链条输送机维修夹具的设计与应用
2022-01-27李治勇张云森尹立武杨秀峰
李治勇, 张云森, 尹立武, 赵 波, 杨秀峰
(红塔烟草(集团)有限责任公司大理卷烟厂, 云南 大理 671000)
引言
链传动是应用较广泛的一种机械传动,其机械传动效率大于93%[1]。链传动是一种具有中间挠性件(链条)的啮合传动[2],广泛应用于烟草生产企业的包装设备上,左右两组对称设置的链传动配合使用,常应用于烟包的输送和烟条的提升。滚子链链条扣上安装有等距离的推进器,用以输送烟包或烟条。设备生产过程中,经常需要对链条扣和推进器进行维修更换。由于滚子链输送没有使用张紧轮,通常维修时需拆卸链轮、电机等,需要重新调整同步,因此增加了劳动强度。安装调试滚子链时,难度最大的就是链条扣的更换和安装了,尤其是链条销轴的安装,因为链条销轴与链条扣圆孔之间的同心度装配精度要求较高,且链条张力比皮带之类的要大得多,人工克服该张力较困难,所以研制一种链条维修夹具来辅助维修是很有必要的。李存华等[3]对双链条输送机链条扣的维修夹具问题进行了研究与设计,取得了一定的效果,但对于链条输送机上推进器维修夹具的研究尚未见报道。
1 夹具装置设计
1.1 推进器定位分析
链条输送机上安装有等距离的推进器,数量较多。推进器结构见图1,其材料为树脂塑料,安装在链条扣上。推进器通过加长的销轴、增加的前后两侧外链板和弹性锁片来进行定位连接,加长的销轴依次通过内侧的外链板、内链板、套筒、滚子、内链板和外链板,内侧两边的外链板可防止推进器底座的磨损。
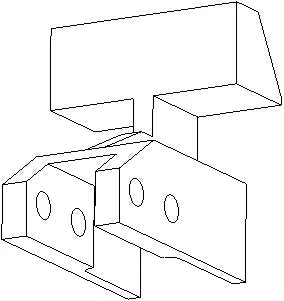
图1 推进器结构示意图
1.2 设计思想及要求
为了提供一种新型链条维修夹具及使用方法,在不改变同步的情况下,实现在滚子链上对链条扣和链上推进器的快速维修,提高维修效率,降低人工劳动强度。夹具设计具体要求如下:
1)夹具应具有一定的强度,在使用过程中保证不发生失效破坏,并且变形量在一定范围内。
2)设计过程中综合考虑滚子链和推进器的操作范围,控制夹具装配后的总体尺寸,以保证合理的装夹空间,避免干涉。
3)合理利用材料,在保证强度的基础上实现夹具轻量化,并且拆装方便[4]。
1.3 设计方案
本文解决其技术问题所采用的技术方案是:一种新型链条维修夹具,由两个爪杆、两个杆端关节轴承和一根螺杆构成,两个爪杆通过螺栓的活动连接实现旋转运动。螺杆与爪杆之间通过杆端关节轴承连接,利用杆端关节轴承将螺杆的直线运动转化为爪杆的微幅旋转运动。维修夹具的结构设计见下页图2。
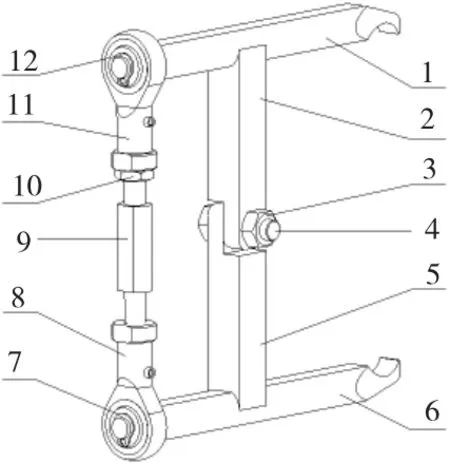
图2 维修夹具结构示意图
新型链条维修夹具包括两个爪杆、杆端关节轴承和螺杆,其中一爪杆由带圆爪的杆和连接挡块组成,另一爪杆由带圆爪的杆和连接挡块组成,二者通过焊接的方式加工而成, 形成一个不可分割的整体。两个爪杆中部使用非全螺纹螺栓和螺母实现活动链接。螺杆与爪杆之间通过杆端关节轴承连接,螺杆与爪杆之间通过杆端关节轴承连接,卡簧用于爪杆和杆端关节轴承之间的轴向固定,卡簧用于轴向固定爪杆和杆端关节轴承,螺杆上设有锁紧螺母。
杆端关节轴承的球面滑动轴承内圈与爪杆端部连接,并用卡簧进行轴向固定。杆端关节轴承的柱螺栓诺孔与双头螺杆螺纹连接,同时利用螺母来进行锁紧。杆端关节轴承通过其球面内圈的作用可在一定角度范围内做倾斜运动。
所述的爪杆结构如图3 所示,连接挡块端部设计有圆角和通孔,从而能够通过中部螺栓螺母的链接实现微幅的旋转运动。爪杆带圆爪的杆右端爪部为圆弧形,其尺寸大小根据滚子链滚子套筒来确定并通过热处理确保其使用强度。杆左端设计有与杆端关节轴承内圈配合的圆轴,同时杆左端设计有与卡簧相对应的卡环。
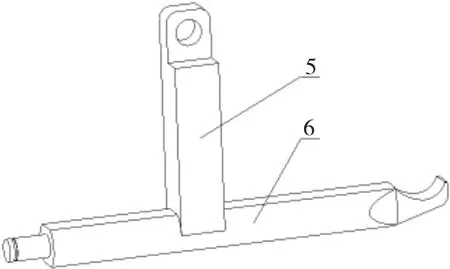
图3 爪杆部件的结构示意图
图4 所示为所述的螺杆结构示意图,调节螺杆两端螺纹旋向相反,螺杆两端分别与对应的杆端关节轴承螺接,调节螺杆中部开有供扳手插入的开口,其长度可根据实际需要进行相应的设计。工作时,旋转螺杆使两杆端关节轴承距离调大,通过杆端关节轴承内球面轴承的作用,带动两爪杆部分以中部螺栓为中心作微幅旋转运动,两圆爪距离变小从而达到圆爪对链条的夹紧。
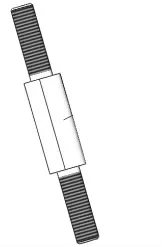
图4 螺杆的设计示意图
2 维修夹具的有限元分析
若不计各种附加动载荷,传动链条的紧边张力F1,由有效圆周力F、离心力引起的张力Fc及松边垂度引起的张力Ff所组成。传动链松边的张力F2则由Fc及垂度引起的张力kf两部分组成[5]。以上各力计算公式如下:
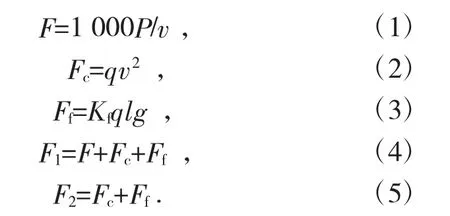
式中:P 为链传动传递功率kW;v 为紧边链速m/s;q为每米链长的质量kg/m;g 为重力加速度m/s2;l 为链轮中心距;Kf为垂度系数,滚子输送链水平工作时Kf=6~7,垂直工作时Kf=1。
维修夹具为克服传动链的受力而将其夹紧,带入各参数,链条紧边所受的张力约为50 N,则夹具所受到的压力值略比此大。夹具中爪杆的材料为调质45 号钢,螺杆材料为45 号钢,球头杆端关节轴承为不锈钢。滚子链材料35CrMo,均为各向同性,参数如表1 所示。
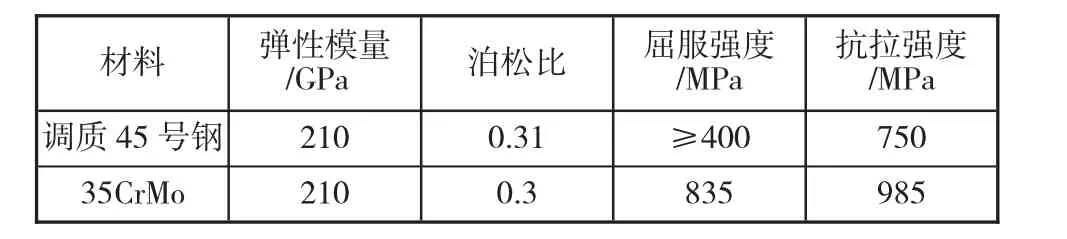
表1 材料性能参数
采用的有限元分析软件为ANSYS Workbench 17.0,其分析过程包括四个主要的步骤:初步确定、前处理、加载并求解和后处理[6]。将建立好的夹具三维模型导入ANSYS Workbench 中,定义夹具的材料属性,如弹性模量、材料密度、泊松比等。然后在Meshing 平台采用Automaic(自动网格划分)的方式对模型划分网格,网格划分如图5 所示。
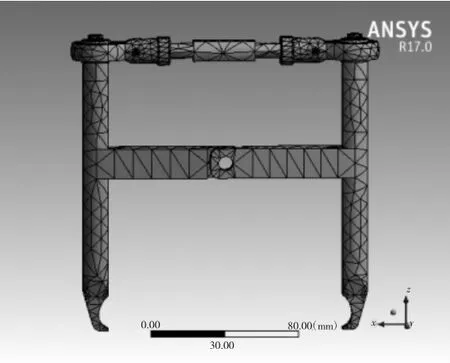
图5 夹具网格划分图
网格划分结束后,设置相应的约束条件。两端杆端关节轴承其球面内圈与爪杆固定连接,球面内圈存在着旋转副,见下页图6;两个爪杆中部螺栓连接部分同轴,也存在着旋转副。
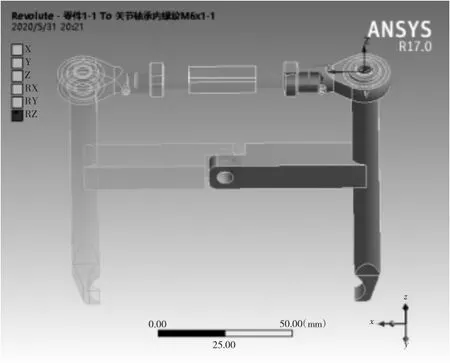
图6 添加球面内圈旋转副约束
给夹具爪杆圆弧设置正确的面载荷,计算得到夹具的有限元分析结果,图7 和图8 所示为夹具装置的应力图和总变形图。
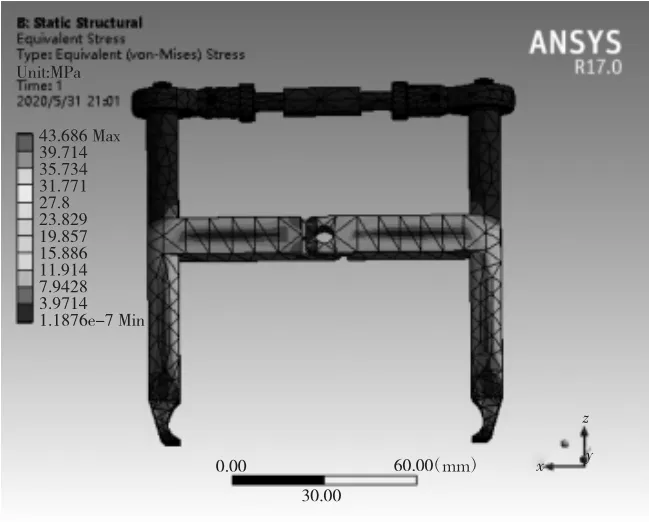
图7 夹具有限元分析结果应力图
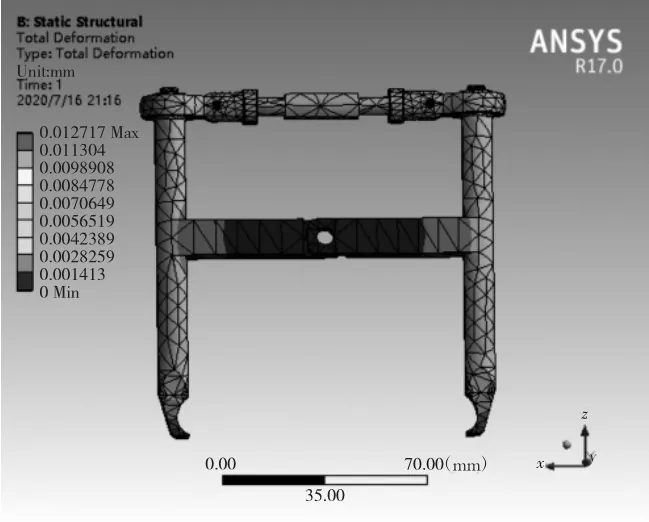
图8 夹具有限元分析结果变形图
图7 可见夹具应力最大点出现的位置和具体数值,应力值远低于400 MPa,小于材料的屈服极限,在安全范围以内。图8 中的夹具变形量是放大后画出的,最大形变位移发生在爪杆的圆弧边缘位置,位移大小为0.012 7 mm,小于一般维修夹具的变形量,因此该夹具具有足够的强度,是安全可靠的,满足其工作要求。
3 维修夹具的应用
3.1 夹具的使用方法
使用该夹具时,用扳手旋转螺杆,适当调小杆端关节轴承之间的距离,使两爪杆的下端圆爪部分张开至足以能够放入需维修链条扣或推进器的相邻滚子链的两滚子内为止,见图9。
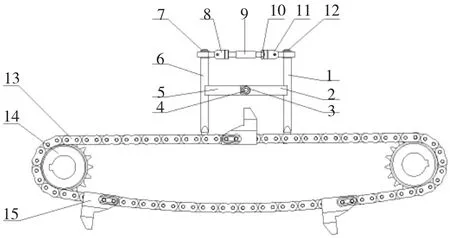
图9 夹具的一工作状态
然后,用扳手旋转螺杆不断加大杆端关节轴承之间的距离,使两爪杆的下端圆爪部分以螺栓为中心向内不断收缩,直到需更换的链条扣出现松弛状态。此时锁紧螺母,现在即可更换链条扣、链板、链轴或推进器。
维修完毕后,松开螺母,旋转螺杆减小两杆端关节轴承之间距离,使两爪杆圆爪部分慢慢松开,直到取出夹具为止。这时整个滚子链在自重、下半部分的趟势和配重的拉力下已绷得紧紧的,在确保链条被截断时不与链轮分开的前提下,整个更换工作结束。
3.2 应用效果
夹具性能评价是对设计完成的夹具的有关性能进行评价和分析,用以保证夹具设计的质量。性能评价的内容包括定位精度、加工表面精度、夹紧和加工稳定性、抵抗夹具元件变形的刚度、表面可及性等[7],通过实际应用来对其进行性能评价。
材料:“红塔山(硬经典100)”牌卷烟[由红塔烟草(集团)有限责任公司大理卷烟厂提供]。
设备:foke350S 包装机组(上海烟草机械有限责任公司)。
方法:根据DCS(Distributed Control System)系统数据,统计foke350S 型包装机使用夹具装置前后链条输送机更换链条扣或推进器的维修时间。
由表2 可见,使用夹具后因链条输送机故障的停机维修时长由40 min 减少为11 min,停机维修时长降低72.5%。使用维修夹具后,减轻了维修人员劳动强度,提高了包装机生产效率。
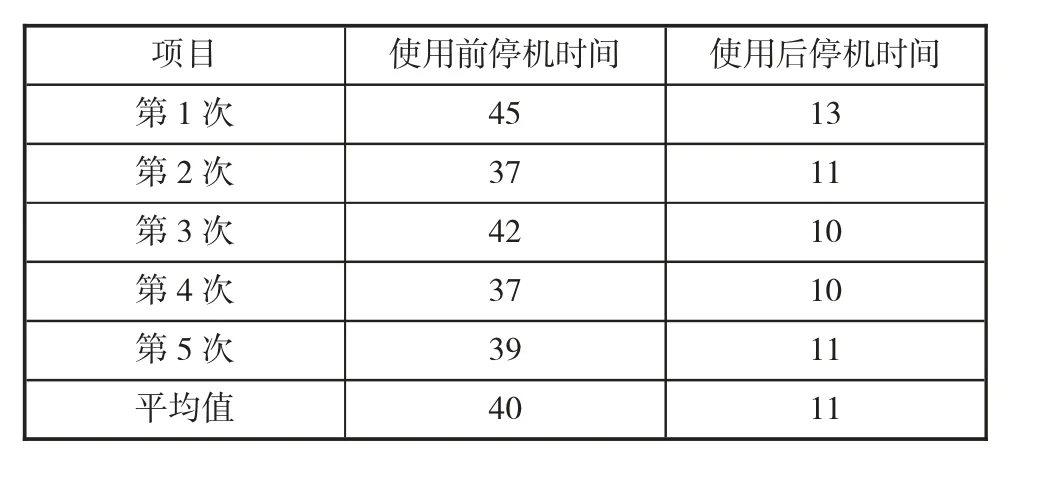
表2 使用夹具前后因链条输送机故障的停机时间 min
4 结语
该夹具结构简单,包含制造的零部件少,具有成本低、易于推广的特点。在烟草企业的包装设备上对滚子链链条扣和输送链上推进器的更换、维修,具有高效快捷的特点,可试用于其他工业企业类似规格滚子链的维修、安装和调试工作,根据链条不同的节距和需要的长度,通过加长或缩短两爪杆和螺杆的尺寸来满足不同滚子链的使用要求,具有降低人工劳动强度,提高维修效率的特点。
