退火工艺对纯钨电阻点焊电极显微组织性能及使用寿命的影响
2022-01-23钟昌炽
钟昌炽
(赣州虹飞钨钼材料有限公司,江西 赣州 341008)
电阻点焊主要应用于金属薄板结构件中,因其具有低能耗、低成本、高质量、高效率、且易于实现自动化、使用方便等优点,被广泛应用于汽车制造、航空航天、家电制造、仪器仪表等众多领域。电阻点焊电极作为向焊件传输焊接电流、施加焊接压力并消散焊接区热量的载体,在长时间工作中由于反复承受高温高压的联合作用,极易发生损坏,从而致使电极材料出现塑性变形、裂纹、剥蚀、合金化、自愈合、再结晶、热疲劳等失效形式[1-3]。
随着各种有色金属材料的出现并广泛应用,焊接工件朝着小型化、结构复杂化,并兼具高导电、高导热的特性方向发展,传统的铜合金电极难以适用于日益苛刻的焊接条件,纯钨电阻点焊电极应运而生,并得到了越来越广泛的应用[4]。电极是电阻点焊工作过程中最关键的部件,电极材料性能的优劣直接影响点焊的焊接质量和焊接效率。电阻点焊电极经过多次反复使用后,在交变热应力的作用下会引起热疲劳,从而导致电极材料产生开裂而失效,而电极开裂不仅大幅度降低电极材料的使用寿命,更直接影响焊接生产效率[5]。纯钨电阻焊电极塑性加工后的退火过程是控制电极材料微观组织及性能、保障其使用寿命的关键[6]。本文通过对比不同高频退火工艺下的纯钨电阻点焊电极的组织性能差异及点焊使用情况,分析材料显微组织特性对纯钨电阻点焊电极使用寿命的影响。
1 试验材料及方法
1.1 试验材料
本次试验采用赣州虹飞钨钼材料有限公司生产的HWP3N5纯钨圆棒,棒材直径为Φ18.0 mm,钨棒密度为18.0 g/cm3,晶粒度为3 000~5 000个/mm2。其化学成分如表1所示。

表1 HWP3N5纯钨圆棒化学成分
1.2 试验方法
选择同一批次、同一炉号的中频烧结纯钨圆棒,通过公司KOCKS三辊Y型轧机连续轧制及归圆制备Φ9.4 mm的纯钨杆,然后将轧制后的纯钨杆进行不同退火温度的高频退火处理,以制备不同显微组织特性的纯钨杆,退火工艺参数如表2所示。高频退火后的纯钨杆经旋锻、定长切割、磨光、机械加工、去应力退火后制备成Φ4.0 mm的纯钨圆柱,再通过紫铜镶嵌处理制备成铜镶钨电极。最后将铜镶钨电极进行电阻点焊试验及材料组织性能分析。

表2 纯钨圆棒高频退火处理工艺参数
2 试验结果及分析
2.1 纯钨电阻点焊电极原始显微组织形貌分析
分别取三种高频退火处理工艺参数下的纯钨电阻点焊电极进行原始显微组织特性的分析,材料的硬度和晶粒数如下页表3所示,×1 000倍的横向显微组织形貌如下页图1所示。

图1 不同退火工艺的显微组织形貌

表3 不同高频退火工艺的纯钨电阻点焊电极硬度和晶粒数
通过对比3种高频退火工艺参数下的电极材料横向截面组织特性,可以发现:1号工艺的钨晶粒发生了明显的再结晶长大,晶粒长宽比较小,晶界趋于平直,呈明显的等轴晶特征,材料硬度出现明显的下降;2号工艺钨晶体出现了部分再结晶,晶界发生迁移,钨结晶大小形态差异较大,材料硬度出现一定程度的下降;3号样钨晶粒出现少量的晶粒长大,整体晶粒度未发生明显的形态变化,材料的硬度变化较小。
2.2 点焊测试后电极材料组织特性分析
在相同的工况下对三种不同高频退火工艺的纯钨电阻点焊电极进行点焊测试,试验结果如表4所示。取样对比分析失效后的1~3号样品的微观组织形态,各样品在200倍金相显微组织及裂纹扩展情况如图2所示。
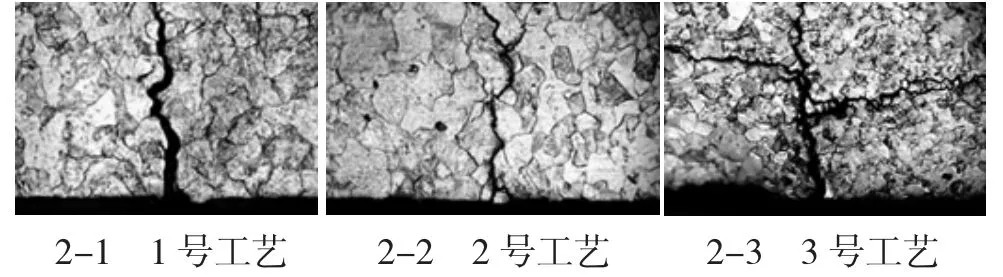
图2 点焊测试后微观形貌

表4 不同高频退火工艺的纯钨电阻点焊电极点焊测试结果
点焊测试结果表明:2号退火工艺下的纯钨电阻点焊电极点焊使用寿命长,打磨次数少,综合使用性能最佳。观察1~3号样品失效后的横向截面微观组织及裂纹扩展情况,可以发现纯钨电阻点焊电极在使用过程中均发生不同程度的在晶粒粗化情况,微裂纹均从电极材料焊接面的边缘向心部扩展,裂纹扩展深度及组织劣化程度为3号样品>1号样品>2号样品。1号样品裂纹扩展间距较大,2号样品裂纹间距相对较小,3号样品裂纹尺寸间距居中,但同时出现横向分叉裂纹。
3 试验结果讨论
1)纯钨电阻点焊电极材料的显微组织特性对其使用寿命有明显的影响,通过高频退火工艺将电极材料的晶粒度控制在10 000~12 000个/mm2,硬度(HV)控制在405左右,能够显著减少材料的打磨次数,增加有效点焊使用次数,从而提升电极材料的使用寿命及综合性能。
2)纯钨电阻点焊电极材料在焊接过程中,焊接面区域晶粒会出现明显的粗化,热疲劳产生的微裂纹均从材料焊接面的边缘向心部扩展。
