基于轴承状态信号的压缩机故障诊断及分析
2022-01-18陈忠伟许少凡钟龙风
陈忠伟 许少凡 钟龙风 於 迪
(1.海洋石油富岛有限公司 海南东方 572600;2.广州机械科学研究院有限公司设备润滑与检测研究所 广东广州 510535)
压缩机是可以提高气体压力和输送气体的机械装置,通过储存部分气体介质,提高气体压力,形成具备一定压力和流量的气体,在冶金、石油开采、化工等领域有重要应用[1]。轴承的性能对系统正常运行具有重要意义,轴承故障会导致设备停机,严重时可能造成严重事故和重大经济损失。
轴承基本状态参数包含大量的机械运行状态信息,状态监测系统在设备运行中采集轴承运行状态信号,通过对这些信号进行分析、处理、变换和识别,可以判断设备的运行状态[2]。LIN和WU[3]依据往复式压缩机的缸盖振动信号进行简单分析探究,判断压缩机内部的运行状态。SAFIZADEH和LATIFI[4]针对振动故障,采用多源信息融合方法进行诊断研究。
油液监测技术是指对机器在用润滑油进行定期取样检测,分析油品理化指标和磨损指标的变化情况,实现对机器设备产生的故障进行有效诊断的目的[5]。赵桂芹等[6]采用铁谱分析设备检测油液中的磨粒情况,进而对压缩机工作状态进行预测与诊断。
海洋石油富岛股份有限公司化肥二期合成氨装置包括合成气压缩机组(103J/JT)及冷冻氨压缩机组(105J/JT),两台机组共用一个油箱,使用的润滑油为MOBIL DTE LIGHT汽轮机油。两台机组自2003年9月投入运行以来,压缩机运行较为稳定。2006年3月与2009年3月停车检修时,发现油箱内壁上和油面上有少量胶状成块的黑色异物,但轴承没有明显异常。2013年3月,机组润滑油更换为SHELL TURBO J32。2018年10月,油液监测显示润滑油污染度变高,铁谱分析显示油中存在大颗黑色物质,同时机组轴承温度和振动开始出现频繁波动。
本文作者结合轴承基本状态参数与油液监测分析,对轴承故障进行诊断,并针对性地提出解决方法,为机组精确维护和压缩机安全稳定运行提供对策。
1 油液监测分析
合成气压缩机组(103J/JT)及冷冻氨压缩机组(105J/JT)的详细参数如表1所示。
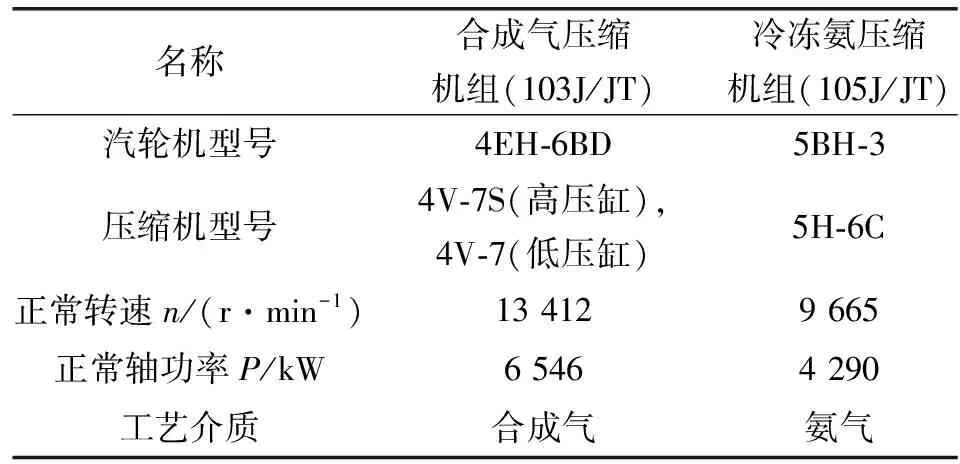
表1 压缩机组的详细参数
为了更全面地对机组的润滑状态进行监控和评估,2011年开始每月对机组在用油品进行检测,除对油品的常规技术指标进行检测外,还进行污染度、光谱元素、铁谱磨损[7]等分析。
2018年10月对103J/JT合成气压缩机的油液监测发现,其主要理化指标正常,但污染度NAS 1638等级偏高(GB/T T7596要求运行中矿物涡轮机油SAEAS4059F颗粒污染等级≤8级,等同于NAS 1638等级8级[8]),监测数据如表2所示。
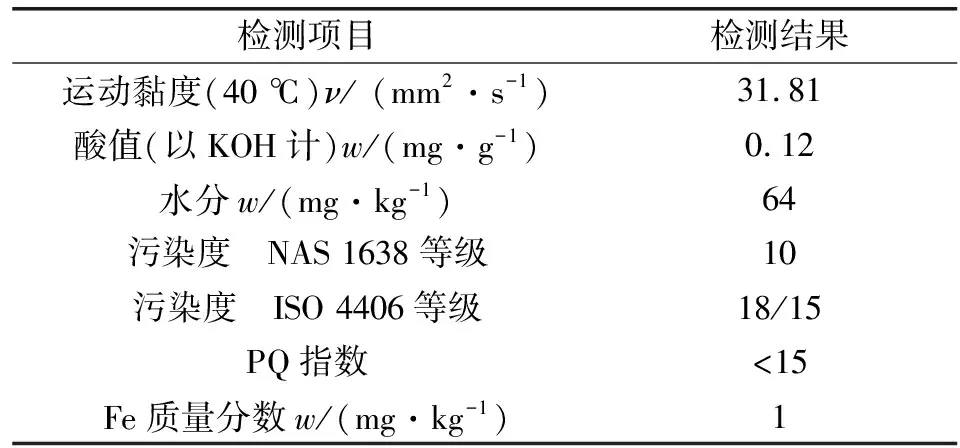
表2 103J/JT压缩机油液监测数据
铁谱分析显示,油中存在大颗黑色物质,如图1所示。

图1 103J/JT压缩机油液监测铁谱图片Fig 1 Ferrography images of 103J/JT compressor oil monitoring
根据铁谱分析结果,为进一步确定污染来源及影响,根据现场设备状况,对轴承温度、振动情况进行监测分析。
2 轴承基本状态参数
使用机组状态监测系统对机组转子-轴承运行信号(温度、振动和轴位移)进行实时监测,对采集到的转子振动运行信号进行加工和处理,形成转子运行特征图谱。主要特征图谱包括趋势图、波形图、频谱图(半频/全频)、轴心轨迹图、波德图、瀑布图(半频/全频)和轴中心位置图等。不同的机械运行故障,会有不同的特征图谱,可以对机械故障类型进行诊断[9]。
2.1 参数趋势分析
2018年10月1日开始,压缩机低压缸驱动侧轴承温度和振动开始出现频繁波动,如图2所示。随后,轴承温度和转子振动均出现近似周期的波动,且有明显的对应关系,初期轴承温度缓慢波动上升,后期快速上升后极速下降,对应的转子振动却急速上升后缓慢下降。轴承温度急速下降说明轴承润滑环境瞬间得到改善,转子振动的瞬间上升,同时伴随着1X相位出现滞后,说明轴承可能与转子发生了摩擦[10],能够恢复则表明故障严重程度较轻。
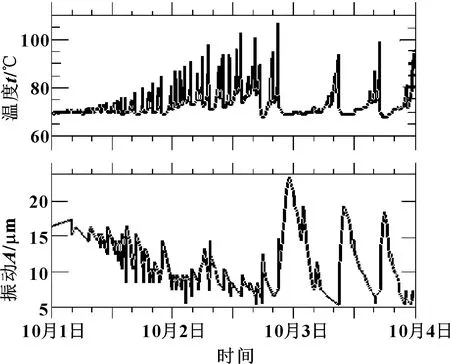
图2 103J/JT压缩机轴承温度和转子振动趋势Fig 2 Trend of bearing temperature and rotorvibration of 103J/JT compressor
2.2 振动频谱分析
如图3所示,压缩机低压缸驱动侧转子振动频谱图显示振动的主要频率分量为1倍频,频率成分和故障发生前相比没有发生变化,且无半倍频和0.49倍等次同步谐波,二倍频及以上分量也很小,可以排除气流激振和轴承油膜涡动或振荡等振动故障[11]。

图3 103J/JT压缩机转子振动频谱Fig 3 Spectrum of rotor vibration of103J/JT compressor
2.3 瀑布图分析
瀑布图由一段时间内或者一段变化的负载状况下的一系列的频谱图叠加而成,可以观察各振动频率分量随时间的变化关系。从图4可知,转子振动波动主要是由一倍频分量波动引起的,其他频率分量没有出现明显的波动,可以判断出机组动静部分没有发生重摩擦[12]。

图4 103J/JT压缩机转子振动瀑布图Fig 4 Rotor vibration waterfall diagramof 103J/JT compressor
2.4 极坐标图分析
极坐标图是把转子振动的幅值和相位随转速变化的关系用极坐标的形式表示出来。单次转子波动的极坐标图如图5所示,观察此次波动的特征,1X频率分量呈现出“水滴”运动轨迹,波动后位置与波动前相差不大,符合转子发生轻摩擦后恢复的故障特征。
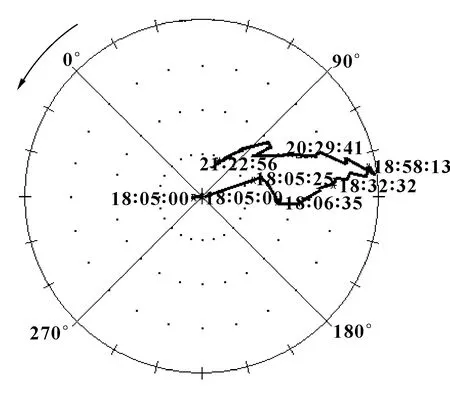
图5 103J/JT压缩机转子振动极坐标图Fig 5 Polar coordinate diagram of rotorvibration of 103J/JT compressor
综合压缩机低压缸转子-轴承监测信号分析与油液监测结果,可以推断出低压缸动静部分并没有发生重摩擦;从轴承温度的变化趋势可发现,当轴承温度上升至一定程度,轴承的润滑状况瞬间改善,同时伴随着转子振动的瞬间上升现象,且该现象近似周期性地发生,符合轴承漆膜故障的现象和特征。
3 黑色异物分析
通过油液数据与轴承基本状态参数等综合分析,初步确定轴承存在故障。停机检修时在油箱内油面上及油箱壁上均发现大量胶状成块的黑色异物,轴承下瓦块有明显的黑色结垢物,初步判断是黑色异物导致漆膜现象的发生,如图6所示。为探究漆膜形成原因,需要对异物进行成分分析。

图6 设备中轴瓦磨损(a)与黑色异物(b)Fig 6 Bearing wear (a) and black foreignmatter (b) in equipment
对黑色异物进行成分分析的主要方法是溶解性试验、异物尺寸分析、光谱元素分析、傅里叶红外光谱分析。
3.1 溶解性试验
对黑色异物进行溶解性试验,在试验过程中发现,黑色异物微溶于汽油或石油醚,但在甲苯中可以完全溶解,如图7所示。

图7 黑色异物在汽油和甲苯中的溶解情况Fig 7 Dissolution of black foreign matter in gasolineand toluene (a)slightly soluble in gasoline;(b)fully soluble in toluene
溶解性试验表明,该异物极性较强,溶于甲苯,微溶于石油醚,呈黑色胶状,可判断该异物极有可能是沥青质或者胶质。
3.2 异物尺寸分析
由于异物处于黏着状态,对其尺寸进行分析前,需进行前处理,具体步骤如下:先进行500 ℃高温灰化,目的是避免进行显微电镜测试时黑色异物所含有机成分高温挥发,污染电镜系统而导致电镜光学系统损坏;之后进行机械粉碎,最后在扫描电镜下进行颗粒尺寸测试,从而确定异物的原始尺寸。
根据图8扫描电镜标注尺寸,异物分为大颗粒(大于100 μm)、中等颗粒(大于20 μm且小于100 μm)和小颗粒(小于20 μm)。其中小颗粒中尺寸最小可达2 μm,甚至更小。
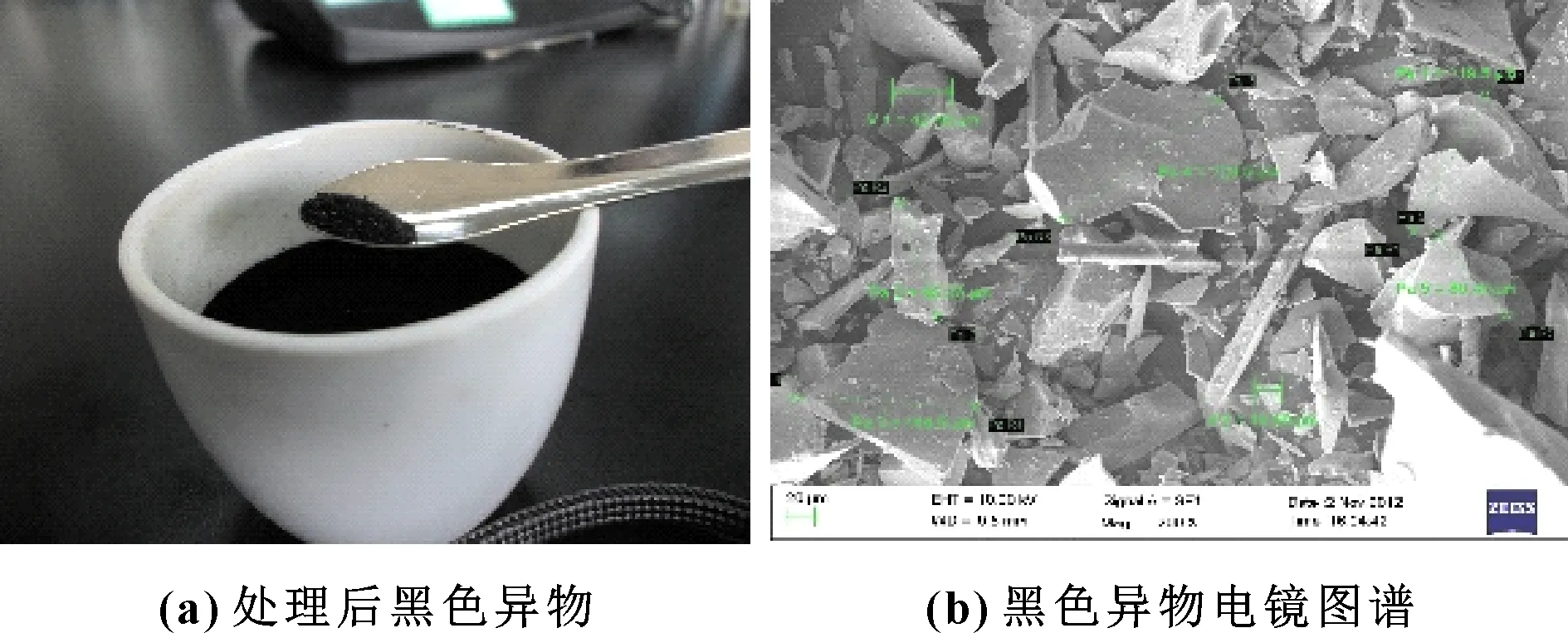
图8 处理后黑色异物及其电镜图谱Fig 8 Black foreign matter after treatment(a) andits electron microscopic(b)
3.3 光谱分析
对设备中的异物进行光谱元素测定,检测结果如表3所示。检测结果表明,黑色异物主要元素为Zn和P,同时含有Si、Na、Ca、Fe和少量Cu、Al、Mn。该异物中Ca、Zn、P比例与一般压缩机油品中添加剂的正常比例不一致,表明异物不是油泥或者油中添加剂析出产物。

表3 异物光谱元素分析
3.4 傅里叶红外光谱分析
黑色异物傅里叶红外光谱分析结果如图9所示。结果表明,黑色异物含有烷烃油(10%~20%(质量分数,下同)),有机硫酸铵类化合物(60%~70%),少量有机硅(<1%)和少量碳酸钙(<5%),另外还有部分未知物。该异物溶于甲苯,说明该异物主要为有机成分;结合红外分析该异物主要成分为烷烃以及有机酸胺类化合物,说明该异物并非积碳;该异物具有一定吸水性,说明存在极性。
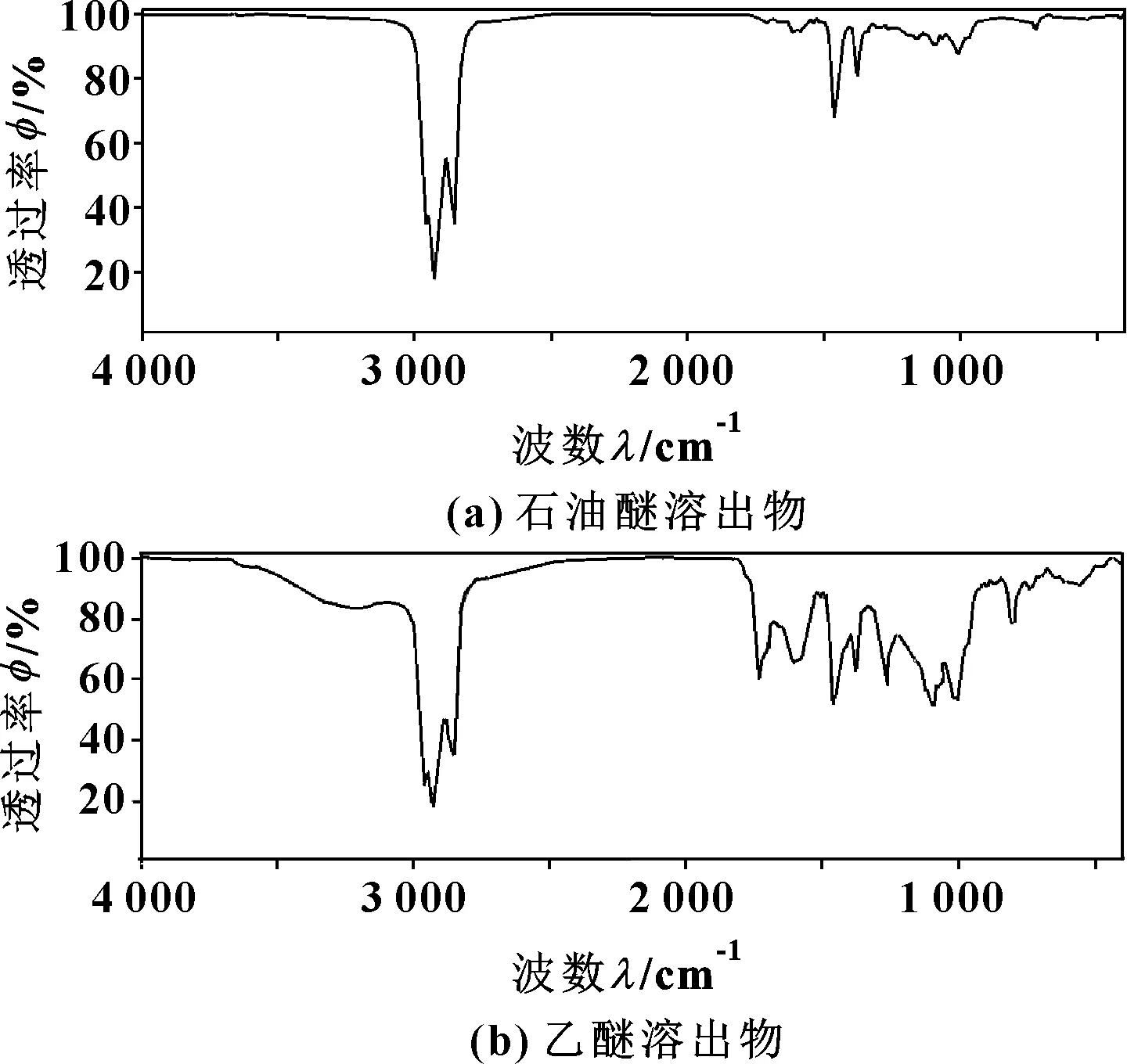
图9 黑色异物石油醚与乙醚溶出物红外光谱图Fig 9 Infrared spectra of dissolved in petroleum ether anddiethyl ether (a)dissolved matter by petroleumether;(b)dissolved matter by diethyl ether
黑色异物中含有有机酸铵类化合物,且质量分数达到60%~70%,油品中本身的添加剂析出可能性极小,有机酸铵类化合物有可能来源于外界污染。
3.5 讨论
结合润滑油中黑色异物分析结果及现场的实际情况,机组润滑油中可能混入氨,导致产生有机酸铵类物质。其原因可能为冷冻氨压缩机干气密封一级放空流量计经常处于满量程状态,氨气存在大量泄漏,由于干气密封缓冲气(N2)压力较低,泄漏的氨气通过轴端疏齿密封进入到轴承箱中。这可以从每次打开油箱盖时闻到浓浓的氨味得到确认。2018年10月机组出现漆膜现象后对油箱中油气进行取样分析,分析结果为油气中氨的质量分数约为2%。因机组使用的润滑油属防锈汽轮机油,一般使用羧酸类酸性防锈剂例如烯基丁二酸,泄漏的氨气进入油系统后会与油中的酸性防锈剂发生反应,生成絮状沉淀物[13],与检测到异物中有机酸铵类化合物质量分数达到 60%~70%的结果相吻合。而润滑油中不可分解物通过最小轴承间隙处时,在高温等因素作用下,容易积聚在巴氏合金表面,形成漆膜。漆膜使得轴承最小油膜厚度减小,最大油膜压力增大,承载能力减小,润滑油温升增大,轴承润滑状况恶化[14]。当漆膜厚度逐渐增加到一定程度后,与转子发生碰摩,油膜失稳,导致转子振动瞬间波动[15]。同时漆膜因与转子碰摩部分脱落并被润滑油冲走,轴承润滑状况得到改善,轴承温度下降,与轴承状态信号分析吻合。
4 处理措施
漆膜严重影响轴承的正常润滑,导致轴承温度过高以及润滑油氧化等故障,是机组安全稳定运行的重大隐患。可根据漆膜的形成机制,采取针对性的处理策略。
4.1 短期措施
机组轴承出现漆膜现象说明在用油品已经变质,应尽快停机更换全部润滑油,清洗油管路。如果因生产需要无法停机更换,可采取以下措施处理以保证机组的安全运行。
(1)采用对应措施减少或杜绝漆膜形成物的继续生成。根据漆膜生成的主要原因,将泄漏的氨气接到水槽排放,油箱中油气的氨质量分数从2%降至5×10-5,有效减少了漆膜的继续生成。
(2)置换部分润滑油。机组轴承漆膜现象出现后,润滑油中杂质含量增多,在线置换部分油箱中润滑油可以减少杂质的含量,增加润滑油的抗氧防锈性能,减缓漆膜现象的发生频率。
(3)在线过滤。漆膜形成物中的“软颗粒”在油液中颗粒占比较高,这类“软颗粒”尺寸很小,如果采用超微机械过滤方法很容易造成滤芯的堵塞且过滤效果差[16]。而利用除漆膜净油机对油箱中的润滑油进行在线过滤,可以减少润滑油中漆膜的含量,有效降低漆膜现象的发生频率。除漆膜净油机有静电净化系统和离子树脂吸附系统,静电吸附系统可使污染颗粒物极化带电后吸附在收集器上,以清除油品中的污染物,离子树脂吸附技术能够去除油中的可溶性漆膜产物[17]。
通过以上措施,润滑油的漆膜现象逐渐消除,机组轴承温度、轴承振动的波动幅度逐渐趋于正常,如图10所示。

图10 103J/JT压缩机轴承振动及温度Fig10 Vibration and temperature of bearingof 103J/JT compressor
4.2 长期措施
(1)采用抗氨气轮机油。利用抗氨汽轮机油MOBIL TERESSTIC AC32替换普通汽轮机油SHELL TURBO J32。抗氨汽轮机油采用了抗氨性能较好的防锈剂,不易与油气中的氨发生反应生成沉淀物[18]。
(2)对干气密封供、排气系统进行改造。为了防止氨气进入到润滑系统中,有必要对冷冻氨压缩机干气密封供、排气系统进行改造,在保证干气密封正常运行的前提下,增加隔离气的压力,减少干气密封泄漏后氨气进入到润滑系统的可能性。同时要对干气密封一级放空系统的流量计进行改造,采用高灵敏度的流量计对干气密封一级泄漏情况进行监控,如有泄漏要及时采取有效措施,防止泄漏后氨气进入到润滑系统中。
5 结论
轴承基本状态参数与油液监测相辅相成,状态监测系统对监测信号进行采集、处理和分析,形成转子运行特征图谱,根据这些图谱的特征,可以诊断出机械故障类型;通过油液监测可及时发现润滑油的变化,发现设备潜在的故障。文中通过油液监测发现了油中黑色异物,并对黑色异物进行成分分析,得出异物的主要成分是有机酸铵类化合物,是由泄漏的氨气与酸性防锈剂发生反应生成的。有机酸铵类化合物附着在轴承表面,引起轴承温度上升,润滑油因高温造成油液急速热降解生成大量新的析出物,产生漆膜。
针对此类故障,提出短期与长期应对措施,对机组进行精确维护,提高压缩机运行稳定性与安全性,避免更大的安全事故。