刮板输送机链条自动张紧装置的分析与应用
2022-01-27王华杉
王华杉
(晋城金成矿山建筑工程有限责任公司, 山西 晋城 048000)
引言
刮板链是刮板输送机的主要组成部分,刮板链运行状态下受拉力产生弹性伸长,使链条处于松弛状态,通常用刮板输送机链条张紧机构来调节刮板链的伸长量,保障刮板输送机的正常工作[1-3]。以往手动控制张紧装置对链条的调节效果不佳,工人的劳动强度大。针对这一情况,提供了一种链条自动张紧装置及控制系统来实现刮板链的自动调节,使刮板链的张力控制在合理的范围内,减轻工人的劳动强度,延长链条的使用寿命。
1 链条自动张紧装置分析
1.1 结构分析
刮板输送机链条自动张紧装置,主要包括主控箱、控制系统、控制电缆、控制电器、电源、电液控换向阀组、传感器、行程开关、过滤器、单向阀、压力传感器、压力表、张紧油缸、液压胶管和接头。
1.2 工作原理
电气控制系统根据张紧油缸中压力传感器提供的信号,由控制系统的程序进行运算,判断刮板链的松紧程度是否处于正常工作范围内,或工作情况异常,并将运算结果形成控制信号,向液压系统发出动作指令,液压系统根据指令,自动将张紧油缸进行伸缩或者保持现有状态,使刮板链始终处于合适的工作状态,保证刮板输送机的安全、正常运行[4]。
由于刮板输送机的使用条件差异非常大,所以要使自动张紧装置发挥作用,必须对刮板输送机铺设长度、中部槽宽度、刮板链组相关参数,以及机头及机尾的卸载高度、伸缩机尾自身的参数等进行设定,同时要对刮板输送机的温度、湿度、采向角度、走向角度、煤质等工作环境参数进行设定,这样才能在控制系统中形成正确的指令。
1.3 张力值分析
为了解决刮板输送机链条在运动过程中发生断链、卡链或断齿等故障,就需要通过对链条的力学计算,分析链条的故障原因。
假设刮板输送机为双链轮驱动,主动轮与从动链轮功率分配比值为1∶1。刮板输送机链条在额定均布载荷作用下,根据逐点张力法计算出各部分受到的张力载荷,如图1 所示。由图1 可以看出,S3点受到的张力值最大,S4点受到的张力值最小。因此在S3点容易发生由于张力过大产生的断链事故;S4点附近若有较长一段处于零张力状态,容易发生由于链条过松引起的断链、卡链或断齿等事故。
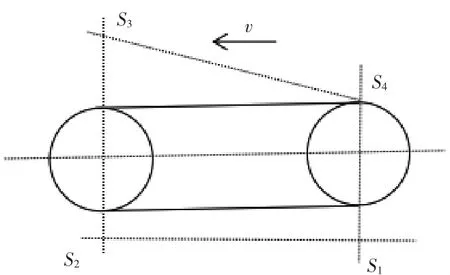
图1 链条张力示意图
该系统主要包括以下三部分内容:一是数据分析装置,包括控制器、人机操作界面、矿用隔爆兼本质安全型稳压电源等;二是信号监测装置,包括压力传感器、伸缩油缸行程传感器、开停传感器;三是液压控制装置,包括电液控换向阀、液控单向阀、球阀、过滤器等。刮板输送机在工作过程中,通过信号监测装置监测伸缩油缸大腔压力,该压力值间接地反映了刮板输送机链条的张力。信号监测装置将监测到的压力值实时地反馈给数据分析装置。数据分析装置将反馈的数据与预设的数据进行分析,当需要调整链条的张力时,通过对液压控制装置发送指令,实现伸缩油缸移动量和链条张力的双重控制。信号监测装置还将监测伸缩油缸活塞杆的伸出量,当伸出量达最大值时,会通过数据分析装置发出警报,提示伸缩油缸已达最大行程。为了延长电液控换向阀的使用寿命,信号监测装置还将通过开停传感器监测刮板输送机的启停信号,用于了解刮板输送机的工作状态,确保在停机状态电液控换向阀不频繁动作。其系统配置逻辑框如图2 所示。
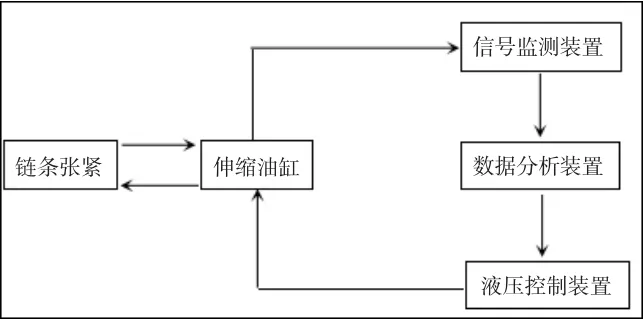
图2 刮板输送机链条张紧控制系统逻辑框图
1.4 液压控制装置
液压控制装置是链条自动张紧控制系统中的执行装置,直接控制伸缩油缸的伸缩动作。为了实现电控液压换向的目的,系统采用电液控换向阀。由于刮板输送机在工作过程中,伸缩油缸会受到轴向作用力,为了维持伸缩油缸的伸缩量,在伸缩梁油缸的大腔安装液控单向阀。同时,为了保证伸缩油缸动作速度不会太快,在伸缩梁油缸的大腔安装节流阀。系统配备安全阀、球形截止阀、筒式过滤器,用于完善系统,保证系统安全、稳定[5]。
液压控制装置根据刮板输送机的结构特点,对控制刮板输送机伸缩油缸的液压系统进行设计(液压系统结构如图3 所示),该系统主要液压元部件有电液控换向阀、液控单向阀、节流阀、安全阀、球形截止阀、筒式过滤器、回液断路阀和压力表等。
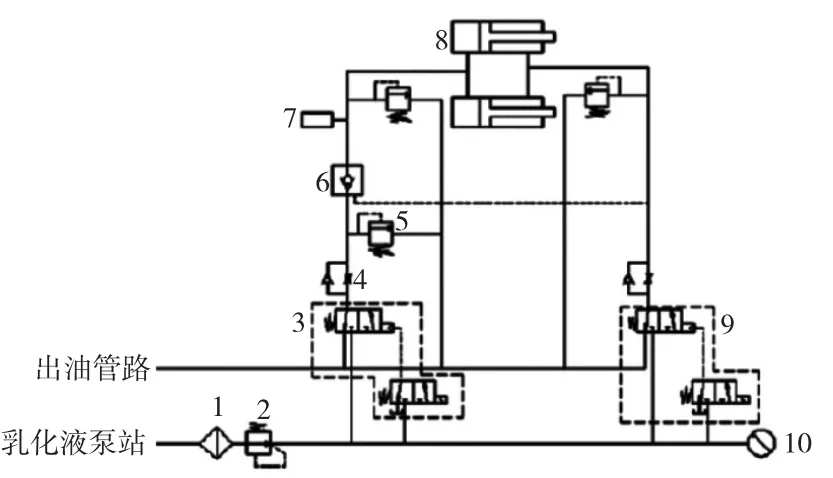
图3 液压系统结构
1.5 电控系统
电控系统包括数据分析装置和信号监测装置两部分。数据分析装置包含控制器、人机界面、矿用隔爆兼本质安全型稳压电源。其中控制器作为链条张紧电控系统的核心,具有数据分析计算的功能;人机操作界面用于对系统参数及工作模式的设定,并且可以显示系统状态;矿用隔爆兼本质安全型稳压电源可为系统提供稳定的12 V 直流电源。这些设备均安装在机尾自动张紧系统控制台上,方便修改参数及控制操作。信号监测装置包含压力传感器、行程传感器、感应磁环、行程传感器接插座、开停传感器。两个压力传感器安装于液压控制装置的液控单向阀上,可以监测伸缩油缸大腔压力,双压力传感器可提高系统可靠性。行程传感器安装于伸缩油缸上方,可同步监测伸缩油缸的行程值。开停传感器用于监测刮板输送机启停状态,使控制器处于实时监测状态或间歇监测状态[6]。
硬件设备通过连接器连接,确保设备供电及信号传输,主要电控元部件有控制器、人机操作界面、行程传感器、矿用压力传感器、开停传感器、矿用隔爆兼本质安全型稳压电源,电控系统连接如图4 所示。
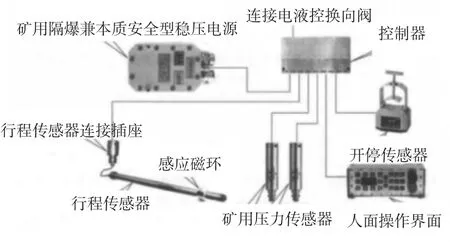
图4 电控系统连接
2 链条自动张紧装置系统功能分析
1)系统具有手动和自动控制的功能。手动模式:主要用于人为干预油缸动作,以及当油缸达到最大行程时,需使油缸收回,进行截链操作。当控制器处于手动模式时,按下“伸出”键,油缸伸出;按下“收回”键,油缸收回。该动作指令为点动动作。
自动模式:当控制器处于自动模式时,控制器通过信号监测装置监控伸缩油缸状态,通过程序自动控制伸缩油缸动作,实现刮板输送机链条张紧控制。
2)具有压力、行程双重监测功能。压力传感器用于监测伸缩油缸的大腔压力,分析链条动态张力;行程传感器用于监测伸缩油缸活塞杆伸长量。通过这两个数值的监测,可双重监测刮板运输机链条的伸缩值,确保系统运行稳定。
3)具有刮板输送机启停监测功能。通过控制器接收到的刮板输送机启停信号,可使刮板输送机在启动状态下处于实时监测状态,在停机状态下处于间歇监测状态,保护电液控换向阀使用寿命。
4)可以实现刮板输送机链条张紧控制系统的急停与闭锁控制。急停操作:按下急停按钮,停止刮板输送机链条张紧控制系统动作。
闭锁操作:按下闭锁按钮,对刮板输送机链条张紧控制系统实施动作闭锁。
5)具有声光报警功能,可提示工作人员系统工作异常。
3 实践应用及效果分析
山西某煤矿掘进面出矸所用为SGB620/40T 型刮板输送机,以往采用手动控制张紧装置对链条进行张紧调节,实践结果表明,张紧调节效果不佳,并且工人的劳动强度大。因此,用设计的链条自动张紧装置对SGB620/40T 型刮板输送机进行安装改造调试,实现刮板链的自动调节。链条自动张紧装置应用后,对SGB620/40T 型刮板输送机表现出了良好的减震缓冲效果,刮板运输装置在启动作业中遭受的冲击和设备波动明显改善,特别是由于启动引起的刮板链松弛打滑或跑偏等事故发生的概率降幅达95%,为企业创造了较好的经济安全效益。
