热轧线花纹卷扁卷问题的研究
2022-01-23张晓勇严颖云
张晓勇,鞠 科,严颖云
(广西柳州钢铁集团有限公司,广西 柳州 545002)
热连轧生产线生产花纹板的特点是精轧前机架均使用平辊,仅末机架上的工作辊为花纹辊。在薄规格花纹卷的实际生产过程和运输过程中,产品质量主要受豆高系数、工艺温度、张力参数、卷径变化以及外部其他等因素的影响。除了钢卷在卷取过程中自然产生的扁卷外,从卷取机卷筒卸卷出来后,钢卷受本身的自重影响,在卧卷运输过程中也容易出现扁卷问题,严重时会因无法平整而产生废品,对产品质量带来不利影响。
1 花纹卷扁卷的主要原因分析
1.1 温度因素
薄规格花纹卷在卷取过程中,层流冷却目标温度越高,花纹豆越容易产生挤压而发生变形,从而产生间隙,随着带卷数越来越多,累计起来的层间隙也越来越大,扁卷也会更加明显。取同样厚度规格的花纹卷在不同温度条件下进行实验对比,产生扁卷的数量如表1所示。
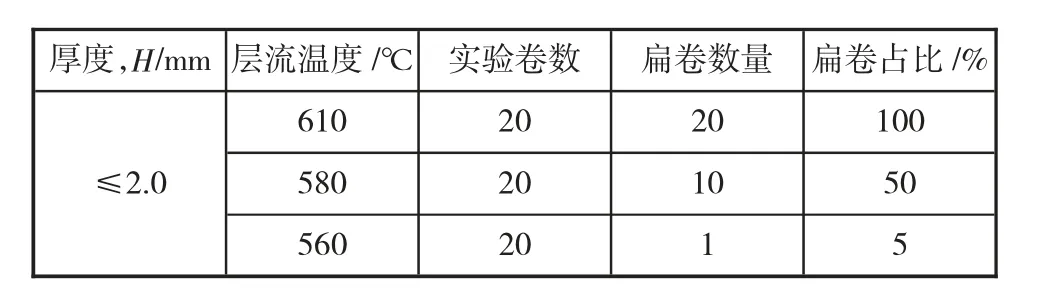
表1 温度实验数据统计
1.2 受力因素
花纹卷在卷取过程中,因花纹豆的存在,层与层之间不可避免地存在间隙,特别是在内圈卸卷脱离卷筒后及外圈卸卷接卷过程中高度过低时,会加大间隙产生扁卷。同时,如果带钢实际张力达不到单位卷取张力时,层间隙也会相应增加,尤其是在薄规格花纹卷上表现得更加明显。
1.3 豆型因素
原始花纹豆型主要考虑豆高问题,若设计的豆宽较窄、豆深较大、豆边角度较小,轧制薄规格花纹板时易出现轧破甩尾等情况,异常轧制还会造成应力集中,从而出现裂纹、崩豆等缺陷,由于崩豆后产生的裂纹较深,将导致花纹辊直接报废,造成较大损失。
1.4 卷径因素
钢卷在卷取完成前,卸卷小车会在预定高度等待,但是在轧制花纹板时,由于二级模型只有光板的钢卷直径,导致轧制花纹板时小车的预定高度与实际偏差较大。实际钢卷大时,钢卷会提前压在小车托辊上,引起小车托辊粘肉或者压偏钢卷外圈发生溢边;实际钢卷小时,钢卷定尾完成后仍接触不到小车,会引起钢卷松圈后间隙变大,在钢卷运输过程中产生扁卷情况。
2 花纹卷扁卷的改善措施
2.1 优化卷取目标温度
将卷取目标温度由原来的610℃优化至560℃。通过降低目标温度,花纹卷的扁卷问题得到大幅改善,因扁卷产生的废品率大大降低。
2.2 优化层流冷却
由于薄规格花纹板轧制速度快,带钢上表面因花纹豆的存在很容易产生积水问题,导致卷取温度波动大,出现局部温度高于目标值的情况,从而产生扁卷问题。
2.2.1 优化层流水阀选择
增加头部强冷功能,因薄规格花纹板温降较快,通常只选择1组强冷组数(上下排对称开启),而后根据二级模型自动设定仅开下排水进行调节。头部强冷功能既能起到冷却的目的,又可以对末机架的头部进行压头控制;之后的模型调节仅开下排水的目的是减少上排水量;通过改变上下表温差来减少头部飞翘情况,同时也可减少上表过多积水问题。
2.2.2 改造层流侧喷水
通过对轧制过程进行观察发现,带钢上表面的积水除了上排集管水以外,还有带钢的两侧冒上来的下排水以及侧喷水的积水,特别是精调之后只有单侧的一个侧吹水,带钢表面的积水很难吹扫干净,于是决定在精调末段增加顶吹水,并在侧面增加气吹装置,这样就大幅减少了带钢上表的积水问题。顶吹水改造情况图1所示。

图1 改造后的顶吹水
2.3 优化张力参数
带钢实际张力与单位带钢卷取的设定张力不一致,主要是由于卷筒电动机力矩的设定值(电机输出力矩)与带钢卷取力矩设定值偏差引起的。卷筒电动机力矩设定值的计算方法:
式中:TREF为卷筒电动机力矩设定值,%;TMAX为卷筒电动机最大力矩(固定值),N·m;TM为卷取机机械摩擦力矩,速度一定时,其值为固定值,N·m;TF为卷筒电动机张力力矩,N·m;TB为卷筒电动机弯曲补偿力矩,N·m;TI为卷筒电动机惯性补偿力矩,N·m。
通过力矩公式可以看出,影响卷筒电动机力矩设定值的变化量有:张力力矩、弯曲补偿力矩和惯性补偿力矩,而张力力矩为过程可调参数,因此,通过调节卷取张力可改善扁卷问题。但是考虑到张力对成品宽度、卷形的影响,结合宽度、卷形在不同张力情况下的变化情况(见表2),并通过整理实验数据,最终选择最优张力在60~70 kN之间。

表2 张力实验数据统计
2.4 优化豆型设计
针对前期出现的花纹辊豆型尖锐、容易被挤压变形而产生的扁卷问题,在原有基础上对豆型进行了优化,在后续的生产中豆型损伤问题得到彻底解决,扁卷问题得到有效改善,具体优化如图2所示。
从图2可知,豆型宽度从原来的5.5 mm加宽到9 mm;豆深从原来的4 mm降到3.5 mm;豆边夹角从原来的70°增加到90°;花纹刀圆弧角从原来的1.5 mm加大到2.5 mm。

图2 豆形优化图(mm)
2.5 卷径优化计算
花纹板的带钢长度没有进行二级模型设定,可以采用已有的光板带钢长度进行推导,得出花纹板长度的计算方法:

式中:V为钢坯体积,mm3;ε为成材率(假设花纹板与光板一致);H为带钢厚度,mm;W为带钢宽度,mm;L为带钢长度,mm;β为带钢断面花纹豆所占面积比;HB为花纹板带钢厚度,mm;LB为花纹板长度,mm。
根据图2的花纹样式可以计算出:带钢断面花纹豆所占面积比β=0.16,带入公式(2)推导出:

根据公式(3),按照二级模型设定的光板长度,计算出花纹板长度,再结合豆高设定,便可计算出真实的钢卷直径。这样就保证了卸卷小车预定高度的准确性,从而解决了定尾异常问题。
3 结论
1)极限薄规格厚度的花纹板扁卷问题主要受温度、豆型、张力以及卷径等因素的影响,而这些关键参数的调整需要通过多次实验数据的收集和验证才可确定;过程中单独调整某个参数时,需考虑对其他因素产生的影响。
2)经过多次针对性的实验对比,综合考虑各控制参数的相互影响变化,通过优化调整,更加有效地改善了扁卷问题,在提升生产效率的同时,也节约了下道工序的加工成本。
