分步式糖化控制系统的设计与实现
2022-02-06项亚南邓小龙王成龙
项亚南,邓小龙,王成龙,芦 俊,潘 丰
(1.江苏信息职业技术学院,江苏无锡 214153;2.江南大学,轻工过程先进控制教育部重点实验室,江苏无锡 214122)
0 引言
糖化指的是含淀粉物质水解成甜味产物的过程,是众多食品、医药基础材料制备均需经历的过程[1]。目前,糖化主要从产物的甜度和相应的理化性质2方面加以区分,基本上分为3类:酸法、酶法、酸酶结合法[2]。在糖化系统生产工艺环节中,它的主要作用是通过加热、搅拌和流量控制,完成配料、调节物质达到最适宜的温度,使很多不溶性物质在酶的作用下转变为可溶性物质而溶解出来,制成符合要求的原液[3-4]。随着国家碳中和以及碳达峰战略不断推进,环保友好、高转化效率、能耗低是糖化企业生产的必由之路。
采用传统的糖化人工或半自动作业的方法,操作人员的经验对产品质量有较大影响,还可能因人为的操作因素再引入了杂质,难以保证各批次生产时的质量要求[5],并且无法对生产过程进行在线监视、实时控制[6-7]。文献[8]研究表明要确保达到糖化最佳效果不仅要控制好温度及保温时间,而且还需要控制酶用量、pH及电机转速等条件。为了提高糖化转化效率,刘建党等在文献[9]中研究双酶糖化工艺,通过正交试验寻找黄姜粉最佳糖化条件,但是何时在各步骤最佳时间介入实验是个重难点。文献[10]提出一种人工神经网络与正交试验相结合的建模方法,进一步优化糖化参数,效果较好。文献[11]研究麦芽糖糖化过程中,基于不同温度、麦芽质量、酶浓度之间的动力学模型,建立糖化预测模型。
针对传统糖化生产中存在诸多不足之处,结合企业需要,改进糖化生产工艺,设计出一种新型分步式糖化结构和与之配套的生产工艺流程,分步实现糊化、液化、糖化流程,在各步骤中依次完成各段工艺需求任务。升温糊化,在经过2次气液分离后再糖化处理。采用热水浴加热和蒸汽喷射结合的方式快速升温,实现加热水高效、循环的使用目标。并基于PLC和人机界面(HMI),设计出糖化自动控制系统,实现对由冷水罐、热水罐、配料罐、糖化罐、液化管组和层流柱,电磁阀,电机等部件组成的一套控制,完成对糖化生产的全流程自动化管控任务。
1 糖化系统工艺流程
为了保证糖化的效果,提高生产效率,结合工艺流程及控制要求[12-13],设计出一种分步式糖化设备。糖化系统工艺流程结构如图1所示。
分步式新型糖化系统的结构主要由测量和控制装置、热水罐、冷水罐、配料罐、液化装置、缓冲罐、层流柱、糖化罐、阀门及管道等部件组成。测量和控制部件主要包括PLC,触摸屏,通信电缆,液位传感器,流量计,阀门,电加热,调节阀门,蒸汽喷射器,变频电机等。
热水罐是温控加热装置,采用热水蒸气加热和电加热器配合使用,实现快速加热。在热水罐中配有搅拌电机以保证自来水受热均匀,在热水罐内壁装有液位低限和液位高限传感器,用于液位检测,及时补水。在热水罐的底部配有热水温控泵、阀门及管道,用于控制热水的流出。
冷水罐是温控补水装置,冷水罐中接入的是自来水,整个系统管路中的水由冷水罐提供。在冷水罐内壁装有液位低限和液位高限传感器,用于液位检测。在冷水罐的底部配有冷水温控泵、阀门及管道,用于控制冷水的流出[14]。
根据糖化设备和生产工艺流程,将一个基本的糖化过程总结为3步:糊化、液化、糖化,糖化设备生产基本流程如图2所示。

图2 糖化生产基本流程
配料罐是糖化原材料糊化加工的装置,配料罐的外层是一圈夹套,夹套依靠底部加热水来升温,热水再从配料罐上部溢流(A处)回到热水罐中,热水循环使用,在配料罐中配有搅拌电机以保证原材料均匀[15]。配料罐中的淀粉类物质在糊化处理时吸水、受热膨胀,它的晶状结构被破坏形成凝胶,从细胞壁中释放出来。配料罐的底部配有变频配料泵、流量计、阀门及管道,用于将配好的料进行进一步的液化处理。
液化装置主要由蒸汽喷射器、液化管组、气液分离罐、缓冲罐、液化泵组成。蒸汽喷射器是一种将水蒸气喷射进入液化管组的加热装置。液化管组由5组蛇形弯管串联组成,糊化后的材料在液化管组中完成第1次液化。气液分离罐外层有夹套,由热水罐的热水和蒸汽进行进一步加热,糊化后的材料在企业分离罐中完成第2次液化作用。淀粉在液化处理后再继续加热形成高黏度凝胶,然后淀粉的长链断裂成短链状,黏度迅速降低。
层流柱是由4个首尾依次串联的换热器组成的,它将液化后的材料散热降温进入到糖化罐中。
糖化罐是将液化的材料进行糖化的装置,其外层是一圈夹套,从夹套底部加热水升温,热水从配料罐上部溢流再回到热水罐中循环加热,在配料罐中配有搅拌电机以保证液化材料均匀[16]。此时,控制温度保持一段时间,直到在糖化酶的催化作用下完成糖化过程,再在糖化罐的底部装有阀门及管道,用于收捡糖化后的材料。
2 控制系统硬件设计
根据糖化罐数据采集和控制要求,控制器选用PLC和触摸屏(HMI)实现对生产数据进行集中测量和管理[17-18]。设计的糖化系统硬件电路结构如图3所示。

图3 糖化系统硬件结构原理图
控制器选用FX3U-80MT(40路输入,40路晶体管输出)PLC作为主站。通过左扩FX3U RS485-DB模块,实现与变频器和HMI 2个部件从站的串口通信功能。并右扩温度扩展模块FX2N-4AD-PT(它包含4通道热电阻温度采集通道)2块,模拟量采集模块FX2N-02AD(它包含2路模拟量输入通道)1块,模拟量输出模块FX3U-4DA(它包含4模拟量输出通道)1块。PLC的输入输出信号都接为漏型形式(NPN信号)。
现场的人机操作界面选用型号为TPC1262Hi触摸屏。糖化控制系统的参数设定操作、数据显示、实时曲线、历史曲线等都通过该触摸屏操作和查看。
糖化控制系统需要采集各点的温度、流量,控制各阀门、电机来动协调5个罐体之间的物质传递关系。温控主要包括热水罐配合蒸汽对配料罐、气液分离罐、糖化罐的温度控制。
液位高低限传感器选用304不锈钢双球浮球开关,输出为NPN信号。交流接触器选用LC1D09BDC,它的驱动电压为DC 24 V,可以用PLC直接驱动(前端加保险丝保护)。
变频器选用FR-D740-3.7K-CHT,它内置Modbus-RTU协议,可以直接与PLC实现串口通信。流量测量选用涡街流量计,型号为(DY200-EALAJ2-0D),它将瞬时流量变换为脉冲输出信号,PLC接收脉冲信号后再利用瞬时流量计算出累计流量。蒸汽调节阀(H1,H2,H3)选用电动二通球阀CN7510电动调节阀执行器,通过控制阀门开度调节蒸汽进气量实现快速升温。
3 控制系统软件设计
3.1 分步式糖化控制系统主程序
糖化控制系统通过对各罐体的温度调节,以及对电磁阀、调节阀、流量计、变频器的在线监控来实现调节控制。分步式糖化控制系统主程序如图4所示。

图4 糖化控制系统主程序
3.1.1 糊化(热水罐、冷水罐温控加热)
配料方法步骤如下:选择配方并向配料罐中投料,准备完成之后开启热水罐出水阀(V1)、热水温控泵(P1)和配料温控阀(V6),对配料罐中的材料升温加热,达到设定温度后保持(时间根据要求自行设定)。配料罐的夹套水会自动溢流回到热水罐中循环使用,为了保证原材料受热均匀,配料罐内配有搅拌电机,淀粉受热糊化,待糊化完成之后,进行液化处理。
3.1.2 液化(继续升温、液化、气液分离)
液化方法步骤如下:设定需要的流量,通过打开气液分离进水阀(V3)和配料变频电机(P4)给液化管组送料,直到达到设定流量后停止。糊化后的物质通过蒸汽喷射器(H2)继续加热,将糊化后的物质在液化管组中完成第1次液化。气液分离罐外层有夹套,在蒸汽喷射比例阀(H3)的作用下进一步加热,糊化后的材料在气液分离罐中完成第2次液化再进入缓冲罐,等待糖化处理。淀粉糖化温度通过蒸汽喷射加热,前端液化管中加热到124~136 ℃,在后端气液分离罐管组中温度维持在104~111 ℃。
3.1.3 糖化(降温、糖化)
打开液化泵(P2),经过液化后的材料,再经过层流柱(V8-V11)散热降温进入到糖化罐中。糖化罐的四周设计有夹套,糖化罐的温度是通过热水罐的热水来控制,糖化罐上端装有溢流口,水自动回流至热水罐中循环使用。温度保持一段时间,在糖化酶的催化下完成糖化工艺过程,糖化罐的底部装有阀门及管道,用于收捡糖化后的物质。糖化后的物质再浓缩、结晶沉淀,经过干燥处理后包装为成品。
3.2 温度控制算法
温控装置的主体由蒸汽比例阀和热水罐组成,通过热水罐和蒸汽配合加热。为了保证加热的快速性,在热水罐的底部装有蒸汽加热装置。各被控罐体在外层夹套装有控温层,通过底部进入热水,上部溢流再回到热水罐中,循环利用,节约水资源。温控均采用PID的控制方式,调节热水和冷水进水量实现升温[19]。其温控原理如图5所示。

图5 温控控制回路原理图
冷水罐上端的进水自来水阀门(V0)打开,直到将冷水罐中的水位保持在高限处后关闭。打开冷水罐出水阀(V4)向热水罐中加水维持在高限处,罐中温度达到设定温度之后打开V1、P1、V3、V6、V7,分别向气液分离罐(配合蒸汽喷射)、配料罐和糖化罐夹套加热升温。气液分离罐、配料罐和糖化罐的上部均设计有溢流口(A),溢流出的水回流至热水罐中循环使用。
3.3 变频器流量控制算法流程
累计流量采用变频器调节电机转速来实现,变频器流量控制算法流程图如图6所示。流量计测量出管道流量累计值,再与累计流量设定值比较,通过PID变换电机频率自动调节电机转速,调节瞬时流量,从而实现对累计流量的精确控制。

图6 变频器流量控制流程图
4 网络通信设计
糖化控制的网络设计主要包括三菱PLC与触摸屏和三菱变频器之间的串口通信。将PLC作为主站0,MCGS触摸屏为从站1,变频器为从站2,实现一主两从的通信。MCGS与PLC实现通信需要在各自的软件上进行匹配设置。参数设置步骤:打开GX Developer PLC编程软件,在左侧菜单栏参数中选择PLC系统(2)设置,如图7所示,FX PLC设置为主站。

图7 FX参数设置
MCGS串口设备属性设置如图8所示。参数设置步骤:在通用串口父设备中选择基本属性子项目,将串口端号改为COM2,通信协议与主站一致(波特率为9600,数据位为7位,停止位位数1,奇效验)。变频器的通信格式和触摸屏一致。
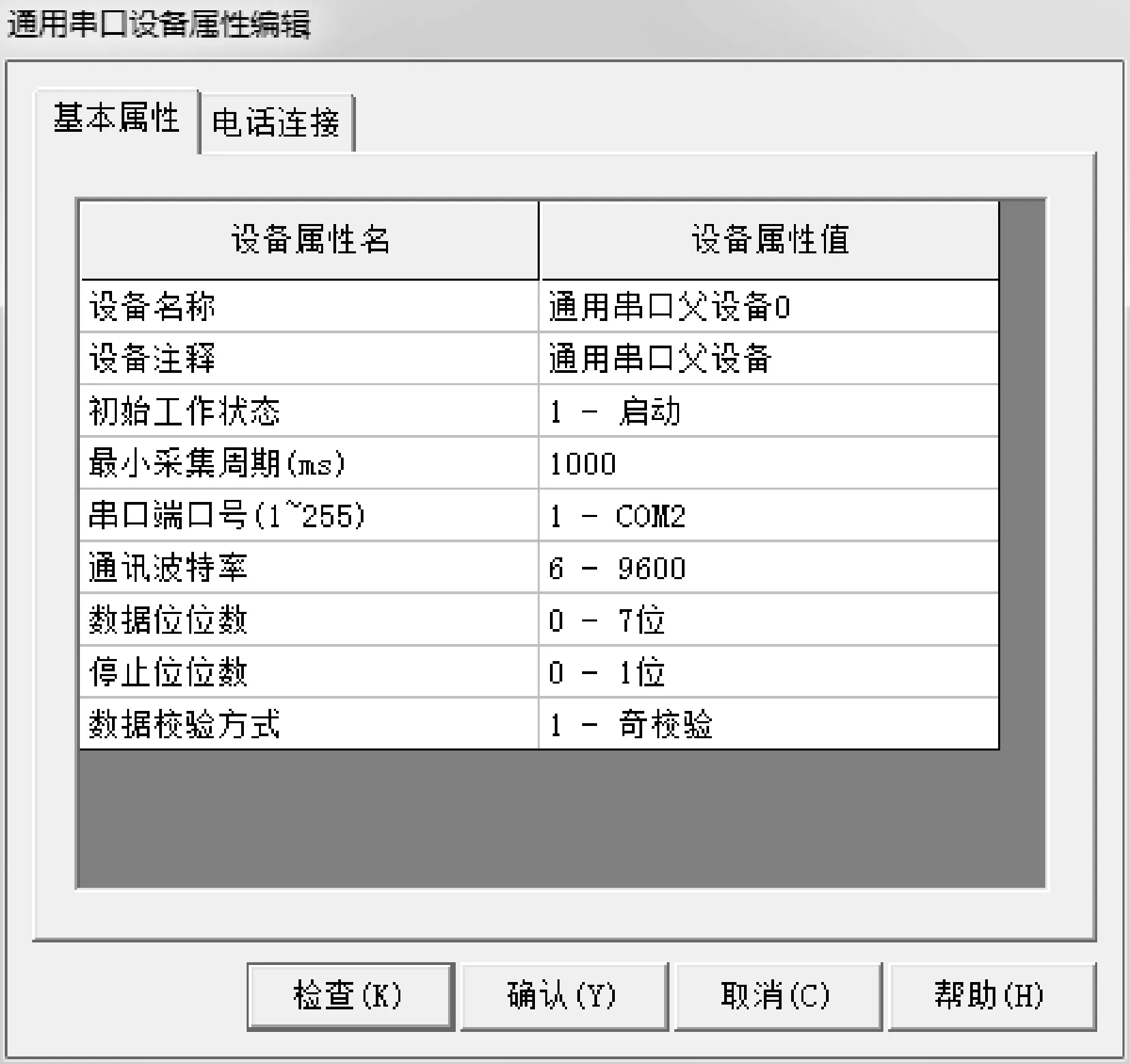
图8 MCGS串口设备属性设置
5 监控层的设计与实现
控制对象主要由冷水罐、热水罐、配料罐、维持罐和糖化罐,液化管组和层流柱,电磁阀,调节阀及变频器等部件组成。系统的测量、控制操作主要在HMI主监控界面中完成,包括测量参数、控制参数、报警参数及设置、实时曲线、历史曲线、存盘数据。界面操作架构如图9所示。
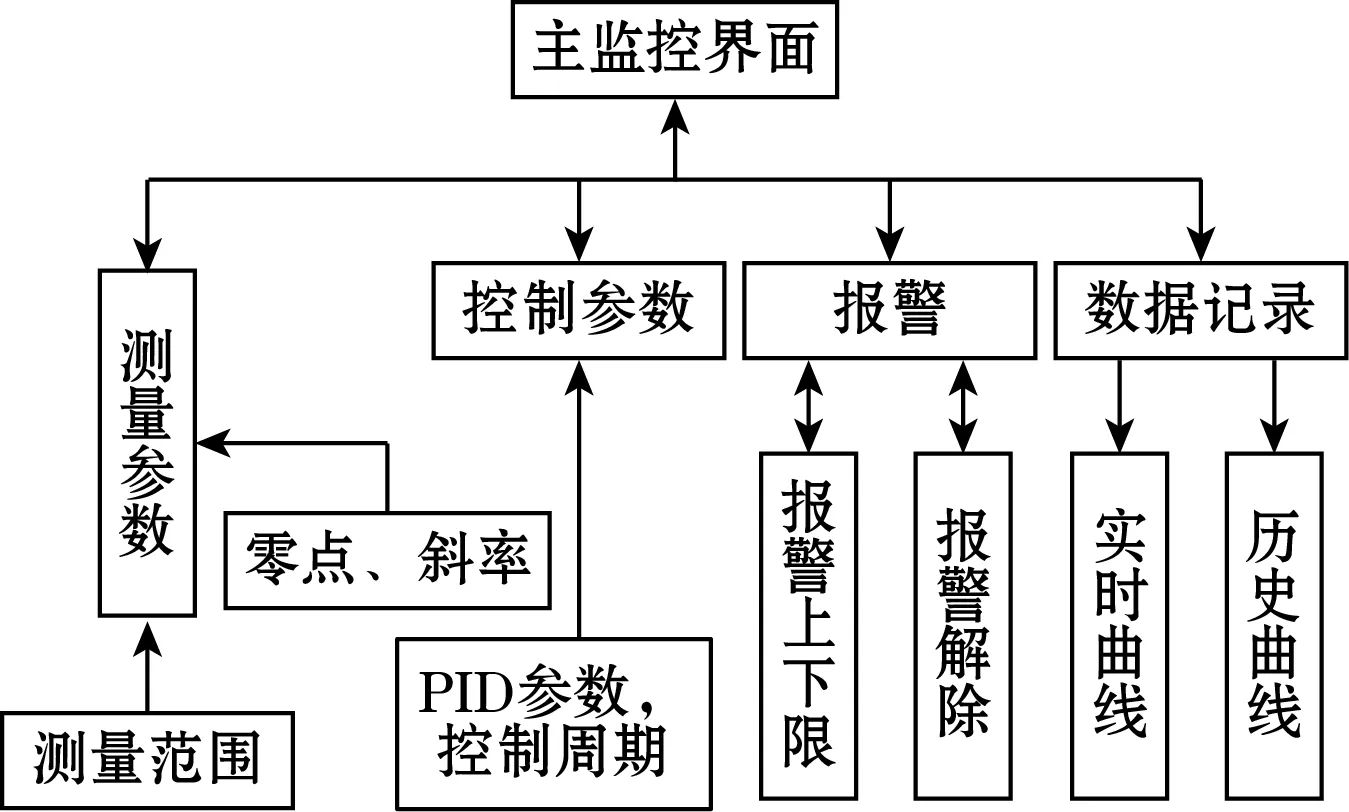
图9 操作界面设计结构图
6 结束语
改进糖化生产中的工艺流程,并设计出一种分步式新型糖化的软、硬件控制系统。新的工艺系统不仅提高了企业的生产效率,实现了糖化过程的自动化监控管理,而且相对于传统的糖化生产方式而言,使一些不溶性物质在分步式工艺作用下最大限度的破壁析出溶解,提高了糖化效率。此外,利用集中温控的管理方法,生产时更加节水、节能减排。该糖化控制系统设备是根据企业实际需求设计而成,已经在药品原材料制备相关企业生产企业中得到应用,效益显著。
