高分散长玻纤在CFRT-PP片材中 应用性能的研究
2022-02-10章建忠钱宇卿樊家澍严忠平王跃波
章建忠,钱宇卿,樊家澍,严忠平,王跃波
(巨石集团有限公司,桐乡 314500)
0 前言
近年来,高性能纤维及其复合材料的技术创新和节能环保法律法规的强化,助推了某些高性能纤维及其复合材料产业实现高效化、规模化和高端化发展。工艺技术的重大创新,突破了进一步发展的瓶颈,将实现跨越式大发展[1-3]。其中,以长玻纤增强热塑性树脂材料为代表的高性能复合材料,在近几年获得了快速发展。玻纤增强热塑性复合材料行业也已经历由短到长的阶段式发展,而CFRT是近期发展起来的一种连续纤维增强热塑性复合材料(Continuous Fiber Reinforced Thermoplastic),其凭借质轻、高强等特点,越来越受到人们的关注,并成为复合材料领域研究开发的热点[4-6]。热塑CFRT预浸带材作为增强热塑性塑料管道、复合板材的原材料,由于热塑树脂黏度较高[7],其浸渍效果直接决定着最终制品的成型难易程度及力学性能[8-10],超薄超轻材料的研究一直是CFRT研究领域的重点,玻纤良好的分散效果有助于CFRT片材工艺的展开性,制品厚薄更均匀,单位克重越低,强度越高,如何在超薄材料中保持良好的玻纤分散性,保持良好的浸润效果是制备预浸带材的关键步骤之一。
CFRT-PP片材作为新一代复合材料,近一半被应用于箱体材料。目前几家主流的制造企业,已经开始开发新一代车用水箱的箱体材料,要求具备极高的耐水解性能。因此,提高玻纤增强热塑性复合材料的耐水解性能也被作为当前较为重要的开发 工作。
本论文主要探讨在CFRT-PP材料的领域,对长玻纤分散性的研究,侧重于不同牌号玻纤增强材料对工艺状态影响因素的分析,对于复合材料,尤其是低克重、高强度的超薄材料选择,具有重要的指导意义。
1 实验部分
1.1 原材料
PP:BX3900 韩国SK;
PP相容剂:1001,以色列polyram;
玻璃纤维无捻粗纱:EDR17-2400-362A,巨石集团;
参比样一和参比样二:均是市面上较为常见的同类产品。
1.2 设备与仪器
小型CFRT模压设备:自主设计及外协加工;
微机控制万能电子试验机:CMT4202;
万能材料试验机:Z050型,德国Zwick;
冲击试验机:6956.000型,意大利CEAST;
光学显微镜:XSP-8CA 上海昊微光电科技
恒温水箱:自主设计及外协加工
1.3 CFRT-PP复合材料的制备
设计CFRT-PP复合材料中GF、PP及相容剂的质量分数;利用CFRT模压设备,经过挤拉、辊压后取得预浸片材,即为测试样品,试验过程简图如图1。本文中设计GF占CFRT片材中质量分数的70%,相容剂的质量分数为4%,余量为PP。
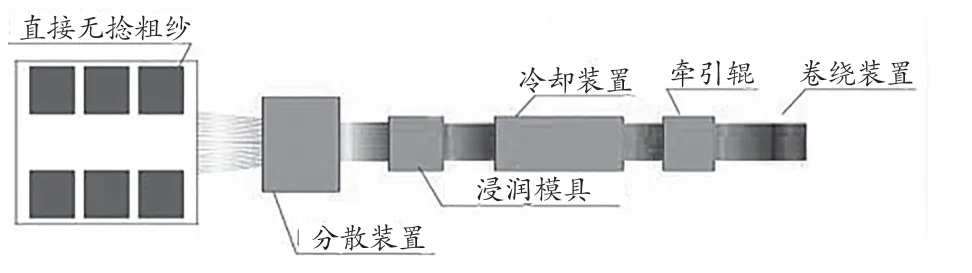
图1 试验过程

图2 CFRT工艺流程简图及片材样品图
2 结果与讨论
2.1 不同玻纤制得的片材宏观对比
图3-图5为分别采用362A和参比样一和参比样二,所制得CFRT的预浸片材情况。

图3 参比样一制得片材

图5 362A制得片材
通过图3对比,发现用参比样一的玻纤分散性差,片材均匀度低,玻纤样条明显,且玻纤之间间隙较大,对于外观要求较高的产品,不符合设计要求,且玻纤分散性差,所制得片材的克重无法满足超薄材料的要求,对复合后的片材性能也有较大的影响。对比图4发现,使用参比样二的玻纤,片材有不均匀的白条出现,这是因为玻纤在生产中,可燃物含量的迁移所造成,尤其在端面迁移较多,影响玻纤的分散,因此在片材生产过程中,容易出现白条,这种现象也不利于应用在表观制件上,且在应力作用下,极易发生脆裂,造成质量隐患,另外,玻纤耐磨性不好,产生碎毛较多,积累之后造成局部温度过高,容易产生黄斑。通过图5对比,发现使用362A的产品,片材均匀度好,展开性好,玻纤在预浸过程完全分散,因此能满足超薄材料的低克重要求,且在制品中无白条现象,也比较适合制作表观材料。

图4 参比样二制得片材
2.2 不同玻纤所制得片材微观对比
在实验室制得片材,通过取样剪切,制得样品部件,并通过树脂固化得到样品标本(图6),将标本表面进行打磨,得到平整、干净的截面。

图6 参比样一片材截面图
通过实验室光学显微镜分析,对制品横截面进行对比,得到如下对比情况:
通过图6-8的对比,发现不同玻纤分散差异很大,从图8 362A的片材截面观察,发现玻纤在片材中分布均匀,树脂浸润充分。图6和图7显示两个参比样玻纤的分散不好,容易部分积聚,导致树脂浸润出现问题,会出现局部树脂缺乏,浸润不充分的现象,且片材厚薄及玻纤分布均匀性变差,从而导致片材表观质量差,严重的会出现裂痕。

图7 参比样二截面图

图8 362A片材截面图
2.3 机械性能评估
表1为CFRT工艺下,GF/PP复合材料力学性能的测试概要,在实验室实测性能符合测试要求。表2~3为CFRT片材的性能测试具体数据,从测试数据来看,362A所制得片材强度较参比样要高,原因是362A产品超高的分散性,在所得片材中能展开完全,与树脂充分浸润,再加上玻纤表面经过特殊处理,与树脂的结合性好。

表1 制品性能测试概要

表2 预浸片材拉伸性能
测试操作:测试操作前,样品预先在温度为(23±2)℃,相对湿度为(50±5)%的标准实验室条件下,放置至少24 h,然后按照表中指定方法标准进行测试。
测试结果:
从表2和表3可以看出,经过高分散玻纤加工处理之后,复合成板材实测拉伸性能相比参比样一和二分别提高了16%和10%,而弯曲则分别提高了15%和18%。结果表明,分散性的改善,对片材的机械性能有了明显的提高。

表3 1.5 mm 板弯曲性能
2.4 耐水解性能的对比
为了进一步验证和对比玻纤的不同分散效果对耐水解性能的差异,设计了一组水煮试验,对比测试362A/CFRT-PP、参比样一/CFRT-PP、参比样二/CFRT-PP复合材料的水煮后性能保留率。
表4为水煮前后的CFRT-PP片材拉伸性能的保留率数据,测试方案为所得片材放置90℃纯水,分别煮5天、10天后,实测拉伸性能保留率。

表4 水煮前后GF/PP的CFRT-PP片材 拉伸强度的保留率数据
从表4可以看出,经过水煮10天后,相比参比样一和样二,所制得片材的拉伸性能保留强度提高了17%和14%。结果表明,经过高分散处理,耐水解性能有了明显的改善。
3 小结
本论文主要研究了高分散长玻纤的处理加工对CFRT-PP片材制品的影响,结合使用工艺和应用方面的对比,我们认为通过在CFRT工艺中使用高分散的玻纤,对CFRT制品的外观有改善,制品的表观性能有了明显提高,达到超薄材料的设计要求。另外,通过复合加工后,对其制品的机械性能,也有不同程度的提高和改善,满足客户对高性能片材的需求特点。综上所述,可得出以下结论:
(1)CFRT- PP工艺,玻纤在树脂中分散性越好,浸润越充分,机械强度越好。
(2)在制作超薄高强材料中,高分散玻纤362A的使用,能满足CFRT厂家对于预浸带片材极高的制作工艺要求,为进一步提高片材玻纤含量提供潜在条件,并能有效增加材料的机械性能。玻纤超高的分散性,有利于达到片材均匀性好、展开性好的目的,玻纤分散充分,树脂浸润好,片材通过辊压之后,厚度能大幅降低,从而能制得超低克重产品,同时达到超高表面质量的要求。
(3)通过高分散玻纤362A的处理,CFRT材料的展开性有了显著提高,分散充分的玻纤与基体树脂的接触点更多,浸润更充分,从而得到优异的耐水解性能,满足CFRT厂家对片材耐水解性能的要求。
