数控机床主轴回转误差在线测试硬件系统
2022-02-07郭力
郭 力
陕西国防工业职业技术学院 西安 710300
1 研究背景
随着我国加工制造业的发展进步,对零件加工质量的要求不断提高。数控机床的主轴回转误差作为反映主轴动态性能好坏的关键指标,对零件加工精度有着重要的影响。
对数控机床开展在线测试,实时采集主轴回转误差数据并进行分析研究有着重要的应用价值。目前,对于数控机床的主轴回转测试最为常用的是三点法误差分离技术,针对机床进行基于三点法误差分离技术的测试系统的搭建尤为重要。笔者具体就数控机床主轴回转误差在线测试硬件系统的构建进行介绍。
2 硬件系统结构
数控机床主轴回转误差在线测试硬件系统结构如图1所示。硬件部分通过传感器与机床连接。三路电涡流传感器通过测试支座安装在被测主轴前端,对主轴的回转误差运动进行同步数据采集。通过光电传感器实时采集主轴旋转的相位信号,由光电传感器采集的信号经过调制电路的放大和调制,由数据采集卡完成模数转换。模数转换后的数字信号输出至上位机,完成信号的采集过程。
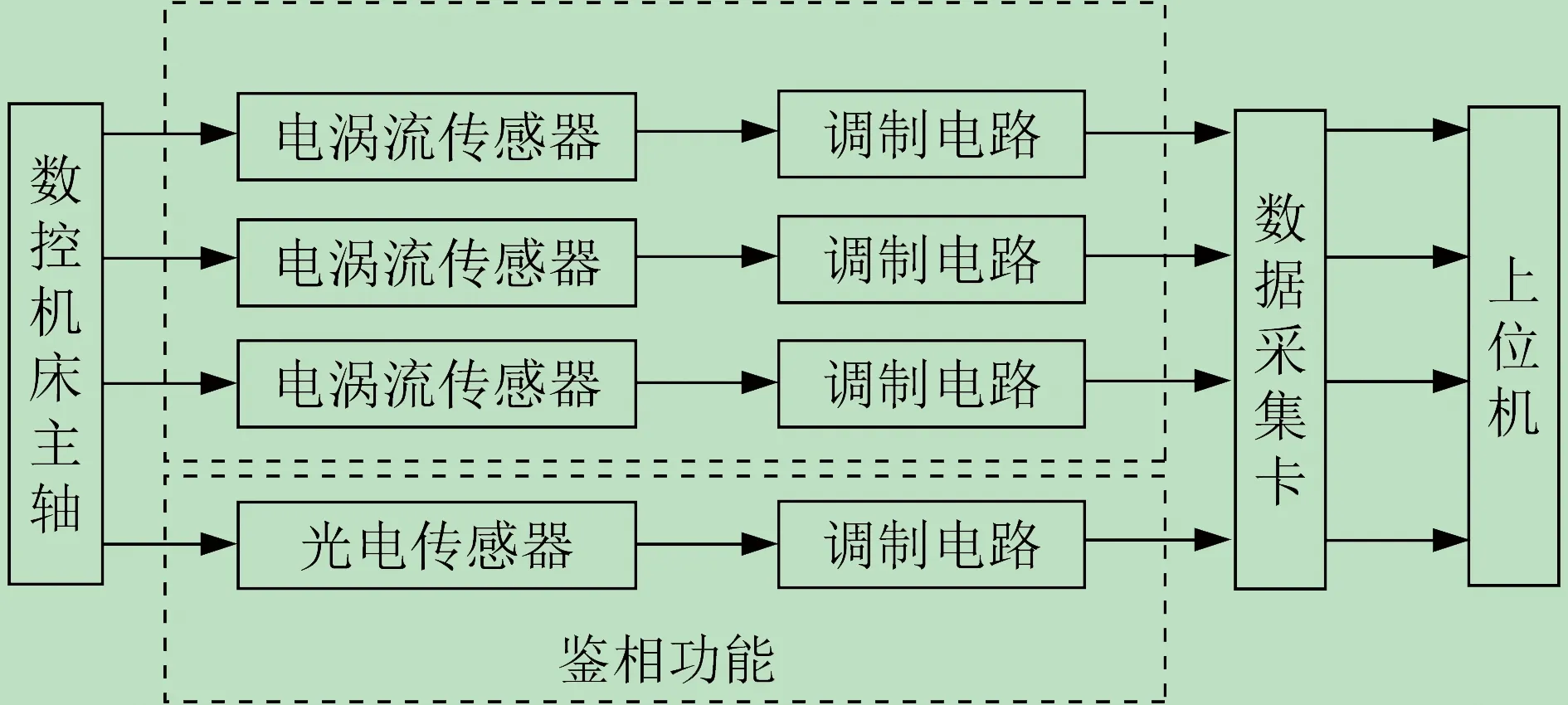
图1 硬件系统结构
3 设备使用情况
(1) 数控机床。结合实验室的现有条件,选择FTC-20型数控车床作为测试机床。数控机床如图2所示。这一数控机床采用西门子840D数控系统,具有转塔式刀架,支持多种表面的车削加工。
(2) 电涡流传感器。选择eddyNCDT-3010-S1-M1型电涡流传感器,如图3所示。这一传感器是利用电涡流效应原理进行位移测量的非接触式传感器,主要包含传感器探头、控制调制模块和连接线。

图3 电涡流传感器
综合考虑机床主轴的转速及主轴的径向跳动范围,选择eddyNCDT-3010-S1-M1型电涡流传感器可以完全满足测试要求。这一传感器的主要技术参数见表1。
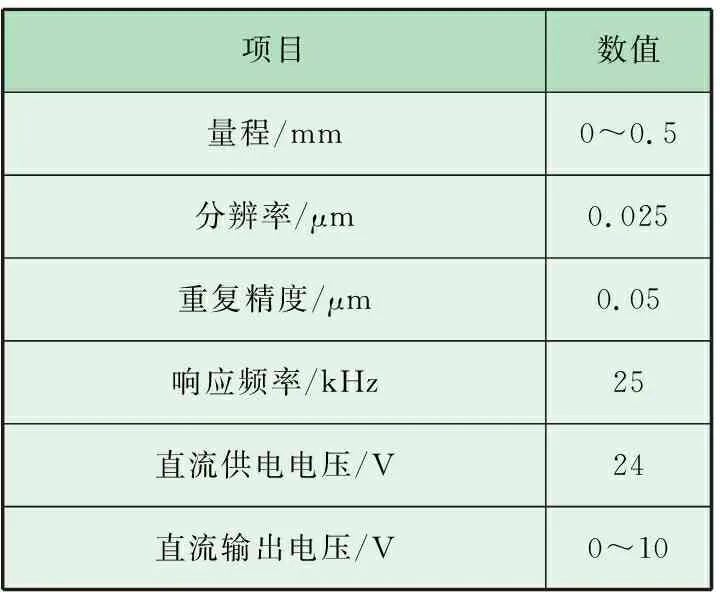
表1 电涡流传感器技术参数
(3) 光电传感器。为了实现鉴相功能,保证电涡流传感器输出信号的一致性,选择E3X-DA21-S型光电传感器作为鉴相传感器使用,如图4所示。这一传感器使用光电元件进行检测,借助在被测件上设置标签,使主轴旋转一周时在标签处反射的光亮发生变化。E3X-DA21-S型光电传感器可以根据不同转速选择不同的模式,输出信号为矩形波。可以将波形升降过程中的变化处作为起始时间,从而保证传感器能够同时采样,光源为波长625 mm的红色发光二极管,电源电压为直流12~24 V。

图4 光电传感器
(4) 数据采集卡。采用NI USB-4432型数据采集卡,如图5所示。这一数据采集卡提供五路信号采集通道,可以实现五路信号的同步采集。

图5 数据采集卡
数据采集卡最大采样频率为102.4 kHz,可以满足四个模拟通道同步采样,四个通道包含软件可选的压电集成电路信号调制功能。
4 静态测试验证
数控机床通电后,在主轴不旋转的情况下,可以测得主轴在静态下的最大跳动数据,测试界面如图6所示。静态测试数据如图7所示,可以看出三个传感器在静态情况下的最大跳动很小,表明三个传感器性能都比较稳定,满足系统的测试要求。

图6 测试界面

图7 静态测试数据
5 结束语
笔者介绍了数控机床主轴回转误差在线测试硬件系统,结合实验室现有条件,选择了相应的硬件设备。硬件系统包含数控机床、传感器、调制电路、数据采集卡、上位机等,满足对数控机床主轴回转误差在线精密测试的需求。通过整个在线测试硬件系统的连接及静态测试,验证了整个系统的有效性。
