磁流变射流技术材料去除可行性分析*
2022-01-18张效钰汪庆华李佳星万筠钱
张效钰,汪庆华,李佳星,万筠钱
(西安工业大学 机电工程学院,陕西 西安 710021)
0 引言
磁射流抛光技术首先由美国的QED公司提出,并对磁射流抛光的概念和技术实现进行了验证,于1999年申请了美国第一个关于磁射流抛光技术的专利[1],在2003年,QED公司又对磁射流抛光装置进行了改进,并申请了相关专利[2]。之后,QED公司运用该技术对带有球差和像散的平面进行了修形,利用相关装置和去除函数,最终使表面粗糙度的RMS(均方根)从几十纳米降低到几个纳米,证明了该技术的抛光能力[3]。2005年QED公司抛光了一个材质为熔石英玻璃的半球形头罩,使其表面质量得到了将近十倍的改善,有力地证明了该技术对复杂形状零件抛光的应用效果[4]。QED公司进一步对磁射流抛光机理进行了一系列的研究,利用“M”形去除函数对磁流变液有无磁场时的液柱变化进行对比研究,并于2006年利用磁射流抛光技术对多晶氧化铝(PCA)的圆形罩进行了抛光,证明了磁射流抛光具有对复杂形腔、模具或其他医疗器械的小工具和保形光学元件成像系统的修形能力[5]。在后续磁射流发展的过程中,QED公司一直致力于磁射流抛光技术在保形光学元件抛光中的应用研究[6,7]。
韩国Seok J等[8]于2007年对磁流变液的磁场束流模型进行了研究。2015年韩国工业大学机械设计工程系Kim等[9]对磁射流抛光液、流体剪切力模型和去除函数进行了一系列的研究。
2007年国防科大张学成[10]对该技术的基础理论进行了研究,包括几种工艺参数(如冲击角、工作距离、射流速度、磁场强度)对材料去除的影响,以及材料的去除机理、装置简图和去除函数。之后,张学成等利用其M形去除函数通过外加旋转的方式,获得了较为理想的高斯形去除函数[11]。2009年国防科大戴一帆等[12]在后续的研究中利用磁射流抛光技术对波纹度进行了去除实验。
2013年北京理工大学的Wang T等利用磁射流抛光对工件上小区域误差进行了修正处理[13];2014年Wang T利用磁射流去除函数为M形状的特点,当两次切削轨迹的距离合适时,可以实现将M形看成V形的去除函数[14],当磁射流喷嘴进行圆周运动时,可以将M形去除函数变为高斯形状去除函数[15]。在之后的几年里,北京理工大学程灏波研究团队继续对磁射流抛光的一些基本理论进行了研究:2015年Wang T等[16]对磁射流抛光镜面过程中产生的中频误差进行了PSD分析,并设计了一种特殊轨迹用来抑制加工后产生的中频误差;2017年Yang H等[17]针对磁射流抛光过程中的喷嘴处磁场束形过程进行了有限元分析,研究了不同性质喷嘴对磁射流束的束形作用,并对比分析了在抛光过程中磁射流有无磁场时的去除函数,进而研究其有效抛光距离;2018年Yang H等[18]对磁射流抛光小工件边缘位置进行了研究,分析其边缘效应等问题,并设计了一种斜切形去除函数对小工件边缘进行抛光。
2020年中国科学院大学的海阔在已有磁流变射流抛光装置的基础上,开发出了新的循环搅拌系统,提出并构建了磁射流抛光精密光学元件中去除函数区域的粗糙度分布机理及其随时间的演化模型,然后通过在实验元件光学表面上进行定点抛光实验,验证了理论模型的有效性。通过控制单点抛光的停留时间,可以有效地降低表面粗糙度,从而提高工件的表面质量[19]。
综上所述,磁流变射流加工对光学元件的加工取得了一定的成果。本文通过光整加工的加工方式来分析当加工工件为45钢等金属材料时,是否可以通过磁流变射流技术来进行加工。以45钢为加工工件时,对比工件加工前后质量的变化来判断工件表面材料是否可以去除,并进行实验验证。
1 磁流变射流技术的原理
磁射流抛光技术(Magnetorheological Jet Polishing, MJP)是射流技术和磁流变技术的结合,是一种小磨头确定性抛光技术。该技术利用喷嘴出口附近的局部轴向磁场对磁流变液射流束产生稳定作用,保持束径在长距离内基本不变,形成稳定的细长射流束,大大提高了确定性抛光去除函数的稳定性。磁射流抛光技术使用准直的硬化射流束喷射到放置在一定距离处的工件表面,借助磨料颗粒的剪切作用达到材料去除的目的,以可控的方式实现抛光和修形。
2 磁流变射流光整加工装置
磁流变射流光整加工装置包括:喷射装置、磁场发生装置、动力装置、回收装置等。其中,喷射装置主要由锥形喷嘴组成,磁场发生装置由电磁线圈、绝缘橡胶片、套筒以及直流电源组成,动力装置由气动隔膜泵与空气压缩机组成。
本文磁流变液由基液、羟基铁粉、非磁性抛光粉、表面活性剂、抗氧化剂及其他功能的添加剂组成。配置好的磁流变液为水与磨料分离状态,通过搅拌装置进行10 h的充分搅拌后方可进行使用。
要保证磁流变液射出为准直的状态,需选用锥形喷嘴,此外锥形喷嘴要有较好的磁导性,且喷嘴的出口应当在电磁线圈轴线方向整体的1/2处。电磁线圈与直流电源相连,产生能磁化锥形喷嘴的匀强磁场。电磁线圈外部的绝缘橡胶片既可以起到绝缘的作用还可以防止光整加工时磁流变液飞溅到线圈内部导致短路的情况发生。套筒不但可以使线圈马步式缠绕更方便而且在更换锥形喷嘴的时候不需要再次缠绕线圈,只需将锥形喷嘴进行更换即可。喷射装置与磁场发生装置的结构示意图如图1所示,锥形喷嘴1与套筒4相连,套筒4与绝缘橡胶片3、电磁线圈2相连接。

1-锥形喷嘴;2-电磁线圈;3-绝缘橡胶片;4-套筒
本文搭建的磁流变射流加工装置整体结构简图如图2所示。将磁流变液加入到回收装置13中,并用搅拌装置12进行搅拌,进行搅拌后的磁流变液通过进料管1进入到气动隔膜泵4中,空气压缩机2通过变径进气管3将气体冲入气动隔膜泵4中形成压力差,使在气动隔膜泵4中的磁流变液进入到出料口5中,进入出料口5的磁流变液进入到锥形喷嘴8中,喷射出磁流变液对工件11进行光整加工,当磁流变液对工件11进行光整加工后磁场的作用消失变为牛顿流体,进入到回收装置13中并用搅拌装置12对其进行搅拌,形成循环。装置使用时可以通过调节出料口5处的压力大小来改变射流的速度,电磁线圈9与直流电源相连,通过改变直流电源电压的大小可以改变电磁线圈9处的磁场大小。因为套筒11的存在,可以根据需要直接更换不同口径的锥形喷嘴8。磁流变射流加工装置实物如图3所示。
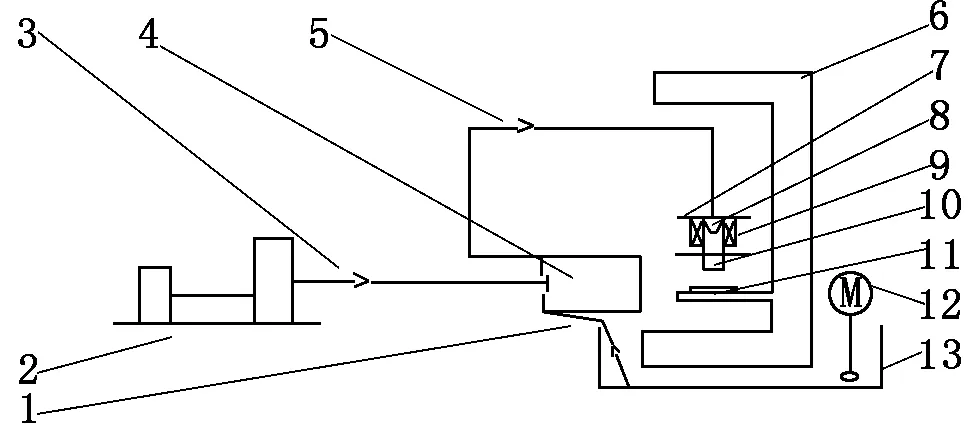
1-进料管;2-空气压缩机;3-变径进气管;4-气动隔膜泵;5-出料口;6-钻床;7-绝缘橡胶片;8-锥形喷嘴;9-电磁线圈;10-套筒;11-工件;12-搅拌装置;13-回收装置

1-空气压缩机;2-气动隔膜泵;3-为钻床;4-为加工工件;5-喷射装置;6-出料管;7-进料管;8-进气管;9-空气压缩机出气口
3 工艺参数的设置
影响磁流变射流加工结果的主要因素有:电流的大小、射流速度、加工时间以及磨粒浓度即磁流变液的选择等。
本文实验选择的工艺参数如下:空气压缩机压力为0.6 MPa,电磁线圈电流为1.11 A、靶距为140 mm、射流速度为18 m/s、喷嘴口径为2 mm、加工时间为15 min。
4 实验结果
取一块长为102 mm、宽为62 mm、高为6 mm的45钢板作为工件,用电子秤测量出工件的初始质量为105.48 g,用搭建好的磁流变射流加工装置对板材进行加工。当加工后的板材质量有所减小,那么则证明本文所配置的磁流变液能对板材进行材料去除,反之,则证明不行。利用磁流变射流加工装置对工件进行加工后,经充分干燥处理用电子秤测量出工件质量为105.44 g。
5 结论
本文通过磁流变射流加工的方式对45钢进行了材料去除的可行性分析。通过对比工件加工前、后质量可知,在磁流变射流加工后工件质量有所减小,证明了磁流变射流加工对45钢材料去除是可行的。
