综采工作面多元快速精准对接技术的应用
2022-02-12周峰
周 峰
(淮北矿业(集团)有限责任公司 临涣煤矿, 安徽 淮北 235000)
目前综采工艺较为成熟,对于中厚煤层能够做到最大化的回收资源,但是遇断层构造等特殊情况,使用综采工艺的常规工作面布置易造成设备的损坏,影响资源回收。因此为提高矿井煤炭资源回收率,工作面常采用特殊的刀把式布置形式[1],随着工作面的推进,实现里工作面和外工作面切眼的对接。以往工作面对接仅仅是把提前预留的运输机溜槽、支架进行连接,未考虑运输机经过回采后的磨损因素,尤其是在剩余可采长度较长、工作面条件较差时,会导致在后续回采过程中运输机事故多发,频繁更换运输机溜槽[2]. 临涣矿已回采结束的1061工作面就曾出现过同类型事故,严重影响工作面的安全回采。临涣矿1065综采工作面与1061工作面同属六采区,煤层赋存情况、地质条件以及工作面布置形式相似。为避免1065工作面后期受机电事故影响制约工作面产能,通过分析研究该工作面的地质特点,拟实施工作面对接期间在时间、空间上增加可与对接工作同步施工的工程。
1 概 况
1065综采工作面布置在两大断层之间,其东部为1061工作面和DF121正断层,南部为NF3正断层,北部为DF232正断层。工作面设计走向长度1 003 m,倾向长度174.5~277.5 m,见图1.
受断层影响,该工作面设计为对接工作面,里工作面安装一部SGZ800/2×700型刮板运输机,共计安装121架ZY6800-19/40D型液压支架,外工作面安装69架ZY6800-19/40D型液压支架。风巷使用5架ZQL2×4000/18/35超前支架作为临时支护。工作面设计回采期为19个月。该工作面同时安装了XDYZ(D)型综采自动化控制系统,可实现采煤机记忆截割采煤;液压支架自动跟机移架,综采系统“一键”启停;地面调度集控中心远程实时监控、操作采煤机、液压支架、刮板运输机等设备运行的智能化工艺。
2 技术难点分析
2.1 空间有限
1) 更换的新旧大件设备较多,施工现场空间有限,设备的转入、转出以及存放受空间限制,不利于平行作业。
2) 正常情况下,工作面完成对接需要3天时间,更换运输机溜槽、链条,安拆至少10天,为保证产量,计划10天内完成。
2.2 施工工艺复杂化、多元化
工作面对接的同时,增加更换溜槽、链条和刮板等工作,使整体施工的组织、工序更为复杂化、多元化,多个施工环节在时间、空间上交叉影响多,并且大件起吊、拉运频繁,存在较多安全隐患。
3 施工方案分析及技术要求
3.1 方案制定原则
多元化对接模式具有施工工序多、作业战线长、准备时间久等特点,因此方案的制定需兼顾能平行作业、少相互影响、高安全性能、能分阶段实施等。
3.2 关键点工程
1) 风巷超前支架由于其位置的特殊性关系到整体工程的进程,提前回收有利于准备工作的实施。综合考虑,风巷超前支架随里工作面的正常回采逐步向外拉移,当最外面一架拉移至对接切眼下口时,依次拆除、回收至对接风巷,并组装排列好,既保证了里风巷正常的超前支护,又减少对其他准备工程的影响。
2) 运输机左变1至左变6溜槽占用空间和更换难度大,影响整体施工的进展。
3.3 准备工程及技术要求
1) 对接切眼内卧底:确保道面距顶板高度不小于2.8 m.
2) 巷道加固:为减少施工地点受采动影响,提前对回绞硐室、装车平台地段等关键地点进行加固。
3) 提前安装对接切眼内智能化系统所需的设备、电缆及管路。
4) 溜槽提前运至对接切眼内的支架底座前码放整齐并确保牢固可靠。
5) 安装回绞、装车平台以及单臂吊。
6) 里工作面正常生产期间,利用机电检修时间更换左变1至左变6溜槽。
3.4 对接前里工作面回采状态的调整
里工作面回采至距外切眼煤壁侧35 m前,用对接控制基准线及时控制工作面支架方向,使121架与对接面内122架的间隙控制在200~300 mm. 里工作面保证采高在3.0~3.5 m,运输机俯采倾角不大于15°,控制里段工作面回采方向、伪斜角度使其与外切眼夹角不大于7°,见图2.
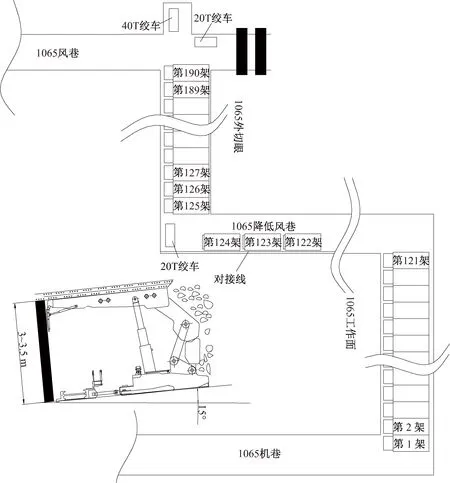
图2 外切眼对接前平面示意图
4 施工工艺流程及完成概况
4.1 施工工艺流程
1) 里工作面回采至距离对接切眼5 m时,巷道加固、卧底调道、回收超前支架、更换左变1至左变6溜槽、回柱绞车安装、对接切眼内智能化设备安装、运输机溜槽链条的准备、工具材料的准备以及工作面回采状态的调整等工作已全部完成。
2) 里工作面回采至预定对接位置后,掐断运输机机头、机尾上链,在第9架、第113架处拆除运输机销子使溜槽脱节。运输机齿箱、电机连同机尾溜槽整体拆除拉运至对接切眼上口,运输机上链、底链向上拉移至对接切眼下口装车平台,分段装车升井,见图3.

图3 外切眼对接后平面示意图
3) 新溜槽每6架成组向下拉运至第9架向上码放在煤壁侧,为减少人员拉运回绞钩头距离,反向由下向上依次6架成组向上拉运旧溜槽。旧溜槽拉运至装车平台段后,2架一组装车升井。
4.2 工艺流程特点
对接切眼上口主运绞车与里工作面上口绞车运行相互不干扰,主运绞车转运新旧设备期间,里工作面进行拆除、安装、转运设备以及辅助安装等工作。施工现场整体形成多地点、多工序、多小组平行作业,具有相互影响少、安全性能高的特点。
4.3 对接工作用时概况
转运机尾齿箱、电机以及回收旧运输机链条用时5个小班(1.7天);更换溜槽10个小班(3.3天);安装新链条用时4个小班(1.3天);机尾齿箱、电机安装及辅助安装、设备调试用时2个小班(0.7天);对接工作总用时7天,提前3天完成计划。
5 结 论
1) 创新对接方法。以往工作面对接只是把前期铺设好的溜槽、链条等进行连接,未充分考虑前期已使用溜槽、链条的自身情况是否会对后期回采造成影响,此次对接通过将前期安装的溜槽、链条全部更换,创新了对接方法。
2) 提高对接工效。对接期间,通过分析工作面对接与更换运输机溜槽、链条技术工艺之间的关系,1065工作面在实现快速、精准对接的同时,更换121架运输机溜槽、360 m链条、刮板等设备和材料,原计划用时10天,实际仅用7天就完成了更换、对接、调试等各项工作,比计划提前3天。
3) 多工序协调好。此次对接相较于以往,在施工工序上和劳动组织上较为复杂,需要将新溜槽全部运至工作面等待更换,旧溜槽、链条、刮板等全部拆除转走,运输机机尾齿箱电机拉至新对接切眼上口处等待安装,铺设新溜槽,安装链条、刮板和齿箱电机,最后调试运转。
4) 安全系数提升。1065工作面对接完成至回采结束,运输机溜槽未进行更换,相较于以往回采的1061工作面更换多达55块运输机溜槽的情况,提高了安全生产系数。
5) 实现了高产高效回采。对接完成后,工作面长度达到280 m,每天割煤均在4刀左右,日产4 500 t左右,未发生过大的机电事故。
工作面多元快速精准对接的完成,免受机电事故频发的影响,缓和了矿井接续紧张的状况,保证了工作面生产的连续性,使工作面生产能力大大提高,促进矿井的高产高效建设。
