水玻璃陶瓷混砂机在粘接剂连续生产中的应用
2022-02-08李湘涛
李湘涛
(信阳同合车轮有限公司,河南信阳 464000)
1 背景技术
铸造产品的砂模用砂需要在原砂中加入粘接剂、促进剂等辅料以满足其强度等性能指标,在加入辅料的过程中,需要将砂与辅料充分均匀混合。现有连续混砂机多用黏土砂、树脂砂,真正连续用水玻璃作为粘接剂的不多。现有技术中有使用连续式混砂机的混砂方法,一般将原砂进入砂斗后通过混砂槽,原砂和辅料在混砂槽中一边搅拌混合一边向前移动,叶片形式多为平板,头部加耐磨层的结构(图1)。这种方式可以实现连续混砂,主要用于自硬砂的混砂,转速较高。但是针对黏度要求高的水玻璃混砂机,这种混砂机在混合过程中水玻璃黏度大(当摩尔数大)时很难搅拌混匀。同时叶片与混砂机的外壁摩擦作用,造成混砂机的外壳容易磨破,影响混制质量。混砂机需要对砂子的温度、水玻璃加入量、辅料加入量等精准控制,混砂质量满足铸钢车轮生产工艺要求,目前市场上没有真正满足要求的混砂机。
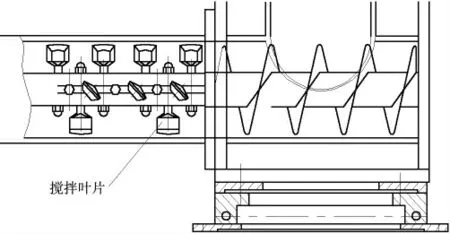
图1 常规混砂机
2 技术实现要素
本实用新型设备的目的在于提供一种连续式生产高黏度水玻璃砂混砂机。在连续混砂过程中对砂温、水玻璃温度及加入量、辅料加入量、搅拌混砂均匀性进行有效控制,在提高混砂的质量及使用寿命的混砂机。
本机新型设备是用于连续混制高摩数水玻璃型砂的设备,适用于铸造行业中小件型砂的制芯和造型。信阳同合车轮有限公司(下文简称“公司”)针对提高混砂的均匀性及输送物料磨损设备严重的状况,研发使用焊接耐磨氧化铝陶瓷衬板、推进叶片及搅拌叶片组合的方案,提高混砂均匀性,设备壳体耐磨损、不掉落。
本机主要组成部分由底转盘、主体部分(转臂)、固化剂水玻璃罐、电器系统、泵阀箱、砂定量装置、辅料装置等组成,主体结构如图2 所示。
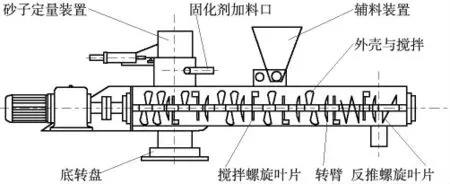
图2 混砂机主体结构
(1)底转盘是整台主机的底座,其上装有回转支承,通过手动实现转臂的回转,进而达到准确的落砂定位。
(2)小臂(混砂主体)是混砂机的主要部件,混砂就在该段进行,由机体、陶瓷衬板混砂槽、多种螺旋、联轴器等组成。螺旋轴由一台电机驱动,通过减速机及变频器进行速度控制,在进砂口进入干砂的同时固化剂加入,由多级螺旋组成的多级搅拌曲线使砂子快速均匀的混合。
(3)辅料添加剂的加入是由电机减速机通过链轮链条带动振动器,均匀定量地加入混砂槽内。
(4)泵阀箱体、固化剂输送系统、气路控制系统等组成。气路方向由组成换向阀控制。
(5)固化剂由定量泵输送,电机通过变频改变转速达到调整固化剂加入量的目的。
(6)砂定量装置由气缸、闸板等组成,通过可调行程气缸、行程改变闸门开启大小达到调整加砂量的目的。
水玻璃连续式混砂机通过电机减速机与混砂机叶片轴通过联轴器组成动力系统,当电机旋转带动混砂机叶片轴一起旋转,先将砂从电机端下料口位置流入混砂机内,通过两个叶片的推进到下固化剂水玻璃的入口位置,通过一组推进叶片及混制叶片的搅拌到加入辅料的位置,再经过多组推进叶片及混制叶片的作用将混好的水玻璃砂连续送出混砂机出口,加入射砂机内,完成连续混砂的动作。
旋转臂U 形槽内侧与叶片之间的间隙大小是混砂质量好坏的关键。总体需要控制在较合适的范围,并需要定期测量,确定设备配件的更换周期,保证混砂成品辅料、粘接剂均匀与砂粒混合,减少粘接剂、砂粒成团状存在,影响砂衬的质量造成产品废品,混砂机横断面如图3 所示。
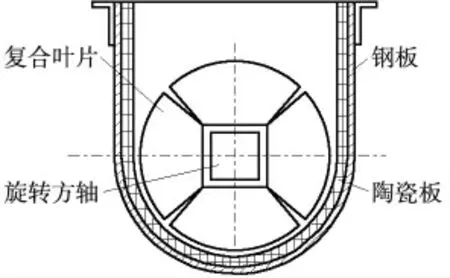
图3 混砂机横断面结构
石墨型水玻璃砂铸造生产线在连续混砂时,外壳与搅拌叶片在混砂搅拌过程中,外部壳体使用一个月后就会出现外壳磨破、叶片磨损,造成混砂机外壳部位漏砂,达不到工艺要求叶片与外壳之间标准的现象。为满足生产多次进行设备改良,外壳使用过耐磨板等材料,均达不到理想要求,后期与供应商合作开发钢板加陶瓷的复合材料才解决此问题,满足工艺及使用寿命的目标。
混砂机关键部件叶片经过多次的测试,叶片在混砂机内部按作用分成两种,分别为搅拌叶片和推进叶片。两种叶片的结构形式如图4、图5 所示。
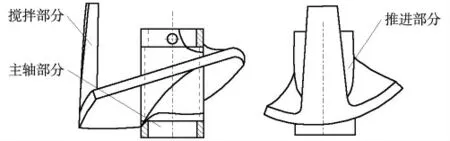
图4 搅拌螺旋叶片

图5 复合推进螺旋陶瓷叶片
砂子与粘接剂及辅料混制时,因粘接剂的黏度大,按正常树脂砂的混砂叶片无法均匀混匀,混制好的砂子会以团状物料存在于混好的砂子中,严重影响混砂质量,废品率高。为此仿制辗轮混砂机的原理,增加搅拌及碾压的叶片装置,以便将砂子内部的团状物碾压碎,均匀地与砂粒混合。通过增加碾压叶片,混砂质量有明显提升,混砂质量大幅提高,从而降低废品率。
水玻璃固化剂通过定量泵加入,并通过单向阀控制粘接剂的加入与关闭。固化剂的出口为多处小出口,防止粘接剂成团状流入混砂机内(也可根据实际情况采用高压雾状加入),便于砂粒均匀混制,防止结团。加入时可根据砂子的特性及混砂的实际要求,对固化剂的温度进行合理控制,防止温度过低无法流出或温度过高影响混砂的质量。
液态水玻璃通过两套温控系统及循环系统进行控制。日常购买的水玻璃通过储存罐储存,使用时通过水玻璃循环系统,输送泵将水玻璃输送到专用温度控制罐内,进行工艺温度调节控制(图6)。当水玻璃温度达到工艺控制要求的温度范围时,可通过混砂机水玻璃循环系统定量输送泵将液态水玻璃送入混砂机水玻璃下料口位置。
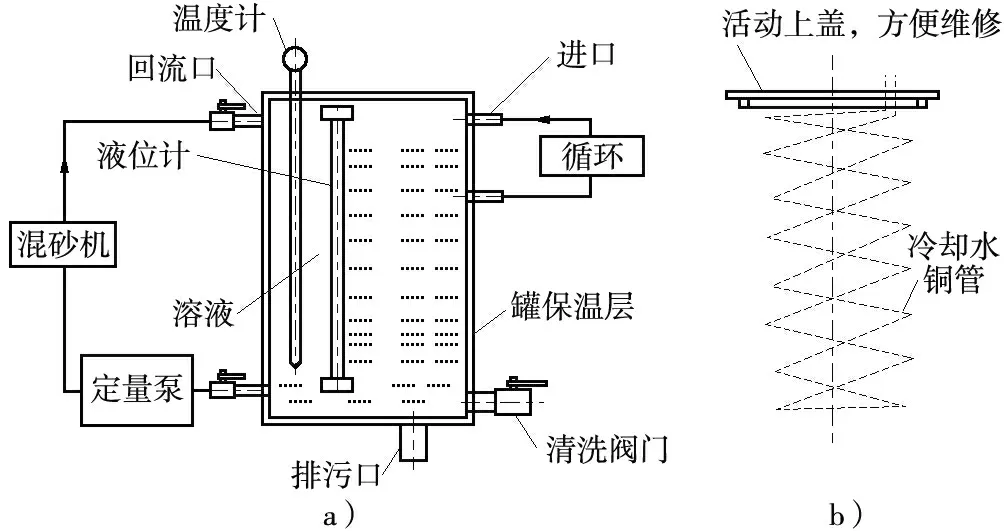
图6 混砂机水玻璃恒温罐
辅料加入通过变频器控制电机转速,通过螺旋输送机将辅料送到混砂机辅料下料口位置。辅料加入量通过单位时间内的输送量进行设定,加入量按砂子重量的比例进行,当型砂按单位时间内加入时,辅料延时按比例加入,实现连续混砂。辅料定量装置如图7 所示。
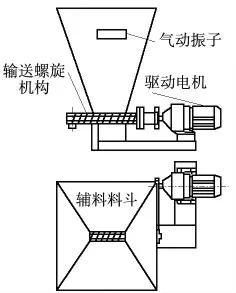
图7 辅料定量装置
本实用新型设备的目的在于提供一种高黏度固化剂生产连续式混砂机,在连续混砂过程中对砂温、液态水玻璃温度、辅料加入定量控制及混砂的均匀性进行有效控制,有助于提高高黏度固化剂型砂混制的均匀性能。
3 实用新型设备效果
本实用新型混砂机通过结构改进进行连续混砂,提高了混砂的效率及质量,保证混砂动作的持续性;同时通过在混砂内部叶片结构改善、设置固化剂定量加入、型砂的温控系统、辅料加入量进行定量控制等,有助于提高混合后的砂的性能,主要包含:底转盘、混砂主体(转臂)、固化剂温控系统、电器系统、泵阀控制系统、砂定量装置、辅料定量加入装置、固化剂循环系统、砂子加热系统。
3.1 固化剂(水玻璃)加入及定量控制系统
外购合格的水玻璃按要求送到专用储存罐内,该罐体外部需要用加热带均匀的包裹在外壳上,并用保温棉等材料做好保温措施,控制水玻璃的温度在合适的范围内,如(45±5)℃,防止水玻璃粘接剂凝固结块。水玻璃粘接剂使用螺杆泵,通过管道将水玻璃粘接剂输送到生产线位置的水玻璃恒温罐内(图6)。当恒温控制罐体内的水玻璃液位高于溢流口时,多余的水玻璃通过水玻璃循坏管道重新流回水玻璃储存罐内。水玻璃粘接剂循坏系统的管道需要保温及加热带进行温度控制,防止低温影响水玻璃的流动。
生产线恒温罐外部用加热带均匀地包裹在外壳上,并用保温棉等材料做好保温措施,控制水玻璃的温度在工艺要求的范围内,并通过温控仪表实时采集罐体内部温度数据。通过外部的加热带进行加热升温;降温时,通过罐体内部的冷却管道循环冷却水进行,从而达到罐体内部的温度精准控制在工艺范围。
混砂时用的水玻璃粘接剂通过混砂水玻璃循环管道,用定量泵将水玻璃粘接剂输送到混砂机下料口位置。水玻璃粘接剂的加入量通过定量泵进行控制,输送量的大小通过调节定量泵电机的转速进行精准控制。为防止水玻璃粘接剂在不混砂时流出,在水玻璃出口前段加装单向节流阀。
3.2 型砂温控系统
型砂的温度控制也是混砂质量的关键,温度控制是在混砂前对温度的调节,目前控制范围在26~34 ℃,型砂在加入混砂机前先将砂子经过加热器进行温度调节,加热器内部有加热管及冷风管道,砂子温度低于要求的范围时加热器打开,对型砂进行连续循坏加热,在加热器的出口位置进行温度检测,通过人工调整加热器功率的大小调控砂温。砂子温度高时,可关闭加热器,用冷风将砂子降温,通过调整风量的大小,控制降温的幅度。
3.3 混砂机主体部分(转臂)
该部分是混砂机的主体部分,包含:驱动电机、联轴器、传动主轴、搅拌螺旋叶片、推进螺旋叶片、反推叶片、陶瓷复合外壳。
(1)工作原理:驱动电机的转速快慢关系到混砂机叶片与砂子之间的搅拌速度。实际混砂过程中,根据混砂速度的要求选择驱动电机的减速机,也可使用变频器,通过调节频率控制驱动电机输出转速。
砂子在推进螺旋叶片的作用下向一个方向运行。叶片最大直径与外壳的间隙大小决定了砂子前进时残留量的多少,间隙过大时,会存在外壳表面的砂子过多;间隙过小时,叶片最大直径外侧与外壳会存在摩擦损坏设备及叶片,因此必须把握好叶片与外壳内侧之间的间隙大小。另外,搅拌螺旋叶片上的搅拌部分(图4)与混砂机U 形外壳内壁间隙合适时,可以在固化剂加入时产生的砂子与水玻璃粘接剂的团状物碾压破损,将水玻璃粘接剂均匀的混制在型砂中.另外,辅料加入时也存在上述问题,同样可以将团状物碾压破损,起到各种物料均匀混制的效果。
(2)混砂过程:砂子定量装置通过调节气缸行程的大小,调节底部下砂口开度大小,控制单位时间内下到混砂机内部砂子数量。流入混砂机的砂子通过电机的驱动带动旋转轴及叶片按一定的速度旋转,在推进叶片角度的作用下向前移动。在加入固化剂的位置,通过定量装置将水玻璃粘接剂均匀地按砂子单位时间加入量的比例加入。加入的粘接剂通过与砂子的混合,推进到搅拌叶片位置,搅拌螺旋叶片利用叶片的特殊结构,将加入粘接剂的砂子翻起,将粘接剂形成团状物碾压破损,使粘接剂均匀的与砂子表面结合形成粘结膜,这个混制过程根据混制效果,可以增加型砂混制叶片的数量。
当连续混制带有粘接剂的砂子混匀后,就被连续推进到下辅料的位置。辅料加入量是按砂子加入量的比例进行均匀加入(图7)。在联系混砂过程中,辅料的加入是按单位时间加砂量的比例进行,并在搅拌螺旋叶片的作用下进行搅拌,使辅料与附有粘接剂的砂粒表面均匀附着,砂粒表面附着物均匀性依据实际检测型砂的强度为准,可根据混制的效果增加搅拌螺旋叶片的数量。混制好的型砂经过推进叶片的连续驱动,被输送到混砂机的下砂口位置,并连续流入射砂机内进行造型生产。
4 结束语
本实用新型连续式混砂机对高黏度粘接剂(固化剂)有较好的混制效果。连续式混砂机包括底转盘、混砂主体(转臂)、固化剂温控系统、电器系统、泵阀控制系统、砂定量装置、辅料定量加入装置、固化剂循环系统、砂子加热系统,在连续混砂过程中有效控制对砂温和粘接剂、辅料的加入,充分利用叶片的作用,对砂子混制的均匀性进行有效控制,有助于提高砂的性能。
