一种插入轮机械手快速调校工装的研究
2022-02-13张恒源雷斌龚凯高煜阳杨栩榕孔祥旭
张恒源,雷斌,龚凯,高煜阳,杨栩榕,孔祥旭
(红塔烟草(集团)有限责任公司,云南 玉溪 653100)
在复合滤棒成型机生产过程中,基棒经过分切并有序组合之后最终传递到插入轮,再通过插入轮上的机械手将滤棒转移到烟枪,在烟枪中,布带包裹成形纸将滤棒向前拖动最终成型为烟条。因此,在机械手将滤棒插入到烟枪的过程中,机械手需保证与烟枪准确配合,即机械手应保持与烟枪水平,同时机械手落棒点应位于烟枪轴线上,从而防止滤棒由插入轮机械手传递至烟枪时,由于机械手的歪斜或者错位,造成烟枪阻塞或者滤棒插入变形;同时也要保证机械手与加速鼓轮配合,从而防止传递过程中错位导致滤棒传递不畅或者零件干涉造成碰撞破坏。
但是由于插入轮有17只机械手,而每只机械手需在交接位置处进行3个维度的精确校准,因此每次校准需占用2~5h的工作时长,耗时耗力,且每只机械手精度的一致性难以控制。插入鼓轮有17个机械手,每个机械手调校过程中都需处理好以上环节,这就需重复调校每个机械手,因此重复操作造成调校耗时成倍增加,调校效率低。
本实用新型涉及一种插入轮机械手快速调校工装,属于卷烟滤棒成型设备技术领域。
1 实用新型内容
为了克服背景技术中存在的问题,本文提出了一种插入轮机械手快速调校工装,通过在烟枪底座上安装鼓轮调校支座和鼓轮校规,能够同时对插入轮机械手相对于烟枪轴线的水平距离以及插入轮机械手相对于烟枪轴线的水平高度和水平位置3个维度上的位置进行校准,便于对插入轮上17个机械手在3个维度上的快速校准,能保证插入轮上每个机械手的落棒点均位于烟枪的轴线位置上,防止滤棒由插入轮机械手传递至烟枪时,由于机械手的歪斜或者错位造成烟枪阻塞或者滤棒插入变形,同时,防止传递过程中插入轮机械手错位导致滤棒传递不畅或者零件干涉造成碰撞破坏,可有效缩短调校耗时,提高调校效率,避免改造工期过长,保障复合滤棒加工的工作效率。
1.1 本实用新型技术方案的实现
插入轮机械手快速调校工装包括鼓轮调校支座和鼓轮校规,鼓轮调校支座与鼓轮校规配套使用,鼓轮调校支座和鼓轮校规分别对插入轮机械手相对于烟枪轴线的水平距离以及插入轮机械手相对于烟枪轴线的水平高度和水平位置同时进行校准。
优选的,鼓轮调校支座通过定位螺钉固定安装在烟枪底座上,且鼓轮调校支座上端设置有位置调校孔,位置调校孔内通过固定螺母安装有调距螺栓,调距螺栓用于校准插入轮机械手相对于烟枪轴线的水平位置。
优选的,鼓轮校规为块状量具,鼓轮校规放置在烟枪底座上,且鼓轮校规上端设置有定位槽,定位槽用于放置及定位插入轮机械手,鼓轮校规用于校准插入轮机械手相对于烟枪轴线的水平高度。
优选的,调距螺栓末端安装有球头螺母。
优选的,定位槽为矩形结构。
1.2 本实用新型的有益效果
本实用新型通过在烟枪底座上安装鼓轮调校支座和鼓轮校规,能够同时对插入轮机械手相对于烟枪轴线的水平距离以及插入轮机械手相对于烟枪轴线的水平高度和水平位置3个维度上的位置进行校准,便于对插入轮上17个机械手在3个维度上的快速校准,能保证插入轮上每个机械手的落棒点均位于烟枪的轴线位置上,防止滤棒由插入轮机械手传递至烟枪时,由于机械手的歪斜或者错位造成烟枪阻塞或者滤棒插入变形,同时,防止传递过程中插入轮机械手错位导致滤棒传递不畅或者零件干涉造成碰撞破坏,可有效缩短调校耗时,提高调校效率,避免改造工期过长,保障复合滤棒加工的工作效率。

图1 本实用新型的立体结构示意图
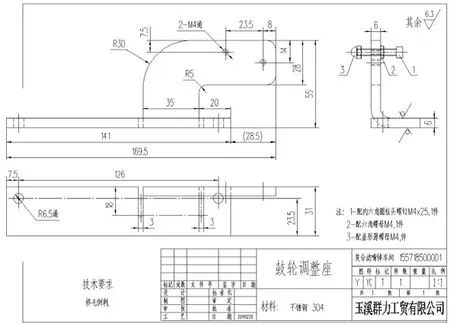
图2 本实用新型的鼓轮调校支座的结构示意图

图3 本实用新型的鼓轮调校支座的工作状态示意图
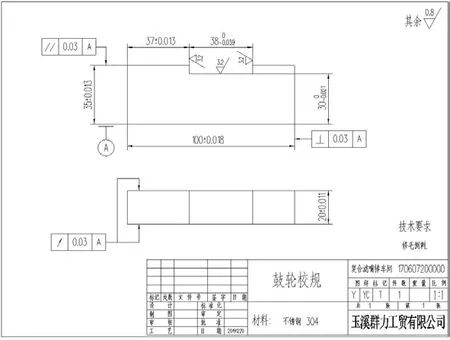
图4 本实用新型的鼓轮校规的结构示意图

图5 本实用新型的鼓轮校规的工作状态示意图
2 具体实施方式
为了使本实用新型的目的、技术方案、达成目的与效果明显易懂,下面将结合附图,对本实用新型的优选实施案例进行详细的说明,以便技术人员理解。
需要说明的是,在本实用新型的描述中,若无明确的规定和限定,术语“安装”“相连”“连接”“相连接”等应做广义理解,既可以是固定连接,也可以是可拆卸连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连。
在本实用新型中,如图6所示,插入轮机械手快速调校工装包括鼓轮调校支座1和鼓轮校规2,鼓轮调校支座1与鼓轮校规2配套使用,鼓轮调校支座1和鼓轮校规2分别对插入轮机械手3相对于烟枪轴线的水平距离以及插入轮机械手3相对于烟枪轴线的水平高度和水平位置同时进行校准。以烟枪的底座为基准,其中,鼓轮调校支座1通过定位螺钉4固定安装在烟枪底座上,在鼓轮调校支座1的上端设置位置调校孔,并在鼓轮调校支座1上位于位置调校孔右侧的位置处固定安装固定螺母5,将调距螺栓6通过固定螺母5安装在位置调校孔内,使用时,使调距螺栓6的长度方向与烟枪的轴线方向相垂直,并使调距螺栓6可在位置调校孔内伸缩移动,于是,便可通过调整调距螺栓6的伸长量依次对每个插入轮机械手3相对于烟枪轴线的水平距离进行校准;鼓轮校规2放置在烟枪底座上,在鼓轮校规2的上端设置定位槽7,鼓轮校规2采用块状量具,使用方便、放置稳定,使用时,将每个插入轮机械手3依次放置在定位槽7内,通过定位槽7对插入轮机械手3进行竖直方向上的高度位置以及水平方向上的位置进行定位,于是,便可依次对每个插入轮机械手3相对于烟枪轴线的水平高度和水平位置进行校准。通过鼓轮调校支座1上的调距螺栓6和鼓轮校规2分别对插入轮机械手3相对于烟枪轴线的水平距离以及插入轮机械手3相对于烟枪轴线的水平高度和水平位置3个维度上的位置同时进行校准,从而保证插入轮上每个机械手3的落棒点均位于烟枪的轴线位置上,进而防止滤棒由插入轮机械手3传递至烟枪时,由于机械手3的歪斜或者错位造成烟枪阻塞或者滤棒插入变形,同时,防止传递过程中插入轮机械手3错位导致滤棒传递不畅或者零件干涉造成碰撞破坏,通过本工装对插入轮机械手3进行辅助校准,可有效缩短调校耗时,提高调校效率,避免改造工期过长,保障复合滤棒加工的工作效率。
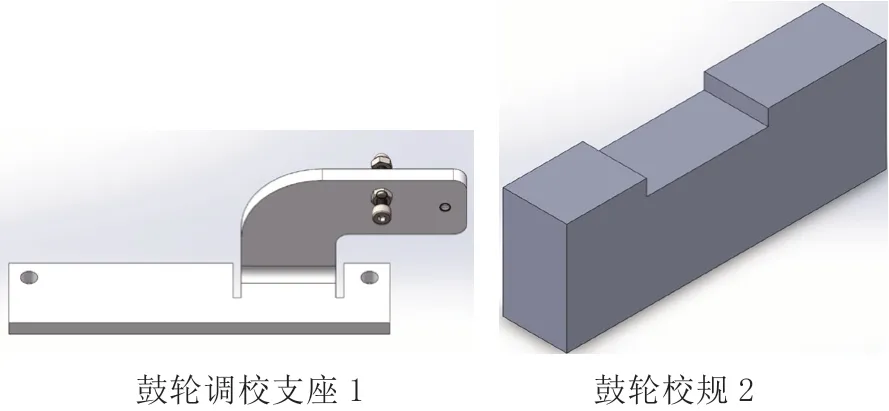
图6
在本实用新型中,如图7所示,作为优选,所述调距螺栓6末端安装有球头螺母8。为了防止调距螺栓6的端头部分对插入轮机械手3的侧面造成刮擦,影响插入轮机械手3的外观及使用性能,在调距螺栓6的末端安装球头螺母8,通过球头螺母8的包裹作用避免调距螺栓6的端头与插入轮机械手3直接接触。

图7 定位螺钉及固定螺母
在本实用新型中,如图8所示,作为优选,所述定位槽7为矩形结构。定位槽7采用与插入轮机械手3底部形状相匹配的矩形结构,以便于快速对插入轮机械手3进行定位,并保证定位可靠。

图8 定位槽
3 结语
最后说明的是,以上优选实施例仅用以说明本实用新型的技术方案而非限制,尽管通过上文对本实用新型进行了详细的描述,但本领域技术人员应当根据实际情况而定,在形式上和细节上对其做出合理调整,而不偏离本实用新型权利要求书所限定的范围。
