynamic response characteristics of solenoid valve[J].Rocket Propulsion, 2007, 33(1): 40-48.
[9]郝江脉,秦志勇,郑利水,等.高速开关电磁阀阀芯动态模型设计及研究[J].内燃机与配件,2020(17):37-39.
HAO Jiangmai, QIN Zhiyong, ZHENG Lishui, et al. Design and research on dynamic model of high-speed switching solenoid valve core[J].Internal Combustion Engines and Parts,2020(17):37-39.
[10]蒋龙,马峰,范雪丽.断路器操作机构分合闸电磁铁线圈故障分析[J].电器工业,2020(9):55-59,64.
JIANG Long, MA Feng, FAN Xueli. Fault analysis of opening and closing electromagnet coil of circuit breaker operating mechanism[J].Electrical Appliance Industry,2020(9):55-59,64.
[11]INIGER J L,S,STUBKIER M, SOLTANI H C,等.电磁阀线圈故障的早期检测[J].家电科技, 2020(4):16.
INIGER J L, S, STUBKIER M, SOLTANI H C, et al. Early detection of solenoid valve coil failure[J].Home Appliance Technology, 2020(4):16.
[12]戴宁,胡旭东,彭来湖,等.无缝内衣机密度电动机的控制技术[J].纺织学报,2020,41(6):161-167.
DAI Ning, HU Xudong, PENG Laihu, et al. Control technology of density motor for seamless underwear machine[J].Journal of Textile Research,2020,41(6):161-167.
[13]杨玥,邵浩然,张索非.FreeRTOS与μC/OS-Ⅲ内核分析及选型研究[J].科技视界,2018(24):11-13.
YANG Yue, SHAO Haoran, ZHANG Suofei. FreeRTOS and μC/OS-Ⅲ kernel analysis and selection research[J].Science and Technology Vision,2018(24):11-13.
[14]王祥.嵌入式系统的实时性设计研究[J].国外电子测量技术, 2009,28(4):31-35.
WANG Xiang. Research on real-time design of embedded system[J].Foreign Electronic Measurement Technology, 2009,28(4):31-35.
[15]王昊鹏.嵌入式系统中的实时性研究[D].济南:山东大学,2008:33-34.
WANG Haopeng. Research on Real-time Performance in Embedded Systems[D]. Jinan: Shandong University, 2008:33-34.