盾构机再制造全生命周期环节质量管控
2022-01-25朱兆盛沈建华上海隧道工程有限公司上海200137
朱兆盛,沈建华(上海隧道工程有限公司,上海 200137)
1 概述
1.1 再制造的意义
盾构机能用于在几乎所有类型的地层和不同的物理条件下开挖隧道。盾构机作为一种集机械、液压、电气、控制于一体的大型特种设备,在科技方面占据很重要的地位,为了我国的科技技术保密和进步,应该对其重复利用,提高相关技术能力和科技水平。盾构产品的大量生产、盾构法隧道大量应用可促使社会经济得以高速增长 , 企业获得良好的经济效益 。但与此同时,也将会使旧盾构的数量迅速增加 。由于盾构机运用高强度、高质量、高保障性的材料制作,所以盾构机的制作成本比较高,在推进了几个标段之后,就将其报废,这是对资源的极大浪费,也不符合我国建设循环经济的方向。
早在 20 世纪 90 年代,徐滨士院士就在国内首先提出了再制造的概念[1],盾构机在国内的大规模应用和制造已有 10多 a,盾构机再制造技术已经大范围推广,但在全生命周期管理方面的运用,还没有大范围实施。作为拥有 60 多 a 盾构机设计、制造和施工使用历史的上海隧道工程有限公司,在盾构机的翻新、维护保养和使用等方面具有丰富的经验。目前公司设计生产制造盾构机 300 多台,现有 10 m 以上超大直径盾构机 16 台,其中由海瑞克公司设计的盾构机 9台,我公司设计制造的盾构机7台。为了进一步规范大型盾构维护及管理行为,充分延长盾构使用寿命,保证盾构使用后的质量及性能。 如何处理盾构制造业的资源利用 , 加强盾构生产过程中的质量管理以确保盾构机最终投入使用 , 是目前盾构机制造发展过程中不可忽视的重要问题 。在这个全球倡导绿色、健康、安全的时代 , 盾构再制造全生命周期管理势在必行。
1.2 全生命周期管理
盾构机施工工况环境复杂,盾构机故障率和故障恢复时间有很高要求,如何掌握盾构机在从工程需求、设备功能选型、设计、制造、安装、调试、运行、施工使用、拆卸、维护保养、翻新改造、失效和改进等全生命周期中的关键信息,从而科学地管理盾构机的备品备件,对降低盾构机故障率,缩短隧道施工的建设周期,减少工程风险具有很高的使用价值[2]。如何加强这么多环节管控,每个环节对盾构机进行检查、记录、适应性控制,精细化管理,密切跟踪设备动态,提前介入设备性能评估并做好筹划准备,结合工程实际案例进行了验证、预测和分析,完善更具科学性的管理模式[3]。
盾构机全生命周期管理包括设计、制造、安装调试拆卸、使用、维修保养再制造等多个环节管控,其中基于废旧全断面隧道掘进机资源循环利用的制造模式,应用新材料、新工艺、新技术对废旧全断面隧道掘进机进行修复和改造,使其功能、性能、环保、经济及安全特性不低于原型新机的一系列技术措施称为全断面隧道掘进机再制造[4]。盾构的全生命周期分析是包括了从工厂到工地的管理,包括从原料加工到使用后维修保养再制造的全生命周期过程。
2 全生命周期管理在盾构再制造环节的应用
2.1 项目背景
北横东项目 Ⅷ 标段隧道全长 2.84 km 项目,是以超大直径盾构掘进为主体的土建工程,采用 1 台 Φ 15.53 m 泥水气压平衡盾构机—“纵横号”施工。北横 Ⅷ 标盾构线路如图 1 所示。

图1 北横 Ⅷ 标盾构线路图
该盾构原成功应用于上海市北横通道新建工程 Ⅱ 标隧道,盾构掘进总里程 6426 m。针对北横通道 Ⅷ 标段隧道项目的工程特点和难点,对其进行适应性再制造,并采取相应的针对性措施。基于旧盾构机资源循环利用的制造模式,通过技术匹配、性能强化、功能优化等手段,综合实际施工需求,对盾构机再制造过程进行全生命周期管理,最大程度地提高盾构设备生产的创效能力,可大幅节约投人成本,缩短施工工期,促进轨道交通建设。
2.2 盾构机适应性再制造关键技术
2.2.1 复合式切削刀盘
本项目隧道掘进施工区间地质复杂,穿越特殊地层包括砂性土层、(微)承压水层,在盾构掘进过程中容易引起开挖面失稳、盾尾渗漏、管片渗水等问题,控制难度大,对刀盘进行适应性再制造,配置复合式切削刀盘,保证切削直径15560 mm,开口率 30%,对刀盘中心块钢结构、6 根主幅条和 6 个扇形块进行翻新改制。全新刀具和边块的改造和升级,装有中心刀、刮刀、撕裂刀、先行刀等高耐磨刀具,并在刀盘上设置了常压可更换重型贝壳刀和焊接式撕裂刀,以应对隧道掘进时会遇到的钢筋混凝土灌注桩,刀盘示意图见图 2。通过磨损监测系统进一步跟踪刀具的磨损状况,避免了出现刀具过量磨损而没有及时更换刀具的情况,进而影响了整个工程的质量和工期拖延。

图2 复合式切削刀盘示意图
(1)完成切削刀盘的勘验工作。原应用于上海市北横通道新建工程 Ⅱ 标隧道的 Φ 15.53 m 超大直径泥水加压平衡盾构机于 2019 年 8 月对完成掘进的 Φ 15.56 m 盾构刀盘进行勘验,勘验结果见表 1。

表1 北横通道 Ⅱ 标隧道掘进完成后 Φ 15.56 m 刀盘勘验情况
(2)根据勘验结果,确定刀盘修复和再制造的方案:复合式切削刀盘修复和再制造的过程包括:维修直径 15560 mm刀盘结构,包括刀盘中心块裂缝修复,结构加强,刀臂修复,加固耐磨保护,维修磨损检测,中心冲洗管路修复;恢复刀盘初装刀,检查刀具磨损情况,维修保养,采购新刀具更换;翻新刀盘常压换刀装置,拆除、更换,重新安装和测试;吊攀探伤检测;中心接管翻新;刀盘吊架、刀盘拼装用搁凳翻新;采购和补缺刀盘工地安装用备件,刀盘修复和再制造的步续以及具体维修保养方案如表 2 所示。

表2 刀盘修复和再制造的步续以及具体维修保养方案
(3)切削刀盘修复和再制造过程加强质量管控。复合式切削刀盘修复和再制造的过程中进行质量控制流程见图3。刀盘修复后用水准仪测量所有齿刀水平高度尺寸,所有焊接型贝壳刀焊接后测量焊接式贝壳刀高度、半径,有边刮刀半径与高度尺寸。最后,经过质量检验,复合式切削刀盘刀具的种类、质量、数量满足再制造设计要求。对刀盘进行探伤检查,刀盘裂纹处进行探伤检验,刀盘的结构尺寸、强度、刚度和耐磨保护满足再制造设计要求。焊缝质量应符合GB—T 12467.1—2009《金属材料熔焊质量》的规定。

图3 刀盘修复和再制造质量控制流程
2.2.2 主驱动
主驱动是盾构机关键核心部件,为满足主驱动高压工况长距离施工的性能可靠,对主驱动进行状态评估和适应性再制造。
图 4 为驱动装置的结构示意图,法兰盘通过机械方式与中心刀盘法兰面连接。内外周两层特殊的密封系统主要由各自唇形密封和附带在屏形密封之前组成的腔体中油脂和压力气体密封组成,能够使主驱动齿轮腔防止泥沙的侵扰。完整可靠的主驱动密封一方面通过注入并保持一定压力的润滑油脂,给主驱动轴承提供良好的运转环境;另一方面,带有一定压力的润滑油脂向盾构机土仓侧强制挤出,可以有效地防止土仓内的泥沙进入主驱动内部,造成部件磨损而失效。若施工过程中因密封损坏或磨损间隙过大等问题而造成主轴承齿轮油泄露或泥沙颗粒进入齿轮箱,引起主轴承或齿轮损坏,导致盾构机瘫痪,将给隧道施工工程带来非常严重和不可估量的经济损失。

图4 驱动装置的结构示意图
(1)刀盘驱动装置的勘验工作。主驱动拆解勘验的主要内容如表 3 所示。
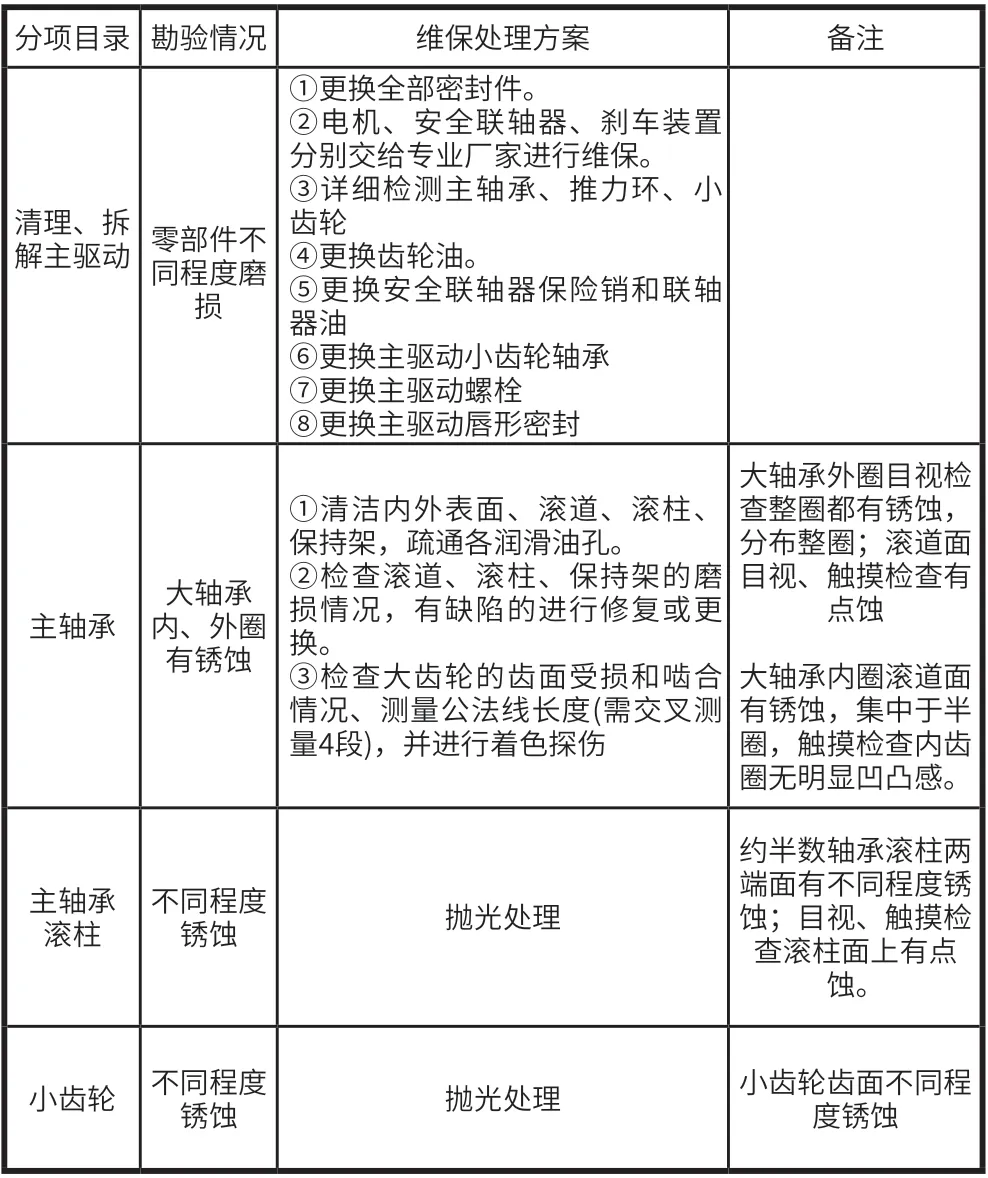
表3 主驱动拆解勘验的主要内容
(2)根据勘验结果,确定刀盘驱动修复和再制造的方案。对大轴承的勘验结果显示:对滚道面和齿圈进行了探伤,未发现裂纹;在滚道和滚柱表面发现锈斑,人工抛光无法去除,这会影响轴承使用寿命。只有在锈迹问题进行修复后,才能保证该轴承在后续项目中的适用性。此类轴承的翻新工作,只能在授权轴承厂家的德国工厂进行,德国厂家鉴于锈蚀情况,对轴承进行机械性的翻新修复,包括出现锈迹的滚道修复,以及更换所有滚动结构(滚柱和保持架),对轴承重新组装并检测,所有数据符合厂家对新轴承的技术要求。
(3)刀盘驱动修复和再制造过程加强质量管控。驱动各部件修复后重新组装,组装过程中进行质量控制,质量控制流程如图 5 所示。安装用紧固件应符合钢结构高强度紧固件的有关标准,否则需更换。大轴承吊装于本体内,并按要求的扭矩用相应的紧固件将其固定。将驱动减速机吊装于相应孔内,并按要求紧固,紧固扭矩应符合图纸规定。在组装时注意不得漏装零件及密封件,组装后检查调整配偶齿轮的侧隙。加注规定牌号的大轴承润滑油。组装完成后进行气密性检查。

图5 刀盘驱动修复和再制造质量控制流程
2.2.3 总体再制造
本项目盾构机适应性再制造除关键部件刀盘、主驱动再制造以外,还包含盾构机的拼装机、推进系统、泥水系统液压驱动系统、工业水系统、工业空气系统和油脂系统等的整机总体再制造,针对本项目工程特性,对每个系统设备进行勘验维修保养针对性改制,确保盾构机各设备性能可靠,满足隧道掘进施工。北横通道新建工程Ⅷ标段隧道工程Φ15.53 m 泥水气平衡盾构于 2021 年 7 月中旬开始落实盾构机井下安装,同时将开展对原应用于长江隧道的 Φ15.43 m盾构维修保养再制造工作满足上海银都路越江隧道的推进施工要求。
3 结 语
随着全国盾构机市场保有量越来越多,盾构制造企业开始关注盾构的全生命周期管理,作为一种新理念和新举措在盾构掘进装备制造各个环节中进行监测控制、统筹管理,可以进一步提升高端制造技术管理水平和产业发展质量。全生命周期管理是产品从出厂到使用到维修保养再制造全过程中的一种系统的、全过程的管理。本文通过分析高端装备再制造,引入结合北横通道Ⅷ标隧道工程项目特点及施工难点风险,北横通道新建工程Ⅷ标段隧道 Φ15.53 m 超大直径泥水气平衡盾构机的再制造关键技术(刀盘、主驱动、拼装机等)的适应性再制造方法,为上海隧道工程有限公司现有大型盾构共 16 台的维护及再制造管理行为,充分延长盾构使用寿命,保证盾构使用后的质量及性能提供了参考及借鉴价值,对推动高端隧道掘进装备制造的发展和切实提高盾构设备的利用率有着重要的参考价值和指导意义。