基于炼钢MES系统的Cpk计算模型建立及应用
2022-02-03耿朝雷
耿朝雷,王 冠
(北京京诚鼎宇管理系统有限公司,北京 100176)
0 引言
Cpk是过程能力指数,只有Cpk值达到国际标准规定的值,才能保证生产出质量好、可靠性水平高的产品,所以国内外大量专家学者对Cpk进行了大量的研究,并应用于各种工业生产过程。王海明等[1-2]给出了Cpk计算各种计算方法;何军高[3]介绍了如何利用Cpk进行精密仪器喷涂工艺量化控制;刘发申[4]在新产品中数字化设计场景及应用中介绍了Cpk的重要意义;王国清[5]在宝钢一贯过程控制系统(BPC)的构建与实施过程中有效地诠释了Cpk作用;卓德保[6]介绍了Cpk在非正态分布条件下工序度量的能力;王斌会[7]如何利用Cpk有效地表示了过程能力指数与不合格品率的关系;石枫[8]直接阐述了能力指数Ppk,Cpk,Cmk在实际工作中应用;刘强等[9-13]详细说明了Cpk在工业生产过程中的重要作用。现有的研究缺少对钢铁行业Cpk的研究,也没有将Cpk与钢铁行业MES系统结合的应用,本文在前人研究的基础上将Cpk计算与钢铁行业MES系统紧密结合,并利用Cpk值对钢铁冶炼过程进行质量跟踪,辅助相关领导了解生产过程,针对有问题的生产环节,及时改善,提高产品质量。
1 Cpk计算模型建立
钢厂需要计算Cpk的项目很多,其中炼钢厂包括:出钢C、出钢温度、P内控、冶炼周期、氩站成分(C,Si,Mn,Cr,P,Als)、节奏(LD→LF)、精炼成分(C,Si,Mn,Cr,P,Ti,B,Als)、精炼时间、精炼温度、节奏(LF→CC)、软吹时间、碱度、白渣保持、过热度、增N、氧含量(轴承钢、齿轮钢、弹簧钢、帘线钢)、碳偏析、低倍、非金属夹杂物等;轧钢厂包括:总加热时间、加热温度、三加时间、均热段温度、炼轧入口温度、锯切入口温度、进KOCKS温度、卷取温度、进精轧温度、吐丝温度等。不同Cpk项目的Cpk计算模型不同。
上述Cpk项目,项目不同,Cpk计算模型不同。有些项目,实绩值越低越好,比如碱度,最大值不能超过1.8%;有些项目值越高越好,比如:软吹时间,最低不能小于10 min。这些项目称为单边规格项目。有些项目,实绩值不能太高,也不能太低,比如:精炼时间,最长不能超过50 min,最短不能少于10 min。这些项目成为双边规格。为了描述模型,针对模型定义如下变量:规格下限(Low Specification Limit LSL);规格下限(Upper Specification Limit,USL);X平均值,X=(X1+X2+… …+Xn)/n(n为样本数);δ(sigma)为数据的标准差。
对于单边规格的项目有两种情况,第一是只有上限的单边规格项目,这种项目的Cpk计算模型如下所示:
单边规格第二种情况是只有下限的单边规格项目,其Cpk计算模型如下所示:
对于双边规格项目,既有上限,又有下限,其Cpk计算模型如下所示:
2 Cpk计算
无论是单边规格或者双边规格Cpk计算模型,Cpk计算首先要具有“规格”。“规格”就是生产标准。任何生产,当然也包括钢铁生产,生产过程种都必须严格执行某种标准。标准分为国际标准、国家标准、企业和客户协商制定的协议标准、企业内部自行制定的内控标准。钢厂所有生产标准和生产的钢种、产品的规格(厚度或者直径)、所要检验的生产指标有密切的关系。
在Cpk计算模型中,无论单边规格Cpk模型,还是双边规格Cpk计算模型,必须有δ值(sigma标准差)。其计算公式为:
δ公式中X1,X2,......Xn是收集生产过程中的实时数据,收集过程必须及时,因为这些基础数据会瞬间发生变化,若收集不及时,要么得到的数据不准确,要么就得不到相关基础数据。X是X1,X2,......Xn的平均值。基础数据不同,收集方式也不同。下面就不同基础数据,说明收集方式。数据收集方式分为两种,第一种是二级主动上传,如炼钢成分;第二种是MES系统主动从PLC获取其他方式采集的数据,如轧钢KOCKS数据。
2.1 炼钢成分数据收集
炼钢成分来源于快分系统。以炉号为单位进行成分收集,每炉的成分又分炉内、氩站、LF分析样、连铸等类型。炼钢成分Cpk需要分类型计算。类型不同,需要计算Cpk的元素不同:转炉炉内需要计算Cpk的元素:CMnPSCrMoV,转炉氩站需要计算Cpk的元素:CSiMnPSCrMoV,LF第一个分析样需要计算Cpk的元素:CSiMnPSCrMoV,LF终点需要计算Cpk的元素:CSiMnPSCrMoVTiBAl,连铸中包样需要计算Cpk的元素:CSiMnPSCrTi
2.2 轧钢进KOCKS温度的收集
进KOCKS温度以坯料为单位进行收集。先判断当前坯料是否已经开始轧制,其次校验当前坯料对应的钢种和规格是否有对应标准,不满足采集条件,放弃数据。根据KOCKS对应的PLC点位,加上PLC点发生的数值的时间在坯料的轧制时间范围内读取对应的温度。由于PLC数据会发生突变,当某个值小于或大于定义的极限值,不收集。数据收集的频率可以通过专业人员自定义,3 s或者5 s读取一次。当在某一秒发生多条数据时,只读取第一个发生的数据。
3 Cpk应用
Cpk模型上线后,在MES系统运行过程中不断收集数据,通过配置CPK模型计算程序权限,相关用户就可以利用Cpk计算程序进行Cpk计算。
Cpk计算结果除了模型计算的Cpk值外,生成Cpk相关曲线:单边控制、移动极差、正态分布曲线。通过曲线及Cpk值,快速找到生产过程中的不稳定因素,及时解决相关问题,提高生产质量。Cpk计算程序如图1所示,从图中可以看到,使用者可以选择钢种,可以选择时间范围,也可以进行班次Cpk对比。

图1 选定时间范围内各种指标Cpk值
利用Cpk计算程序,选择时间范围,生成曲线图、实绩值曲线图、影响某钢种十大因素Cpk对照图,如图2—4所示。
从图2—4中各种曲线可以看出SWRCH35K钢种生产过程能力指数偏低,导致合格率比其他钢种差很多,从十大因素可以看出从终点C到精整时间,Cpk值都不符合国际标准值。只有先找到问题,才能解决问题,从而提高产品质量。

图2 某个Cpk值正态分布、单值控制、移动极差曲线
4 结语
本文系统阐释了Cpk值在工业生产过程中的重要意义及计算公式,并将Cpk基础数据收集和Cpk计算有机地结合钢铁MES系统,各层领导方便地在MES系统中随时进行Cpk计算,可以根据生产时间、生产班次、生产钢种进行Cpk计算,也可以对不同生产指标(如成分或者轧钢生产过程中温度)进行Cpk计算。并且可以对各种Cpk进行对比,形成各种图表,直观地显示不能达标的各种生产指标,以此为依据对可能出现问题的生产环节进行改善,从而提高生产质量,提高经济效益。在济源一炼钢MES及一轧钢MES实施后,由于Cpk计算模型的实施,产品质量合格率提高了0.01%。济源钢厂年产500万t,合格产品提高1 000 t,提高经济效益折合人民币150万元。
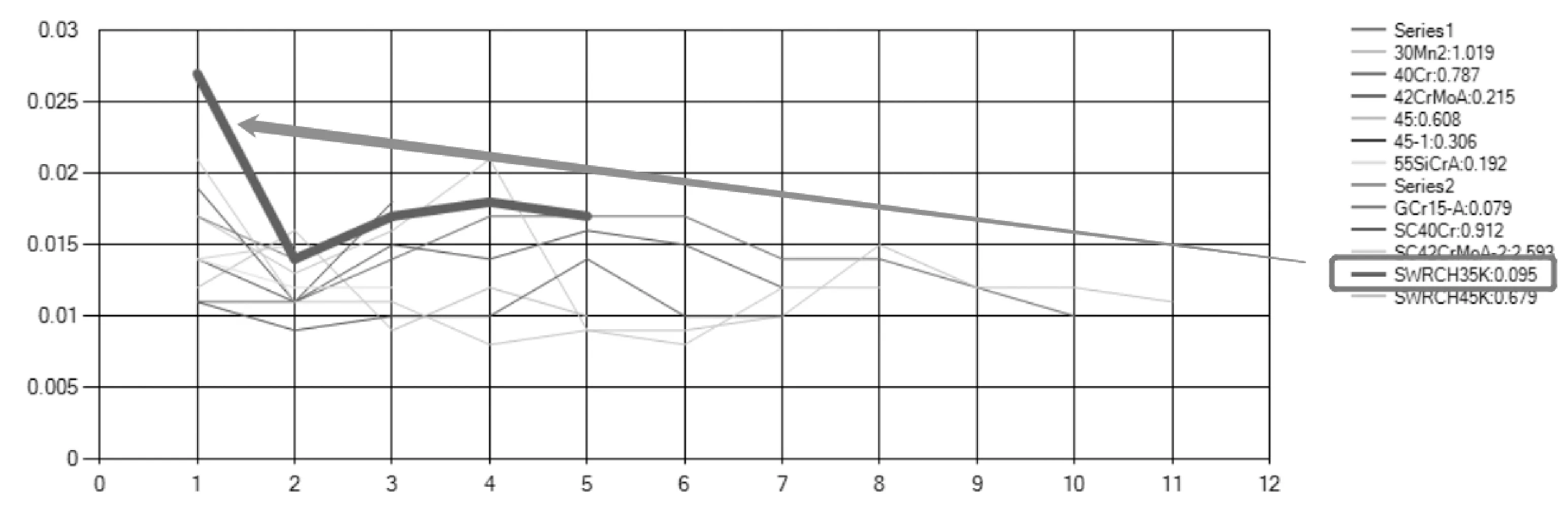
图3 某个时间范围内各钢种实绩值曲线
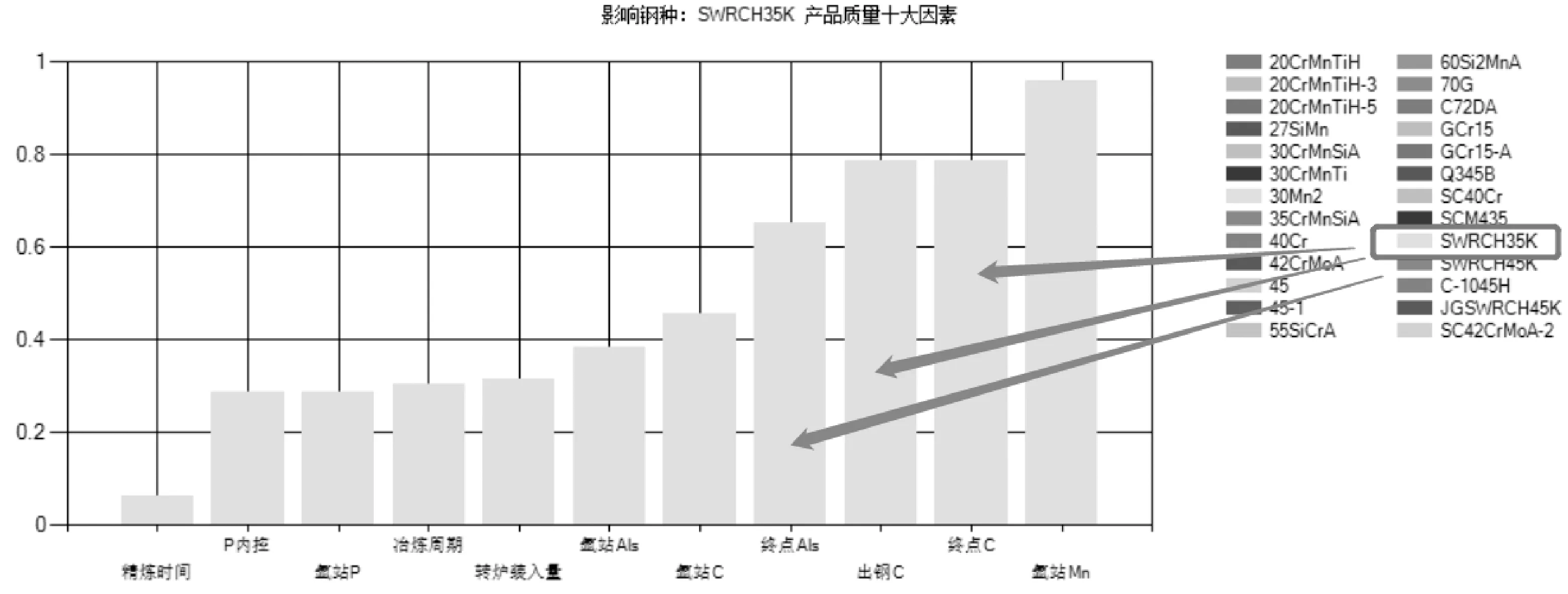
图4 单个钢种各中Cpk对比
