固体氧化物燃料单电池芯片通用测试工装
2022-02-07陈德强
陈德强
中弗新能源科技股份有限公司 上海 200241
1 设计背景
为了应对能源危机和环境问题,世界各国都在积极地开发新能源技术,燃料电池作为一种可以直接将化学能转化为电能的装置,不仅能最大限度地减少有害气体排放,而且突破传统热机的卡诺循环限制,可以获得较高的能量转化效率。目前,燃料电池研究已经成为新能源技术行业的一个重要研究热点,其中固体氧化物燃料电池又是目前所有燃料电池中能量转换效率最高的新能源技术。固体氧化物燃料单电池芯片的性能优劣直接影响到电堆,乃至整个发电系统的性能,因此,在固体氧化物燃料单电池芯片的测量标准中,电化学性能的测试技术是非常重要的,是固体氧化物燃料单电池芯片,乃至整个发电系统生产过程中不可或缺的重要一环。
影响固体氧化物燃料单电池芯片应用性能的因素很多,包括材料、制备方法、测试方法等,有效的固体氧化物燃料单电池芯片性能测试能揭示材料和制备方法之间的复杂关系,查明固体氧化物燃料单电池芯片内部能量损耗的各种来源,如燃料泄漏、活化损耗、欧姆损耗、浓差损耗等,从而指导有关材料和制备技术的研发。
为了对不同研究机构制备的固体氧化物燃料单电池芯片性能进行测试,一般确定固体氧化物燃料单电池芯片支撑体规格尺寸为50 mm×50 mm、100 mm×100 mm或120 mm×120 mm。对于不同规格尺寸的固体氧化物燃料单电池芯片性能测试,传统测试方法需对应配备不同的测试工装。由于测试工装安装在测试设备的加热炉膛内的底座上,工装上的进出气管及电流引出电极都穿过炉膛底座,在设备底部与外部管道及测试设备相连接,测试不同规格尺寸的固体氧化物燃料单电池芯片时,需要将前道测试工装拆下,装上相应规格的测试工装,同时,所有与原测试工装相连接的管路及电极导线等都要重装。芯片测试炉如图1所示。

图1 芯片测试炉
2 国内外测试方法对比
目前,固体氧化物燃料电池已经进入商业化发展应用的前期阶段,国内外学者开始寻求固体氧化物燃料单电池芯片性能测试方法的标准化,以求得测试结果的可比性。例如,欧盟已经形成了固体氧化物燃料电池性能测试和标准化网络,主要目的就是对各种固体氧化物燃料单电池芯片的测试步骤进行协调和标准化。
日本一家公司将固体氧化物燃料单电池芯片性能测试做成标准化、系列化的固体氧化物燃料单电池芯片测试工装,每种规格的固体氧化物燃料单电池芯片测试工装做成开合式,上下压板彼此绝缘,分别连接有进出气的耐高温导气管和电流导出电极。如果需要对某种规格尺寸的固体氧化物燃料单电池芯片做测试,只要将固体氧化物燃料单电池芯片装进对应的测试工装内,然后放进高温炉内加热,通入气体就可以进行测试了,简单实用。芯片性能测试工装如图2所示。
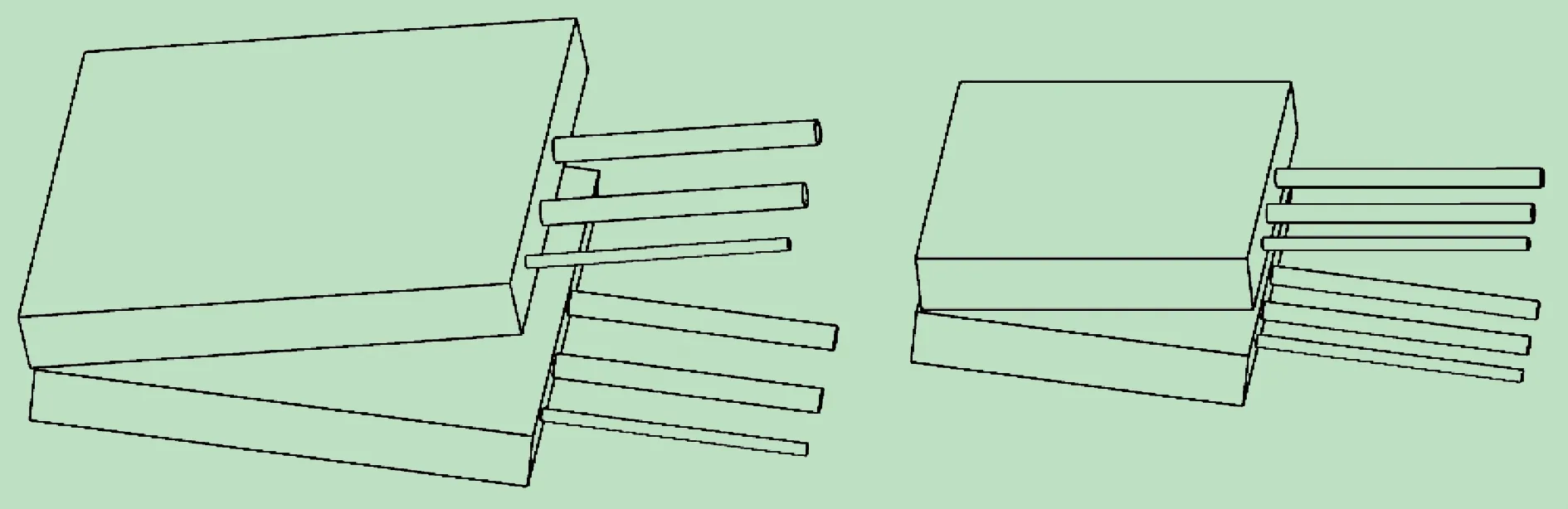
图2 芯片性能测试工装
国内通常是做成整体式的一整套测试设备,设备分上下两部分,上面部分主要是可开合的圆柱状加热炉,下面部分主要是管路连接及电控箱。上面部分的加热炉用来营造固体氧化物燃料单电池芯片的测试工作环境,内部设置有放置测试工装的底座,炉侧面是螺旋状加热电阻丝。配套的固体氧化物燃料单电池芯片测试工装如图3所示。一套测试工装对应一种规格尺寸的固体氧化物燃料单电池芯片。测试时,先按固体氧化物燃料单电池芯片规格尺寸选择对应的测试工装,将其安装在加热炉炉膛内的底座上,然后在测试设备的底部连接好管路及电路,再装上对应待测性能的固体氧化物燃料单电池芯片,合上加热炉门加热,通气,完成测试。

图3 芯片测试工装
3 新测试工装设计
如前所述,目前国内整体式的固体氧化物燃料单电池芯片性能测试设备存在更换不同规格固体氧化物燃料单电池芯片时拆装不方便的问题,为此,笔者对测试工装进行了结构上的改造,设计了一套可兼容测试多种规格尺寸固体氧化物燃料单电池芯片的通用测试工装。在测试不同规格尺寸的固体氧化物燃料单电池芯片时,不用更换工装,与工装相连接的气管路及电极连线也都不用再拆装,只需更换测试工装内的模芯,简单方便,省时省力。
新测试工装安装如图4所示,对新测试工装的具体设计结构及工作原理进行详细阐述。
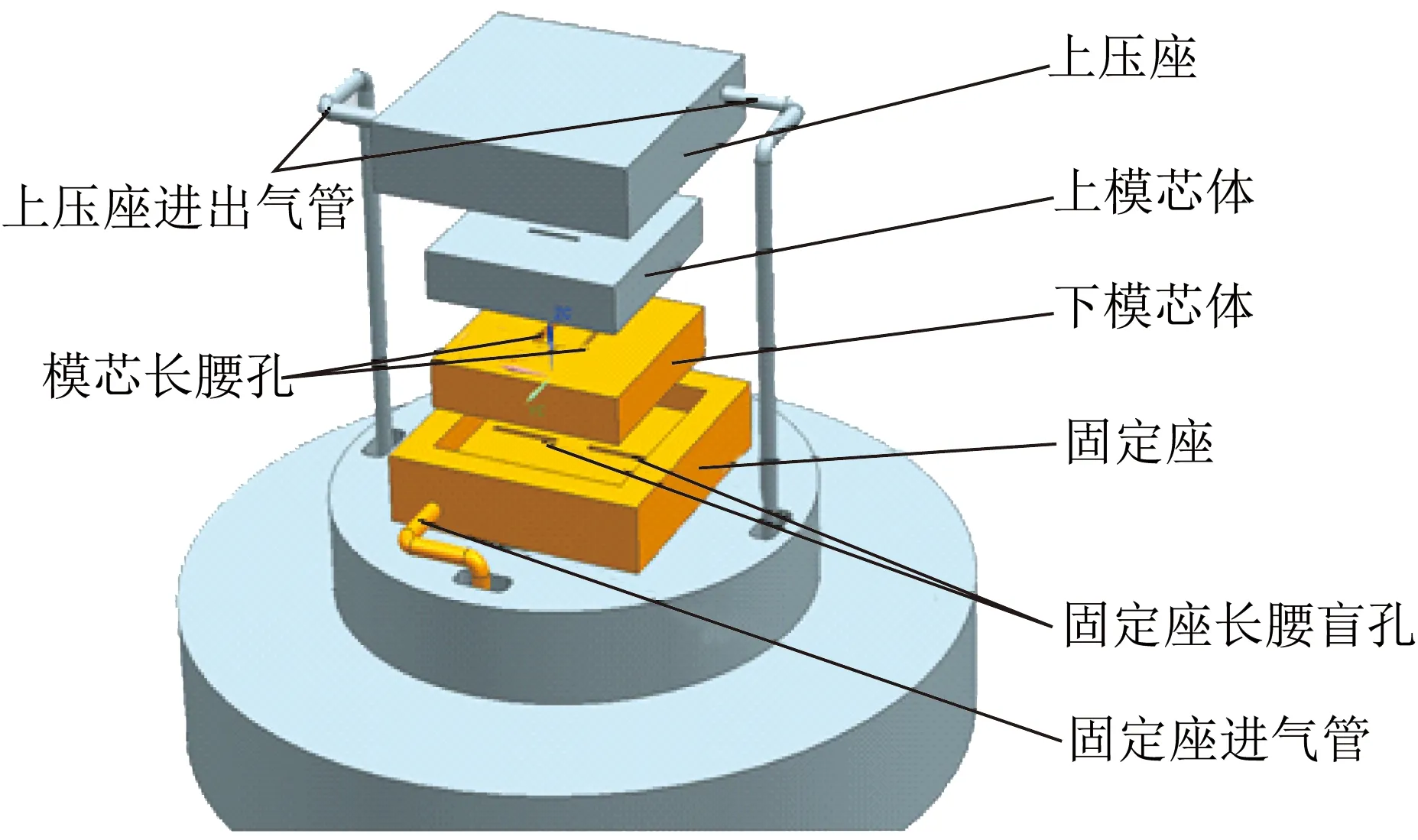
图4 新测试工装安装
上压座与固定座分别在各自的相对侧面固接有进出气管和电极棒,进出气管与电极棒穿过设备加热炉炉膛内的底座,与炉膛外的管路及电路连接。就固定座而言,上表面开设有方形沉腔,用来放置测试模芯。沉腔底部开设有同轴线的两个长腰盲孔,分别与前后进出气管相通。同样的,在上压座下表面开设有方形沉腔,沉腔底部也开设有同轴线的两个长腰盲孔,分别与左右进出气管相通。两个长腰盲孔的轴线与固定座上的两长腰盲孔轴线相垂直。
测试模芯如图5所示。列出了三种规格尺寸的单电池芯片及其对应的上下测试模芯体,上面一排是上模芯体,下面一排是下模芯体。上下测试模芯体在装固体氧化物燃料单电池芯片的中部都开有相平行的两条进出气用的与单电池芯片大小相对应的长腰通孔,上模芯体测试时装在上压座的沉腔内,下模芯体测试时装在固定座的沉腔内。
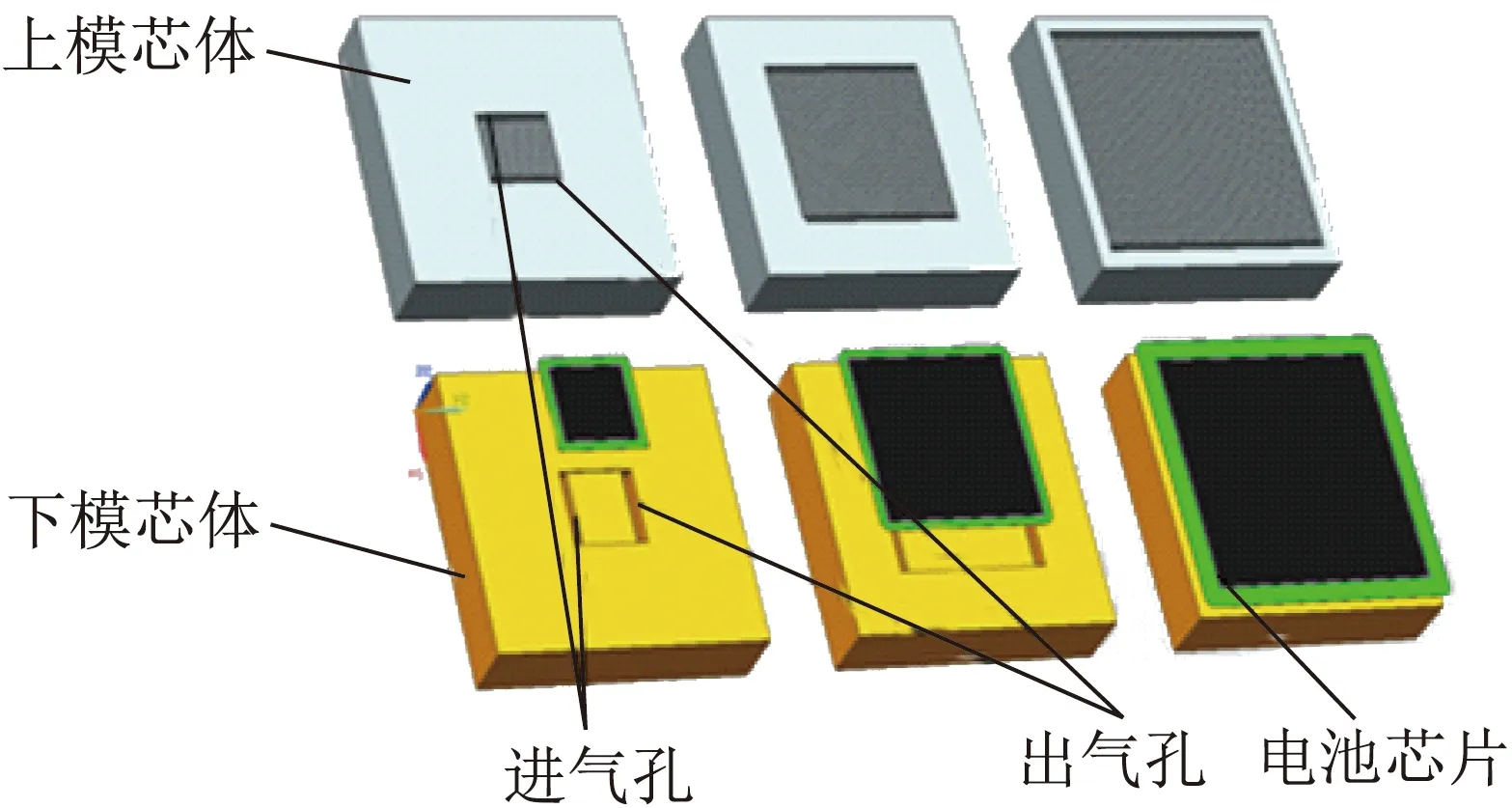
图5 测试模芯
就单个下模芯体而言,在上表面的中部,依据固体氧化物燃料单电池芯片的规格尺寸,开设有用于放泡沫镍与固体氧化物燃料单电池芯片的方形沉腔。在沉腔底部左右两边分别开设有长腰通孔,上下贯穿,用于导气。就单个上模芯体而言,在底面依据固体氧化物燃料单电池芯片的规格尺寸,开设有两条平行且有一定间距的长腰通孔,上下贯通。在两条平行的长腰通孔之间,开设有连接两长腰通孔的数条具有一定间距的平行沟槽,用于导气。
固定座与上压座是各种规格尺寸的固体氧化物燃料单电池芯片测试时通用的工装零件,在更换不同规格的固体氧化物燃料单电池芯片进行测试时,这两个零件是不拆卸的,因为在它们上面焊接有进气管路、出气管路和电极棒,穿过设备炉膛底部的底座,与外部管路及电路相接。更换测试工装时,只需将装在固定座和上压座上面的下模芯体和上模芯体取下,替换为其它规格的上下模芯体。上下模芯体与固体氧化物燃料单电池芯片的规格一一对应,有几种规格尺寸的固体氧化物燃料单电池芯片,就制作几种相应的上下模芯体。不同规格的上下模芯体,外廓尺寸都是一样的,以便于都能装在固定座和上压座的安装腔内。内部结构也一样,只是内部结构尺寸因固体氧化物燃料单电池芯片大小变化而变化。
在更换新的下模芯体时,在固定座的方形沉腔内平放一张与沉腔底面形状完全一样、用于密封和绝缘的密封件,再将下模芯体对齐后放进固定座的方形沉腔内。同样,在更换上模芯体时,在上压座的方形沉腔内平放一张密封件,再将上模芯体对齐后放进上压座的方形沉腔内。接下来,将固体氧化物燃料单电池芯片放置在上模芯体和下模芯体之间,且同时在二者之间放置一张中空的密封件。最后将上压座下压在固定座上。在此要注意一点,就是上下模芯体在安装时,长腰通孔分别要与上压座和固定座上的长腰盲孔方向垂直,如图6所示。测试工装的技术关键点是固定座与下模芯体、上压座与上模芯体上的长腰通孔在长度方向上的交叉设计。A为下模芯体上的长腰孔,B为固定座上的长腰孔,二者交汇区为C。A随固体氧化物燃料单电池芯片规格大小的不同而左右移动,不管是移动到左还是右,A和B始终存在交汇区C,C就是外部气体由固定座进入下模芯体,到达单电池芯片下表面反应腔的通道。上压座与上模芯体同理。

图6 长腰孔结构
测试时,通过上压座的进气管导入空气。空气通过上压座长腰孔和上模芯体长腰孔进入固体氧化物燃料单电池芯片上表面。固定座的进气管导入氢气,通过固定座的长腰孔和下模芯体的长腰孔进入固体氧化物燃料单电池芯片的下表面。在高温状态下,两种反应气分别进入固体氧化物燃料单电池芯片内部,发生电化学反应,从而产生电动势。
4 结束语
通过固体氧化物燃料单电池芯片测试工装的重新设计改造,使测试工作更加稳定便捷,提高了不同规格尺寸固体氧化物燃料单电池芯片性能测试效率和测试数据的准确性。这一技术同时申请了国家专利,并得到授权。
