焊材及保护气对20G 焊接工艺及性能的影响分析
2022-02-02贺延伟马文军
李 琳 贺延伟 马文军
陕西化建工程有限责任公司 陕西杨凌 712100
在榆神能化50 万t/ a 煤基乙醇项目上,陕西化建工程有限责任公司(以下简称陕西化建)拟采用自动焊机,使用药芯焊丝匹配混合气保护焊接工艺。但公司目前只储备有药芯焊丝CHT711 匹配二氧化碳气焊接工艺评定,不能满足现场需求,需要重新评定。
鉴于此,对目前市面在售的药芯焊材和保护气进行了市场调研和技术分析,发现焊材厂家针对不同的保护气有专门的药芯焊丝匹配。就20G 而言,焊材厂给出两种焊材匹配:药芯焊丝CHT711 匹配二氧化碳气和CHT711M 匹配混合气(80%Ar20%CO2)。从操作角度考虑,焊工更愿意用混合气(80%Ar20%CO2),因其焊接飞溅小于用二氧化碳气保护的焊接飞溅。
通过调研得知,CHT711 的市场销量远大于CHT711M,焊工会选择用CHT711 匹配混合气(80%Ar20%CO2)进行焊接,超出了已有合格工艺的评定范围。另一方面,从售价和供货周期来说,CHT711M 的售价高于CHT711,供货周期更长。
为了验证采用CHT711 匹配混合气(80%Ar20%CO2)所得到的焊接接头力学性能是否满足标准要求,同时考虑通过试验优化出性价比更好的焊材。通过和大西洋技术中心协调沟通,大西洋自贡焊材厂专门为本次试验生产了一盘(20kg)CHT711M 药芯焊丝。本次研究针对大西洋生产的碳钢用药芯焊丝CHT711 匹配二氧化碳气、CHT711 匹配混合气(80%Ar20%CO2)及CHT711M 匹配混合气(80%Ar20%CO2)三种焊材和保护气匹配,采用氩弧焊打底+ 全位置气保焊自动焊工艺,对所形成的三种20G 焊接接头进行工艺性试验、无损检测、力学性能分析和经济性分析,进而优选出性价比更好的焊材- 保护气组合,给施工现场提供技术参考。
1 焊接工艺
三种焊材和保护气匹配采用表1 所示焊接工艺施焊。焊接位置:5G,水平固定。坡口形式见图1,焊接参数见表2。

表1 三种焊材和保护气匹配的焊接工艺条件

表2 焊接参数

图1 坡口示意图
药芯焊丝化学成分和性能对比见表3,由表可见,标准对CHT711 药芯焊丝和CHT711M 药芯焊丝熔敷金属化学成分和力学性能的要求相同。而从实测值来看,CHT711M 焊丝的硫、磷含量更低,力学性能更好。

表3 焊材熔敷金属化学成分及机械性能
2 外观成型
焊接接头外观成型如图2 所示,从图中可以看出,焊缝外观成型良好,焊缝均匀有光泽。具体来讲,CHT711 配混合气(80%Ar20%CO2)的飞溅小,成型良好;CHT711M 配混合气(80%Ar20%CO2)的飞溅小,成型良好;CHT711 配二氧化碳气的飞溅大,容易堵喷嘴,操作性差,成型良好。
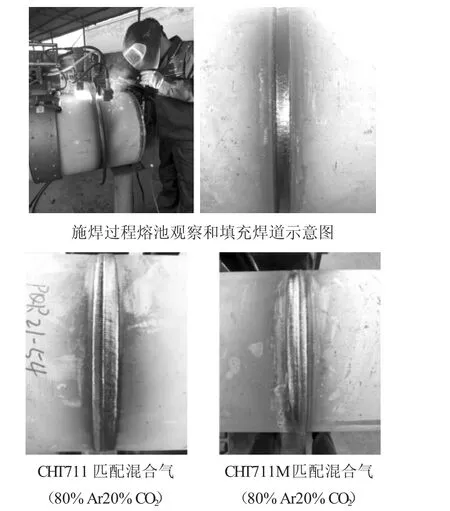

图2 焊接接头外观成型照片
焊接接头按照NB/ T47013- 2015 要求进行了无损检测,检测结果均为一级片,合格。三组焊接工艺评定试件按照NB/ T47013- 2015B 标准进行射线检测,结果均合格。
3 焊接接头性能和经济性分析
依据NB/ T47014- 2014《承压设备焊接工艺评定》标准要求,分别对三组评定试件的焊接接头进行了拉伸、弯曲、冲击试验,试验结果如表4 所示。由表可见,三组焊接工艺评定的力学性能指标均满足NB/ T47014- 2014《承压设备焊接工艺评定》标准要求,评定合格。
从表4 分析可知,CHT711M 配混合气(PQR21- 55)强度最高、韧性最差,焊材和保护气综合成本最高;CHT711 配二氧化碳气(PQR21- 56)强度最低、韧性居中,焊材和保护气综合成本最低;CHT711 配混合气(PQR21- 54)强度居中、韧性最好,焊材和保护气综合成本中等。
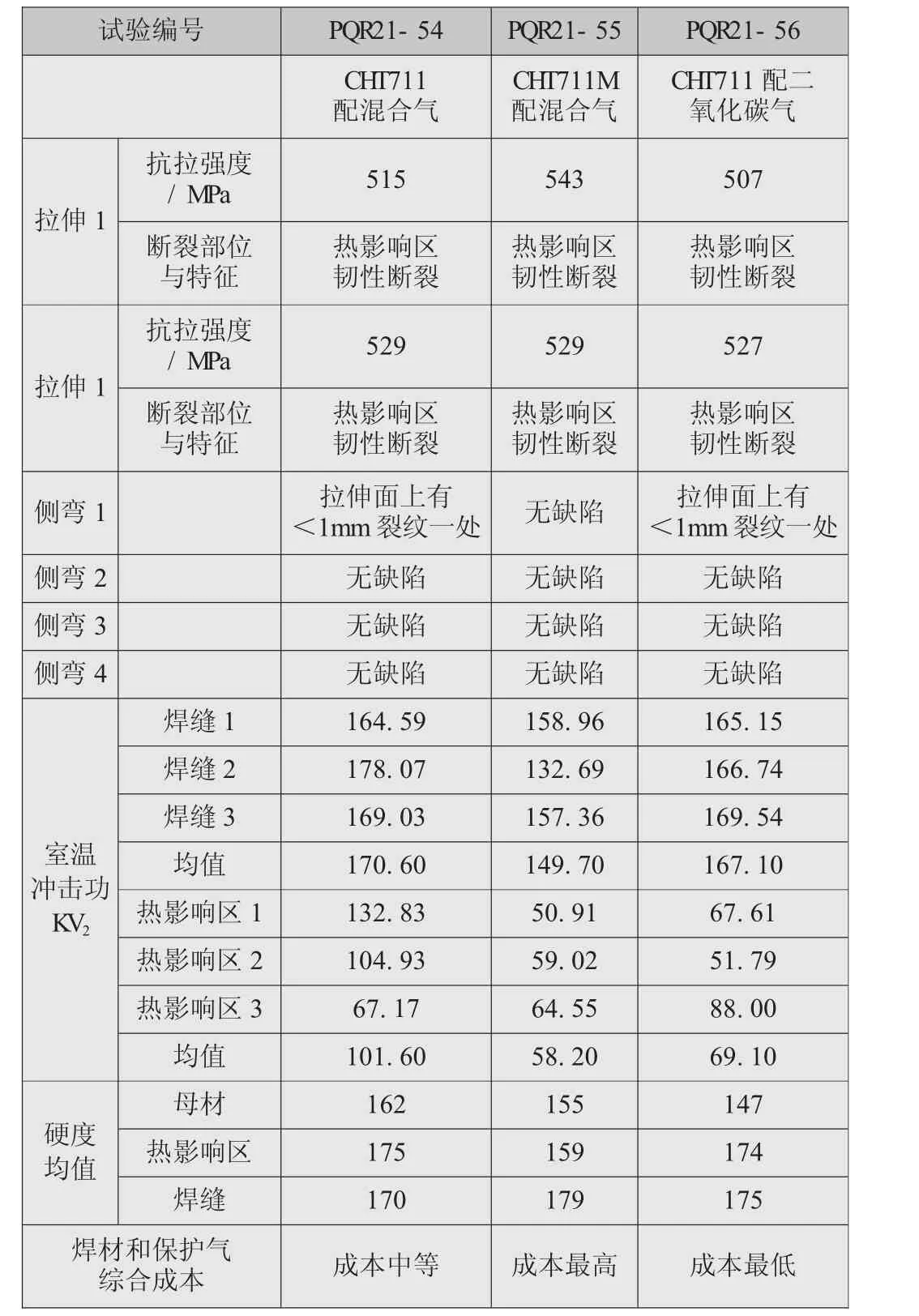
表4 三种焊接工艺所得焊接试验接头力学性能
焊接接头的强韧性是评价焊接接头力学性能是否达标的重要指标,在满足焊接接头强度要求的前提下,更好的韧性更有利于保证焊接接头质量。虽然焊材厂家建议混合气(80%Ar20%CO2)匹配专门的CHT711M 使用,但通过以上工艺性试验和焊接接头力学性能分析,建议选择CHT711 配混合气(80%Ar20%CO2)进行焊接,既能保证焊接质量,又容易操作,施工成本相对适中。
4 结论
(1) 三组焊接工艺评定的力学性能指标均满足NB/ T47014- 2014《承压设备焊接工艺评定》标准要求,评定合格。
(2)CHT711M 配混合气(80%Ar20%CO2)焊接飞溅小,外观成型良好,强度最高、韧性最差,焊材和保护气综合成本最高。
(3)CHT711 配二氧化碳气焊接飞溅大,容易堵喷嘴,外观成型良好,强度最低、韧性居中,焊材和保护气综合成本最低。
(4)CHT711 配混合气(80%Ar20%CO2)焊接飞溅小,外观成型良好,强度居中,韧性最好,焊材和保护气综合成本中等。
综上所述,推荐选择CHT711 配混合气(80%Ar20%CO2)焊接20G 材料,既能保证焊接质量,又容易操作,施工成本相对适中。
