不同焊接路径下的弧焊机器人焊接实验研究
2022-01-25田沙沙

摘 要:为提升焊接机器人的焊接效率与柔性水平,本文通过结合激光视觉模块与焊接路径规划模块,将焊接路径算法融入路径规划系统中,从而实现焊接零件多规格、多品种的柔性焊接。
关键词:纹理特征 焊接路径规划 振动摆弧
Abstract:To improve the welding efficiency and flexibility level of welding robot, the welding path algorithm is integrated into the path planning system by combining laser vision module and welding path planning module, so as to achieve multi-specification and multi-variety flexible welding of welding parts.
Key words:texture feature, welding path planning, vibrating pendulum arc
1 引言
弧焊机器人是焊接机器人的主要类别之一[1],对于弧焊机器人而言,提升机器人对应多类型结构件时的柔性和易用性具有重大意义。在焊接较宽焊缝或者普通角接焊缝等工件时,其核心是使用摆弧算法进行单道焊接作业。焊接机器人优化摆弧路径进行焊接作业与非摆弧路径焊接相比,可获取较宽熔宽的焊缝、简化焊接道次、缩短焊接作业时间进而提高焊接效率[2,3],且焊接表面成形效果更佳[4]。对于规格较厚的焊接零件而言,为提高板材的焊接质量与效率,需要在焊接工艺的基础上,采用多层多道焊接路径规划算法进行焊接作业,同时考虑到焊枪行走角影响着焊缝成形效果,在多层多道焊接路径规划中引入焊枪行走角,通过改变厚板焊接时的焊枪姿态进而影响焊缝成形效果[5]。
2 摆弧路径实验平台搭建
为验证本文所提出的空间斜圆圈形摆弧焊接路径有效性,通过示教模块获得起点、终点以及参考点位姿信息并通过上位机路径规划模块进行计算插补点同时下发插补命令,控制机器人根据所下发的路径点移动。通过弧焊焊枪末端装配的画笔绘制摆弧焊接路径,实验平台如图1所示。
3 不同振动摆幅下的弧焊焊接结果对比
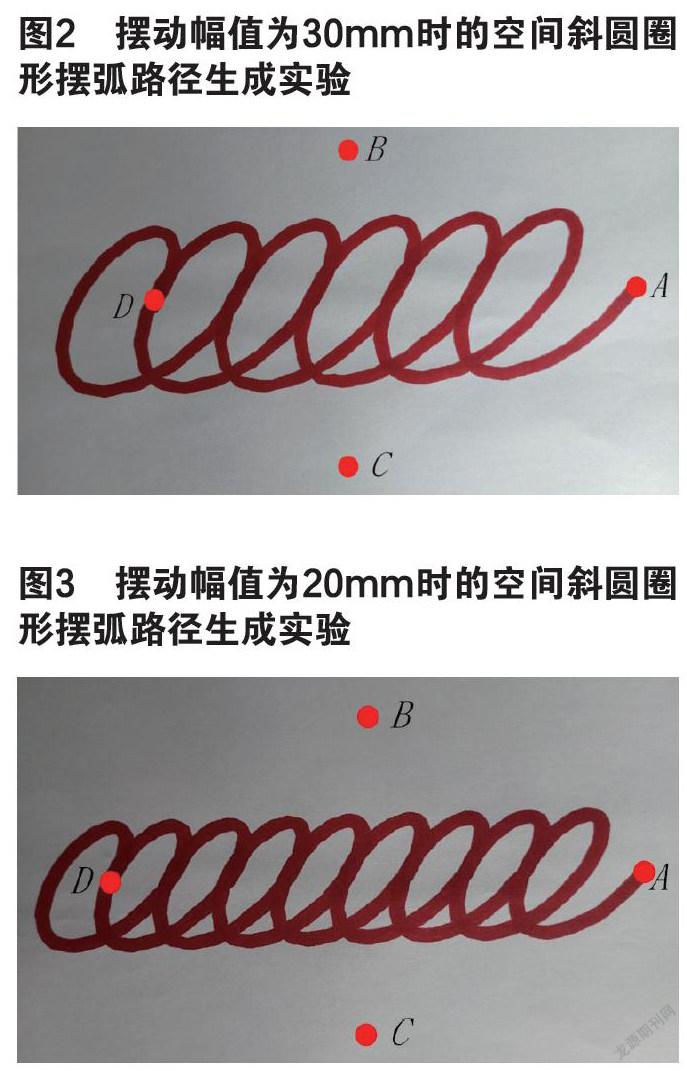
以纸上点A作为直线焊缝的起点、点D作為直线焊缝的终点,点B、C为平面上不与直线AD共线的任意一点并将其作为直线焊缝的参考点,进行空间直线斜圆圈形摆弧样式绘制实验,图2为设定空间斜圆圈形摆动幅值AMP为30mm,斜圆圈倾斜角为-45°时的机器人末端运动路径。图3设定空间斜圆圈形摆动幅值AMP为20mm,斜圆圈倾斜角为-45°时的机器人末端运动路径。
4 不同焊接路径下零件机械性能测试
本文通过焊缝拉伸试验测试焊缝质量机械性能,对获得的焊接结果进行试验验证,通过判断使用不同的焊接路径获得不同的焊缝质量。
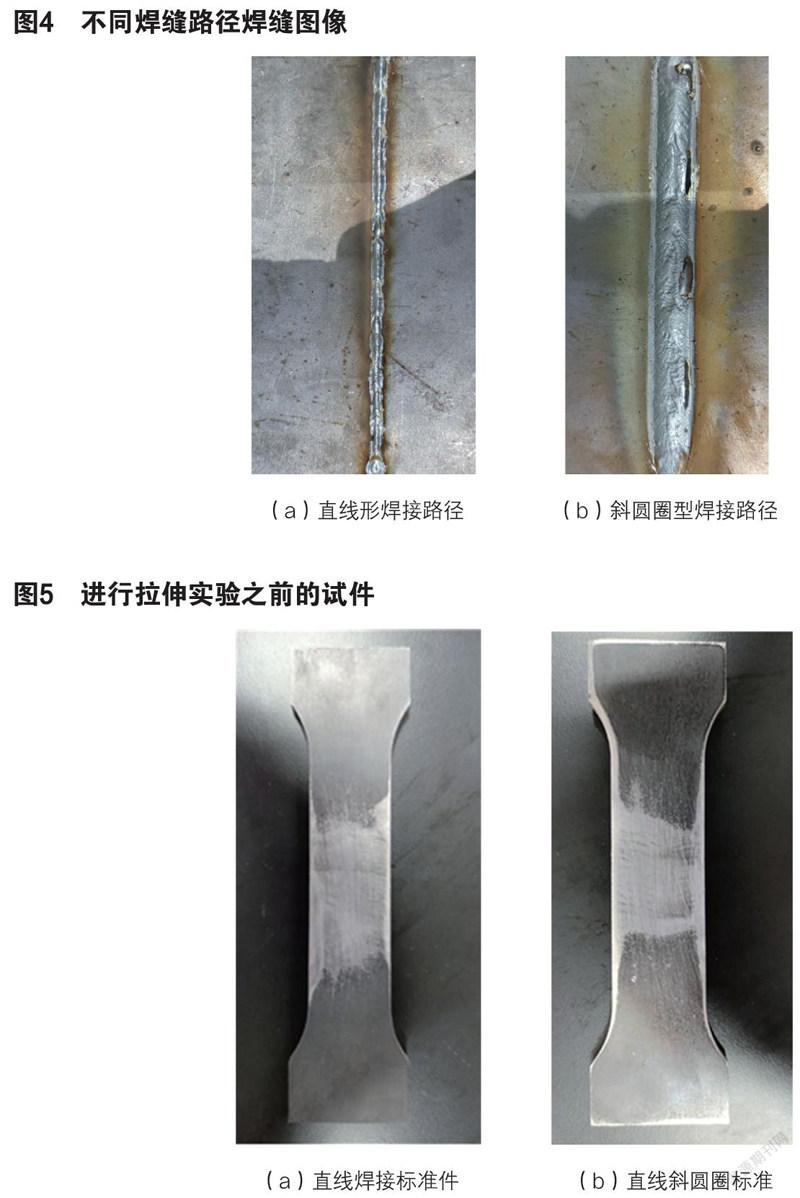
使用万能试验机进行焊后的焊接拉伸强度测试,在本节焊缝机械性能验证中,使用3.5mm厚度的碳素结构钢Q235,进行焊缝力学性能试验检测。使用不同单道焊接算法在相同焊接工艺参数条件下(焊接电流110A,焊接电压20V,焊接速度13mm/s)进行对接焊接,所获得的焊缝图像如图4所示。
根据国际标准《GB/T 2651-2008 焊接接头拉伸实验方法》中的试样尺寸作为标准,在进行拉伸实验前需要对焊接件形状进行机加工处理,同时需要将超出表面的熔敷金属使用机加工的方式除去。经机加工并将焊缝表面进行打磨后的对接标准试件,如图5所示,其中焊缝轴线位于标准试件对称中心位置。
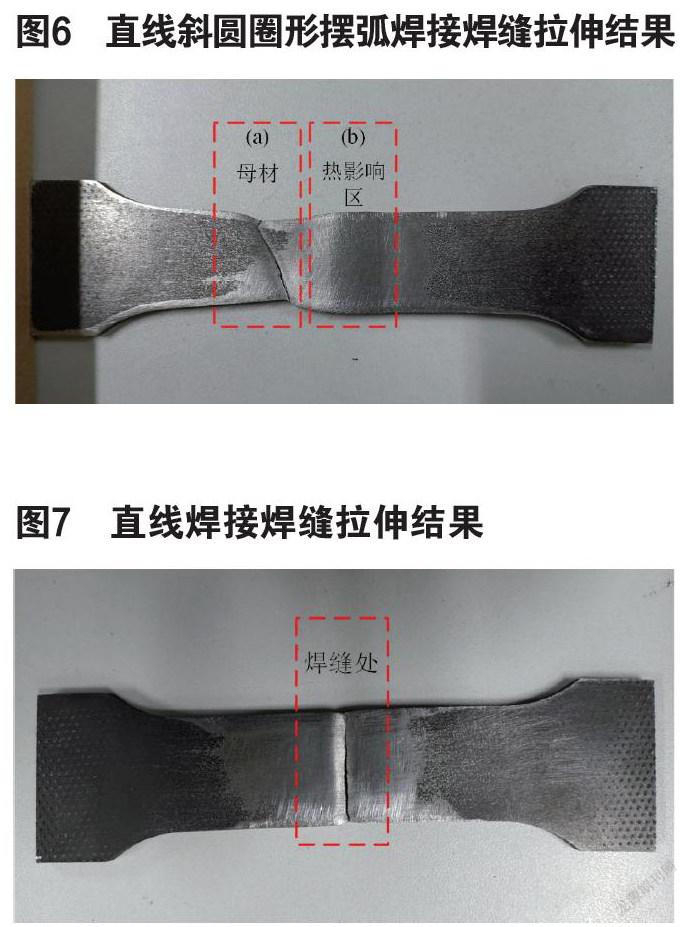
将标准件使用万能试验机进行拉伸实验,设定拉伸速度为4mm/min,在持续增加的外载荷的作用下,拉伸试样发生变形,直至试件断裂,其中斜圆圈形摆弧焊接焊缝摆弧焊接焊缝以及直线焊接焊缝的拉伸结果分别如图6,7所示。
在相同的焊接工艺参数下,图6为使用直线斜圆圈形摆弧拉伸试验结果图,。从图a可以看出使用直线斜圆圈形焊接和使用直线焊接,焊缝试件焊接位置均在母材处发生断裂,且断裂部位离焊缝和热影响区(即图中b处)较远,由此可推断焊缝热影响区的抗拉强度高于母材强度。图7所示为直线焊接焊缝摆弧焊接拉伸试验结果图,由图7可知焊接试件从焊缝位置处断裂,说明焊缝抗拉强度低于母材强度。
5 结语
本文首先搭建激光视觉示教的弧焊机器人焊接实验平台,其次进行弧焊机器人末端运动绘制,如图2设定空间斜圆圈形摆动幅值AMP为30mm,斜圆圈倾斜角为-45°时的机器人末端运动路径。图3设定空间斜圆圈形摆动幅值AMP为20mm,斜圆圈倾斜角为-45°时的机器人末端运动路径。
实验验证摆弧路径算法的正确性,同时验证所提出焊接路径算法的有效性。通过对比图6直线斜圆圈形摆弧焊接焊缝拉伸结果和图7直线焊接焊缝拉伸结果可知,在相同的焊接工艺参数下,使用不同的焊接路径算法进行实际焊接所获得的焊缝质量不同。最后通过焊缝机械性能验证试验,验证使用所提出的焊接路径算法进行实际焊接可获得较好的焊缝拉伸性能。直线斜圆圈形摆弧焊缝与直线焊接所得焊缝相比具有较好的焊缝质量。
参考文献:
[1]何广忠.机器人弧焊离线编程系统及其自动编程技术的研究[D].哈尔滨工业大学,2006.
[2]张华军,张广军,蔡春波,等.摆动焊接动态过程温度场数值模拟[J].焊接学报,2008,(02):69-72.
[3]熊烁.弧焊机器人控制技术的研究与实现[D].华中科技大学,2012.
[4]杨海涛.基于WinCE的弧焊机器人控制系统研究[D].哈尔滨工业大学,2011.
[5]高明,曾晓雁,胡乾午.低碳钢CO2激光-脉冲MAG电弧复合焊接工艺研究[J].激光技术,2006,(05):498-500.
作者简介
田沙沙:(1989.09—),女,贵州德江人,本科,中级工程师。研究方向:样车试制、总装制造。
