浅谈基于Factory Talk的设备故障报警数据采集与分析的应用
2022-02-13宋昊鹏刘岩邵崇杰彭勋曲春雨李进
宋昊鹏,刘岩,邵崇杰,彭勋,曲春雨,李进
(北京奔驰汽车有限公司,北京 100176)
1 前言
设备故障记录与分析在自动化工业生产中扮演着重要的角色,在自动化生产线中常用于生成故障日志,并用于重点设备分析,能够明确设备维护的重难点,辅助预防性维修策略,推进解决重点问题等。
MRAI喷漆车间成立于2005年,车间在电气控制系统上使用罗克韦尔品牌PLC,车间级中控视图使用Factory Talk软件(如图1)。此软件能够与罗克韦尔品牌PLC良好通信,除用于设备视图编辑与监控外,还能用于数据的配置与记录。通过对记录的文件转换、处理,以及通过Tableau软件制成可视化图表(如图2),有能力对设备故障的记录进行分析。

图1 Factory Talk软件的车间设备视图
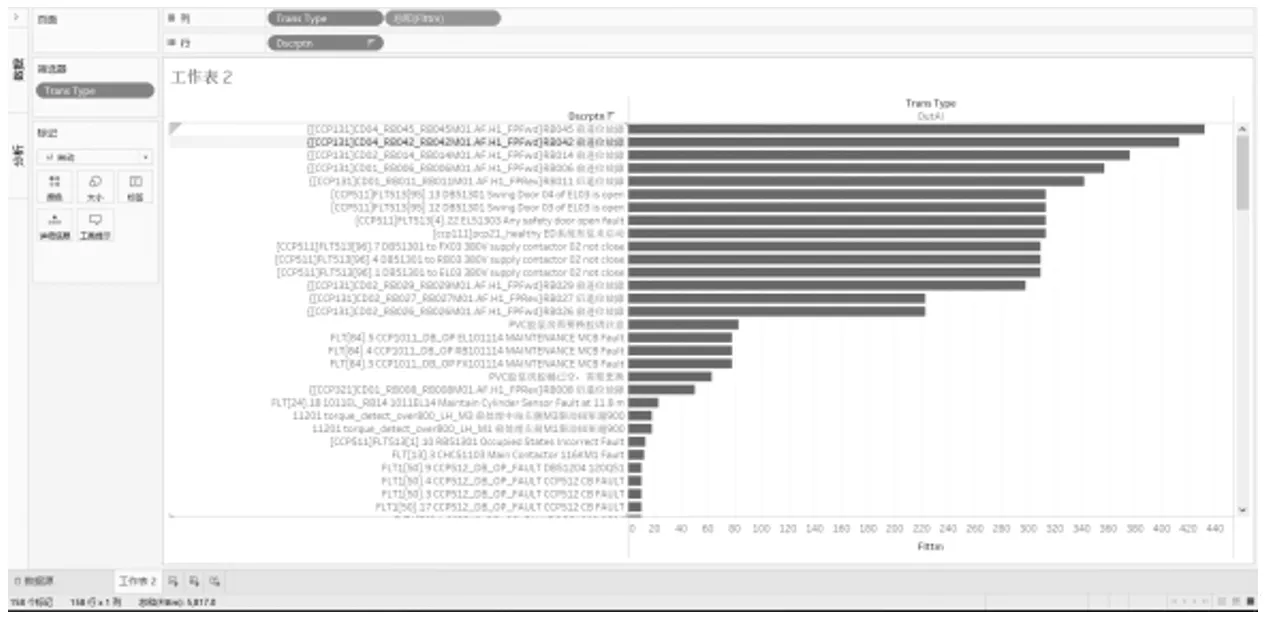
图2 Tableau软件工作表视图
设备故障的记录文档,通常来源于专人专项的工作,数据分析的结果也常伴随主观色彩,记录的数据以及分析的结果往往与实际的设备状况有所差距。人工进行数据记录,除需要专人投入此项工作外,还需要操作工或维修工参与此工作中,无形中增加了设备维护团队的工作量,也难以确保数据记录的精准性。
为避免造成人工工时的浪费,确保故障记录数据的准确性,能够长期保留故障记录文档,建立一个能够在长期自动记录故障数据并生成数据库文件的策略提供了一种选择。相较人工进行数据记录与分析,此策略具备占用时间少、自动化程度高、运营成本低、数据准确性高、数据易于保存、数据易于处理与分析、数据可视化程度高等优势。
此数据采集与分析的策略自应用以来,有效分析出了车间级的多发问题以及重大问题。为提高设备运转率提出了明确的优化项,优化了解决故障的响应策略。同时,通过降低不必要的人工成本,减少企业的损失。
2 可行性分析
Factory Talk软件(以下称为FT)能够与罗克韦尔品牌PLC建立连接,能够访问PLC内标签地址。故通过添加PLC标签及报警的方式,可以实现监控车间内各设备PLC的故障报警标签的状态,从而实现实时的故障状态监控。
通过使用FT的附件“HMI标签报警记录设置”能够将实时的报警、时间戳、报警状态及其描述信息记录至监控设备的服务器,也可以实现将实时的故障信息记录至本地文件,通过周期性地创建新文件,再次在新文件内进行写入操作,便可实现周期性的故障记录日志的自动生成。
使用FT的附件“Factory Talk View文件查看器”,可以打开故障记录日志并查阅,并能够转换为“.csv”格式的Excel文件。Excel文件可以通过数据筛选、排序、批量添加函数等的方式,处理可用的数据。例如,通过报警起始点与结束点的时间戳进行求差运算,可以批量运算各故障的持续时间。
使用Excel软件将完成数据处理的电子表格转换为“.xlsx”格式,此格式可作为Tableau软件的数据源。通过Tableau软件对数据后处理,制作可视化的图表,即可完成对故障报警数据的汇总与分析。
经过上述的分析,通过应用FT与Tableau软件,实现车间级故障数据采集与分析的可行性很高。
3 软件选择及其功能
3.1 链接软件的选择及其功能
在逻辑控制器上的选择上,MRA1喷漆车间广泛使用了罗克韦尔品牌1756-L7x系列的PLC,此类PLC使用CIP通信方式。MRA1喷漆车间使用1756-ENBT模块为PLC接入设备中控网络,通信协议为EtherNet/IP,通过以太网网络即可实现PLC与设备中控系统的连接。
FT是罗克韦尔公司发布的人机交互工程软件,在安装此软件的同时安装FactoryTalk Linx软件(此后简称FT Linx),并配置各PLC通信模块的型号及地址,通过此软件的扫描到远程PLC,即可实现FT软件与远程PLC的链接,以数据通信作为基础(如图3)。
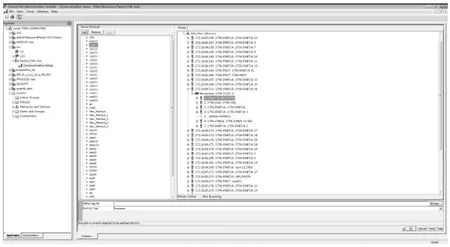
图3 FT Linx软件链接编辑视图
3.2 人机交互工程软件的选择及其功能
FT软件内部集成了FT Linx插件,能够访问PLC内标签地址,故通过添加标签报警的方式,可以实现监控车间内各设备的故障报警标签的状态。此外,此软件能够绘制各设备的视图、记录并存储数据模型、建立与触发事件、监视或更改PLC内的设备参数标签数据、发布客户端视图界面至Web端实现等。
FactoryTalk View Studio软件的安装包可安装视图编辑软件、视图监视软件以及其他相关的附件,使用FactoryTalk View Studio编辑软件能够将车间内的PLC报警标签、描述信息、报警触发逻辑等内容逐一添加至FT项目,也可以导入至标签与报警的“.csv”文件,并使用“标签导入和导出向导”将数据导入FT项目,都能够实现配置报警数据。
通过附件“HMI标签报警记录设置”配置实时报警信息记录的策略,可以将记录的数据写入本地文件,通过周期性地创建新文件,再次在新文件内进行写入操作,便可实现周期性的故障记录日志的自动生成。FT软件的附件“Factory Talk View文件查看器”或“AlarmlogView”能够查阅实时的故障日志(如图4),其中“Factory Talk View文件查看器”能够将完成写入操作的日志转换为“.csv”格式的Excel文件。
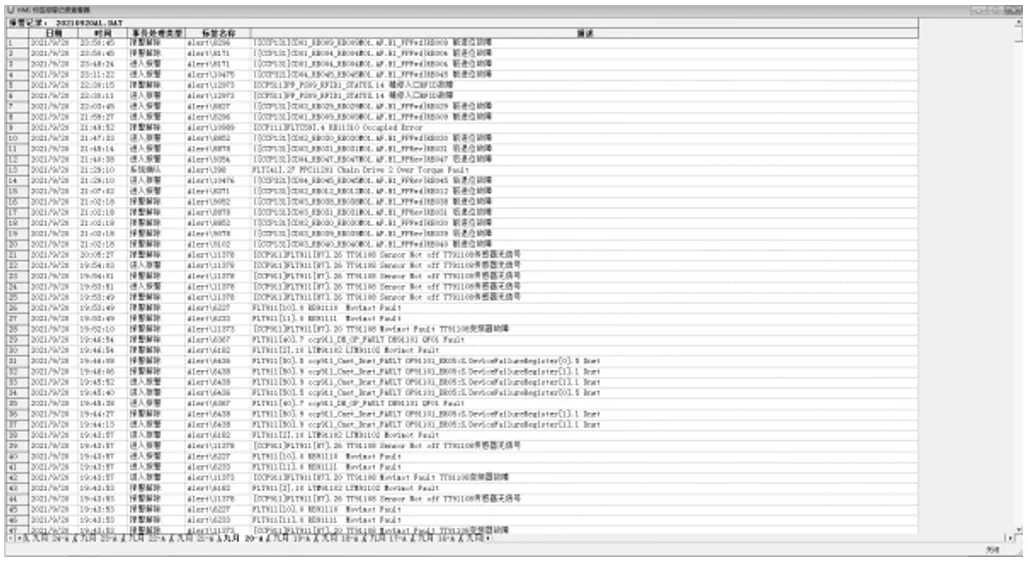
图4 使用“AlarmlogView”查阅设备故障日志
3.3 图表绘制软件的选择及其功能
在图表绘制软件上的选择上,使用了Tableau软件。Tableau Desktop 是基于斯坦福大学突破性技术的软件应用程序。它能生动地分析实际存在的结构化数据,以在几分钟内生成美观的图表、坐标图、仪表盘与报告。利用 Tableau简便的拖放式界面,可以自定义视图、布局、形状、颜色,等等,展现自己的数据视角。
在数据处理能力、图表模型数量上,Tableau是具备一定优势的软件,能够很方便地关联多种数据库文件、表格、文档等,因此,在绘制图表上是一个理想的选择(如图5)。
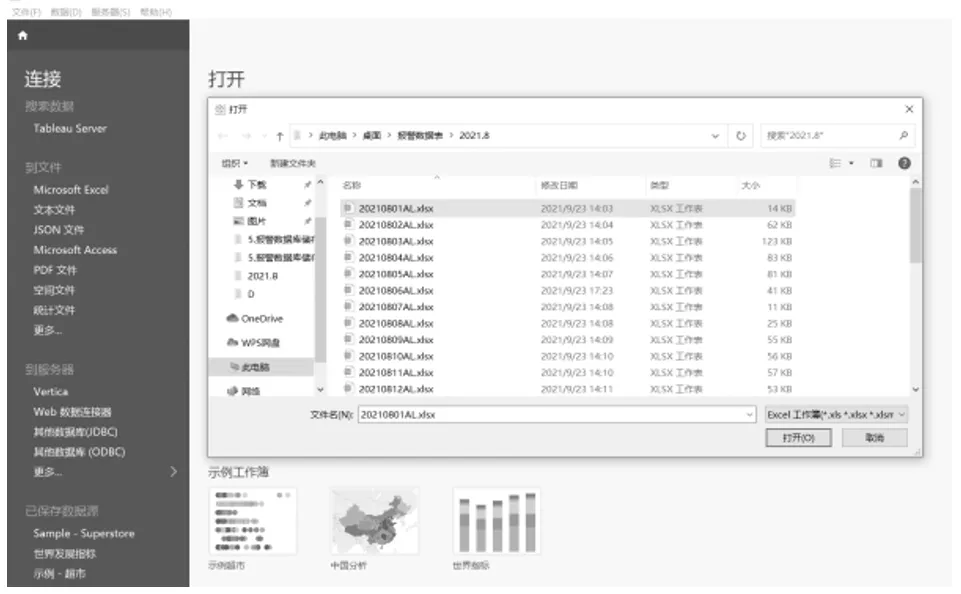
图5 使用Tableau关联Excel文件
Tableau软件实现了数据从文本转换为图表的过程,不同于传统的Excel表格制图,Tableau能够较智能地主动选择图表类型、格式、标题内容,较方便地进行数据类型选择,极大地缩短了绘制图表的时间。
4 配置流程及其参数
4.1 PLC路径链接参数配置
在使用Factory Talk View Studio软件创建了一个FT项目后,首先,需要确定关联哪些PLC。为此,配置PLC路径的链接必不可少。配置PLC路径链接使用FT Linx软件,在软件的主视图内创建一个EtherNet链接,并选择Configure Shortcut,为此EtherNet链接配置与之关联的PLC通信模块。随之进入“Factory Talk Administration Console”附件界面,选择已创建的FT项目树的FTLinx子项目中的Communication Setup,在此处添加与设备中控在物理层相连的PLC通讯模块。
在Device Shortcut视图内,新增路径链接并为此链接赋予一个对应目标PLC的名称。在Primary视图内,在此FT项目的EtherNet链接处,右键选择Add Device,选择目标PLC与设备中控通信模块的型号(如图6)。配置此模块的命名、实际IP地址及其在PLC背板机架上的槽号(如图7)。打开生成的通信模块的链接,直至扫描到PLC模块,分别选择并点击此PLC模块与Device Shortcut内相应的路径链接后,点击Apply完成确认,即完成此FT项目内的一条PLC路径链接的添加。将PLC路径链接添加完成后的效果如上文中的图3。
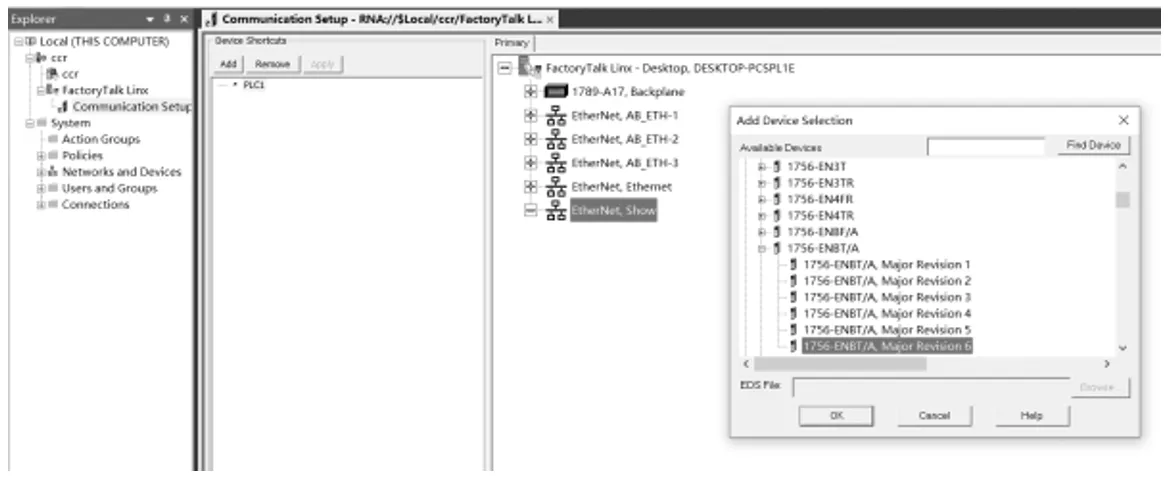
图6 使用FT Linx选择目标PLC通信模块型号

图7 使用FT Linx配置PLC通讯模块路径参数
4.2 设备的PLC标签及其报警配置
在Factory Talk View Studio软件创建的项目内,进入标签功能中,此界面用于配置创建HMI标签及其报警。
为用于作为报警信息的HMI标签创建一个文件夹,例如,Alert,在此文件夹内创建的标签名可按照实际需求进行数字编码。在新建标签时,需要填写此数字编码,定义为开关量标签以备报警信息使用;将PLC标签按照“[PLC路径链接名]PLC标签”的格式填写至“地址”处,并为此标签填写描述信息;关与开的标记为0与1时,与此标签实际的低电平、高电平对应,反之则相反;勾选报警一栏后,可配置此标签的报警规则(如图8)。

图8 创建FT项目内HMI标签
为HMI标签配置报警时,需要选择“开”或“关”报警,与标签的数值有关,触发报警的标记为1,解除报警的标记为0,报警中、解除报警、确认报警的信息处填写“100s”时,在报警中、解除报警、确认报警时,分别会显示出最长为100个字符长度的标签描述信息(如图9)。
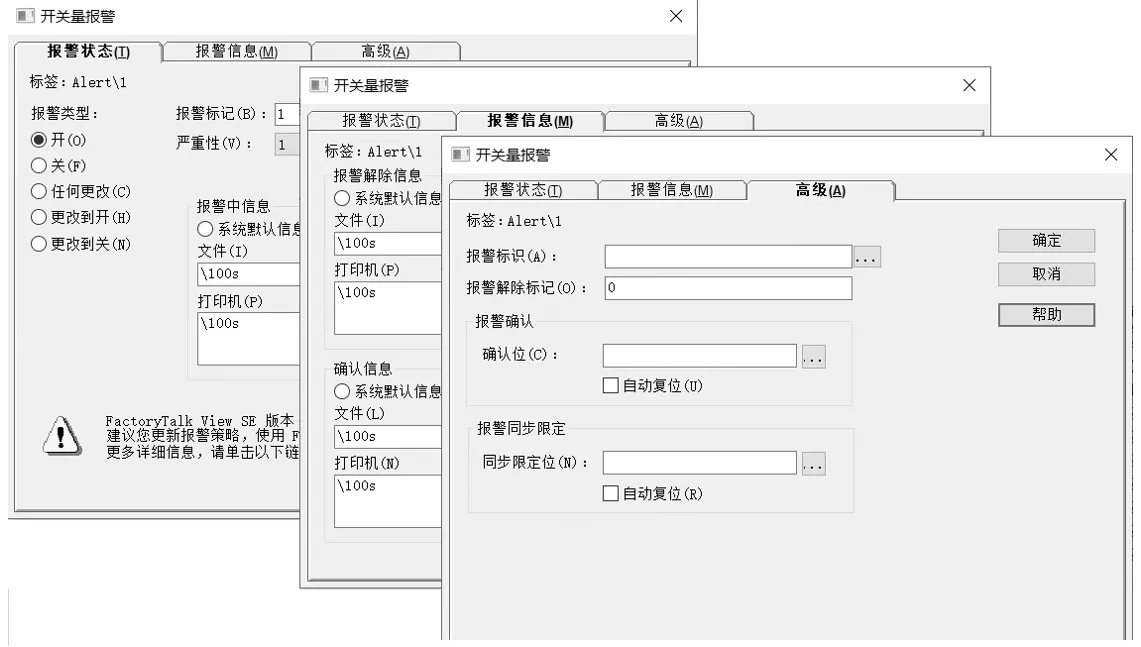
图9 配置HMI标签的报警规则
4.3 报警记录文件的配置
使用FT的“HMI标签报警记录设置”附件,能够配置数据记录文件的路径,以及更新数据记录文件的周期。在数据记录的过程中,文件可以被读写,但是,因为此文件资源被独占的原因,无法实现记录文件的格式转换。通常设置每天进行一次数据文件的周期性创建。数据记录的文档,无论是否正在被写入,均可以使用上文提到的FT软件的附件“Factory Talk View文件查看器”或“AlarmlogView”进行查阅,其中“Factory Talk View文件查看器”能够将已完成写入的文档另存为可用Office软件编辑的“.csv”格式。如需要将数据记录至远程服务器,可以选择“中心记录”进行配置,可以配置数据上传周期、事件同步、选择目标ODBC数据库文件等参数(图10)。

图10 配置报警记录文件规则
5 处理数据与图表构建
5.1 处理报警信息记录文件
已完成写入操作的文件可转换为电子表格,其中表格中“;TimeStmp”为事件起始点的时间戳,“TransType”为事件类型(报警开始、报警结束、确认报警),“TagName”为报警的HMI标签,“Dscrptn”为HMI标签的描述,仅保留此四列数据。
将剩余的数据自定义排序,主要关键字为“Dscrptn”,可设置次要关键字为“;TimeStmp”。单次报警累计时间可用函数进行计算,例如,在E列E1创建关键字“Flttm”,E2内输入以下函数:
=IF(C2=C1,IF(B2=”OutAl”,IF(B1=”InAlm “,(A2-A1)×1440,0),0),0)
双击E2右下角实心十字标志,即可自动运算每一报警的累计时间,将E列数据格式更改为常规,(数据默认为保留10位数字的浮点数)单位为分钟(图11)。

图11 计算单次故障报警时长的函数式
在完成数据处理后,将文件另存为“.xlsx”格式,以备Tableau软件使用。
5.2 使用Tableau为报警信息按计数排序
打开Tableau软件,将Excel文件连接至Tableau数据区。如果需要将多个报警日志连接至数据区,需要在Tableau的数据界面创建一个包含所需日志的并集数据源(图12)。

图12 创建包含所需日志的并集数据源
根据日志(或多个日志的并集)数据源建立工作表。将“Trans Type”和“计数”拖入“列”中,并将“Dsciptn”拖入“行”中,将生成的图表的“InAlm”设置为“只保留”,并在工具栏中选择降序排序,实际显示的图表即为日志(或多个日志的并集)的故障报警的降序排序(图13)S。
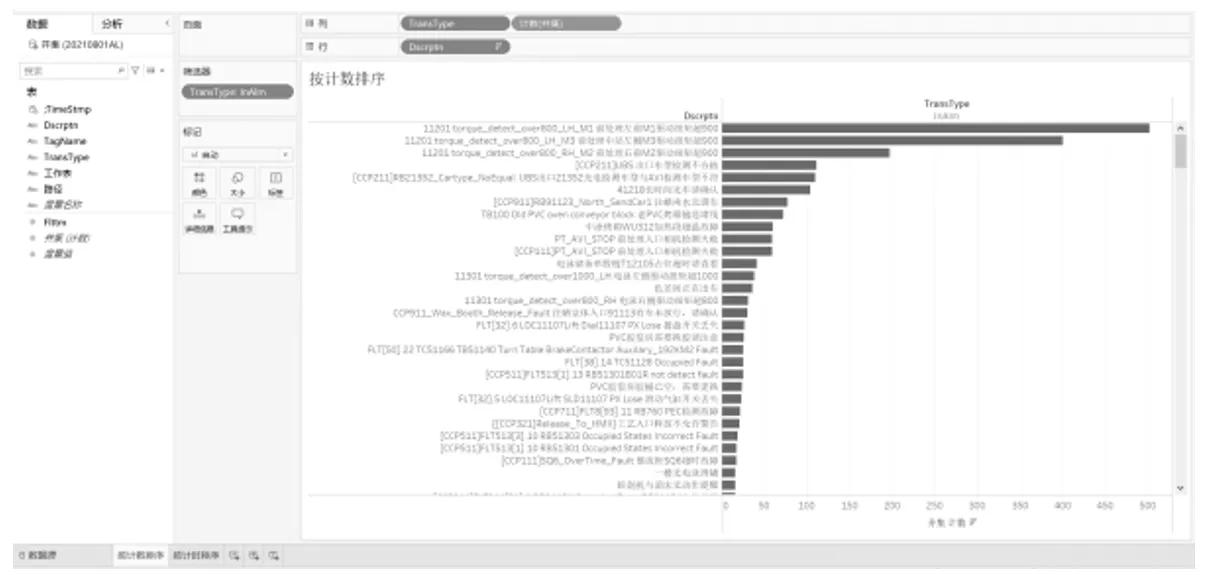
图13 报警信息按计数排序
5.3 使用Tableau为报警信息按计时排序
打开Tableau软件,将Excel文件连接至Tableau数据区。如果需要将多个报警日志连接至数据区,需要在Tableau的数据界面创建一个包含所需日志的并集数据源。
根据日志(或多个日志的并集)数据源建立工作表。将“Flttm”更改数据类型为“数字(小数)”,并“转换为量度”,将“Trans Type”和“Flttm”拖入“列”中,并将“Dsciptn”拖入“行”中,将生成的图表的“OutAl”设置为“只保留”,并在工具栏中选择降序排序,实际显示的图表即为日志(或多个日志的并集)的故障报警的降序排序(图14)。

图14 报警信息按计时排序
6 结语
此设备故障报警数据采集与分析的应用,使用近半年以来,该系统运行稳定、人机交互性强、智能化程度高。数据转换正确率达到了100%,数据丢失率低于0.01%,起到了稳定的数据记录与导向重点问题分析的作用。同时,在搭建此系统的过程中,提高了搭建数据记录系统、使用数据分析工具的能力,在增强企业设备自动化、智能化的程度上起到了积极的效果。此系统的成功应用可为同行提供一定参考。
