数字化对接在修理中的应用研究
2022-02-04宋悦王文涛李胜国焦梅素石家庄海山实业发展总公司
■ 宋悦 王文涛 李胜国 焦梅素/石家庄海山实业发展总公司
0 引言
数字化对接是基于数字量的协调装配方法,是借助由数控定位器、激光测量系统和集成控制系统组成的数字化对接系统,按照技术要求,将部件支撑定位、调姿、对接成下一级装配件或整机的过程。数字化对接分为部件间对接、翼身对接和头中尾三段对接等。本文以某型飞机数字化对接装配系统为例,完成飞机的数字化对接工作,并满足数字化对接装配中的激光测量、数字化定位、工艺管理和集成控制等关键技术要求,构建对接平台,分析解决修理中常见的故障难点。数字化对接装配协调原理如图1所示。
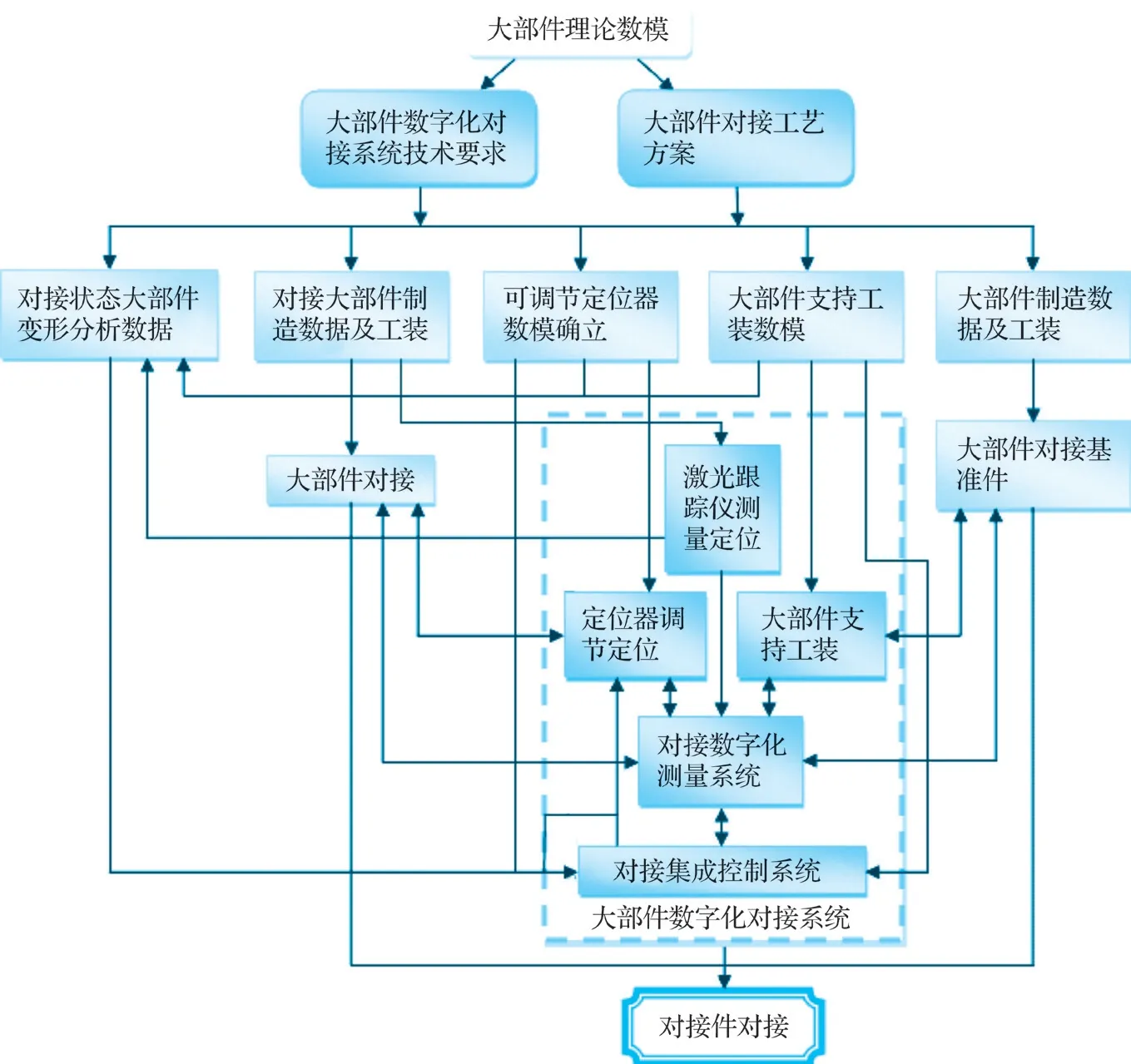
图1 数字化对接装配协调原理
1 数字化对接的关键技术
1.1 激光测量技术
激光测量系统由现场激光跟踪仪及测量工作站组成。系统通过测量安装在飞机部件检测点上的光学标靶,得到飞机部件在现场装配坐标系下的空间位置,为生成调姿路径、评价部件姿态提供依据,并实时监控整个调姿过程,对调姿误差进行评价分析。激光测量坐标系设置界面如图2所示。

图2 激光测量坐标系设置界面
1.2 数字化定位技术
三轴数控定位器是数字化协调的最终执行机构,定位器除支撑对接部件外,还需完成移动、定位、调姿、固定、夹紧等工作。激光跟踪仪作为位置测定反馈装置,与自动定位器等机构组成实时闭环控制系统。激光跟踪仪为数字化测量系统捕捉目标点信号并进行处理,生成位置信息,与对接控制系统通过以太网进行通信。控制系统对来自各部件基准点或测量点的位置数据进行处理,计算部件的实时位置和姿态,并与部件对接的理论位姿进行比较,得出部件的位置姿态误差,从而计算出部件各个定位器所需的移动指令值,最后发送给定位器进行姿态调整,实现精密对合。数字化测量系统软件界面如图3所示。
图3 数字化测量系统软件界面
1.3 工艺管理技术
主控系统对测量数据进行处理,计算出机身在现场装配坐标系下的位置姿态,并进行调姿路径的仿真分析。确认其安全可行后,将调整量发送给控制系统。
1.4 集成控制技术
在控制系统驱动下,执行机构多定位器协同工作,快速灵活地完成飞机部件的姿态调整。控制系统硬件由控制工作站、伺服电机、控制器等组成。集成控制软件系统将测量系统接口、姿态数据生成、模拟仿真、监视系统和数据库等模块结合起来,保证整个对接过程数据流的畅通。规范对接流程,实时检测部件空间位姿以及对接系统各个定位器的当前状态,接收由主控系统发出的控制指令,生成调姿路径,带动相应的伺服电机驱动定位器,实现部件位置姿态调整与准确定位。
2 数字化对接的技术要求
2.1 设备技术要求
1)定位器
定位器用来支撑调整部件实现对接,并满足刚度和安全性要求。实现三个坐标方向的自动化联动和操作单步驱动。数控系统驱动定位器在X、Y、Z方向移动和旋转,将部件移动到准确的对接位置并调整好对接姿态,技术要求如下:
a.最低高度:满足飞机通过性要求并预留安全通过距离;
b.行程:X向(航向)、Y向(翼展方向)和Z向(垂直X、Y方向向上)移动均满足测量范围;
c.承载能力:保证整体支撑,并满足刚度和安全性。
要求X、Y、Z向单坐标运动分辨率、定位精度和重复定位精度在行程范围内满足对接的调整要求;三坐标空间定位精度、多个定位器协同运动精度和调姿定位精度在对接调整范围内,满足对接的调整精度要求。
2)激光跟踪仪系统
激光跟踪仪系统由跟踪仪主体、靶球等附件组成(见图4),用于飞机的调平、对接和水平的测量。

图4 激光跟踪仪系统图
激光跟踪仪利用软件进行跟踪仪测量、远程控制软件和校靶测量,并由校准功能的软件Emscon控制,使测量范围、精度指标、工作条件均满足要求。Emscon测量操作界面如图5所示。

图5 Emscon测量操作界面
3)工作平台
按照符合人机工程规范的一体化工作平台要求,建立以精简工装和数字设备融合的大部件对接装配平台体系,以灵活准确、高效地完成对接装配工作,同时考虑人机工程及操作的安全性、可达性,并确立三维建模工作。
2.2 软件技术要求
1)调姿对合控制软件
控制定位器完成大部件的调整,实现对接,并具有防误操作、中断安全处理功能;具有对定位器运行状态的实时监控,及时发布和预报运行状态,实施故障报警、诊断和记录的功能;调姿对接过程保持定位器的平稳运动,满足协同性。
2)数字化测量软件
数字化测量软件控制激光跟踪仪实现翼身调整及对接过程的自动测量和数据提示。测量软件界面如图6所示。

图6 测量软件界面
技术要求如下:
a.软件运行稳定可靠,具有防误操作、中断安全处理、飞机姿态和全机水平测量计算的功能;
b.具有将测量的计算结果通过接口软件传递至共享数据库功能;
c.根据测量的工艺要求,提供可视化操作界面,指导操作按指定步骤完成测量任务。
3 修理中转站过程
3.1 飞机地标基站的建立
将白水泥稀释到一定程度,然后把4个地标块固定在飞机周围地面上,并注意以下事项:
1)4个地标点一定要固定牢固,在整个测量过程中不能晃动;
2)4个地标点均匀分布在飞机左右两侧,且不能共线;
3)4个地标点按顺序编号(1、2、3、4)。
3.2 飞机坐标系的建立
1)建立站点1,将激光跟踪仪置于飞机右侧,选择合适位置,保证跟踪仪可以测到所有的地标点,并可以测到飞机右侧所有的点。
2)创建站点1和站点2,并将对应位置点命名为R11、R57、L11、L57、M11、M21、M54等。
3)选择创建按钮,选中R11、R57、L11、L57,用来创建一个平面。
4)选中M21、M54两点,用来创建一条直线。
5)将M11投影到创建的平面上。
6)在状态栏中选择创建几何坐标系,点开后出现界面,包含已自动选择的新坐标系、改变的坐标轴,可选择以前已做出的在平面上的投影点为原点,也可将坐标原点进行平移。
7)Y向(高度方向)确定:利用激光跟踪仪测得飞机上的L11、L57、R11、R57这4个点,构造飞机水平面,其法线作为装配坐标系的Y向,向上为正向。
8)X向(逆航向方向)确定:利用激光跟踪仪测得飞机上的M11及M54两点,构造一条直线,将直线投影到飞机水平面上,即为飞机的轴线,定义为装配坐标系的X向,机头指向机尾方向为正。
9)坐标系原点确定:根据某全机水平测量图构造原点O11,激光跟踪仪测得飞机上的M11点,投影到飞机水平面上,即为4框飞机轴线上的点,向X轴反方向平移Amm,即为坐标原点O11。
10)构造完成的坐标系在右侧显示窗口显示。
4 修理中常见故障及问题难点
4.1 对接系统的定位精度
数字化对接的精准直接影响对接精准度,飞机转站中地标的建立,雷达天线面板底座安装(俯仰误差即安装面与飞机构造水平面的误差、方位误差即雷达天线安装平面与飞机对称面的垂直度误差),光电转塔底座平台的安装(俯仰角、横滚角、方位角及极性的判断),惯导航向测定等。而精确对接需要对接系统有足够的定位精度,保证精度需要控制对接系统定位精度的各个影响因素。
影响对接系统定位精度t的因素包括测量系统测量误差t1、定位器系统运动误差t2、部件变形修正误差t3和算法模型误差t4等几个方面。其中,部件变形修正误差是指在大部件对接状态下,由于考虑大部件自重引起的变形而对理论数据进行修正产生的误差;算法模型误差则是由对接调姿算法模型的简化处理和参数标定等因素引起的。
4.2 对接精度和误差的计算分析
1)方位角误差计算
雷达天线安装平面与飞机对称面的垂直度误差,为方位角误差(飞机坐标系,向右取正值、向左取负值)。因此,雷达天线安装平面的方位角即为雷达天线面板与飞机对称面中心面的夹角。可将面与面的夹角转换为线与线的夹角进行计算。
利用雷达天线面板平面LDPM与坐标系XOZ平面构造一条交线,命名FWL,则FWL与Z轴的夹角即为方位角。
方向的判断:方位线与Z轴做交点,判断焦点的Z坐标值。若交点的Z坐标值为正,则为右偏,方位角为正;若焦点的Z坐标值为负,则为左偏,方位角为负。如图7所示。

图7 方位误差计算示意图
2)惯导方位角精度计算
利用激光跟踪仪对惯导工装上的测量点OTP1、OTP2、OTP3进行测量,得到三点在飞机坐标系的坐标OTP1(X1,Y1,Z1),OTP2(X2,Y2,Z2),则惯导方位角的计算可参考公式:Θ方 位=arctan(X1-X2)/(Z1-Z2)[1],通过测量精度,应用不确定度公式、灵敏度公式、灵敏系数公式计算出方位偏差的不确定度是否在规定范围内。
5 结束语
通过对数字化对接关键技术、技术要求、常见问题及难点进行探讨,能为修理中数字化对接的应用和排故提供参考。对接定位精度是一个难点,计算错误往往会出现应力,导致故障出现。借鉴本文方法可以防止类似偏差的出现。对于数字化对接这种较新的技术而言,还需要在今后的实践应用中积极探讨,以便充分掌握并运用好这项技术,不断完善数字化对接体系,提高修理装配的高度。
